RIW-REAM Katalog REIBEN - Riwag Präzisionswerkzeuge AG
RIW-REAM Katalog REIBEN - Riwag Präzisionswerkzeuge AG
RIW-REAM Katalog REIBEN - Riwag Präzisionswerkzeuge AG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Einwegköpfe | Nachstellbare Schneidringe | Nachstellbare Monoblock-Reibahlen | Feste Reibahlen HM und Cermet | Feste HSS Reibahlen | Aus der Praxis für die Praxis<br />
Einsatzbeispiele<br />
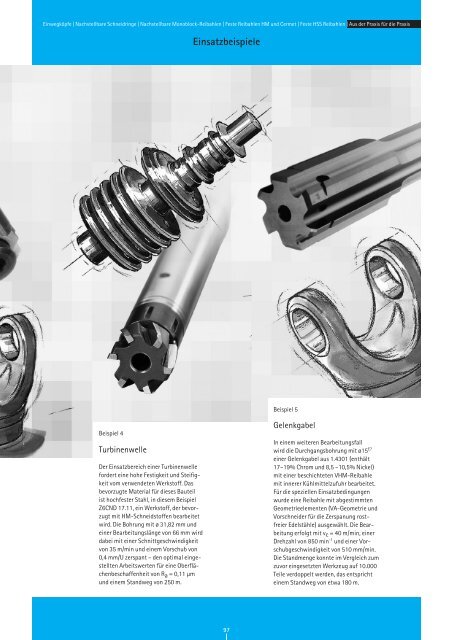
Beispiel 5<br />
Beispiel 4<br />
Turbinenwelle<br />
Der Einsatzbereich einer Turbinenwelle<br />
fordert eine hohe Festigkeit und Steifigkeit<br />
vom verwendeten Werkstoff. Das<br />
bevorzugte Material für dieses Bauteil<br />
ist hochfester Stahl, in diesem Beispiel<br />
Z6CND 17.11, ein Werkstoff, der bevorzugt<br />
mit HM-Schneidstoffen bearbeitet<br />
wird. Die Bohrung mit ø 31,82 mm und<br />
einer Bearbeitungslänge von 66 mm wird<br />
dabei mit einer Schnittgeschwindigkeit<br />
von 35 m/min und einem Vorschub von<br />
0,4 mm/U zerspant – den optimal eingestellten<br />
Arbeitswerten für eine Oberflächenbeschaffenheit<br />
von Ra = 0,11 µm<br />
und einem Standweg von 250 m.<br />
Gelenkgabel<br />
In einem weiteren Bearbeitungsfall<br />
wird die Durchgangsbohrung mit ø15 E7<br />
einer Gelenkgabel aus 1.4301 (enthält<br />
17–19% Chrom und 8,5 –10,5% Nickel)<br />
mit einer beschichteten VHM-Reibahle<br />
mit innerer Kühlmittelzufuhr bearbeitet.<br />
Für die speziellen Einsatzbedingungen<br />
wurde eine Reibahle mit abgestimmten<br />
Geometrieelementen (VA-Geometrie und<br />
Vorschneider für die Zerspanung rostfreier<br />
Edelstähle) ausgewählt. Die Bearbeitung<br />
erfolgt mit vc = 40 m/min, einer<br />
Drehzahl von 850 min -1 und einer Vorschubgeschwindigkeit<br />
von 510 mm/min.<br />
Die Standmenge konnte im Vergleich zum<br />
zuvor eingesetzten Werkzeug auf 10.000<br />
Teile verdoppelt werden, das entspricht<br />
einem Standweg von etwa 180 m.<br />
97