Laser- MSG- Hybridschweißen mit einem ... - SLV Rostock
Laser- MSG- Hybridschweißen mit einem ... - SLV Rostock
Laser- MSG- Hybridschweißen mit einem ... - SLV Rostock

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
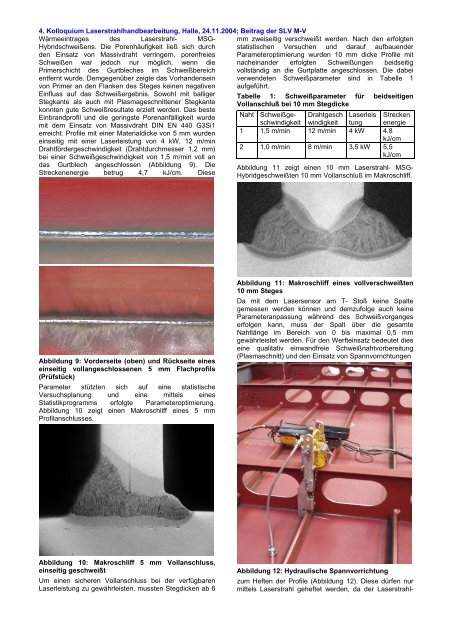
4. Kolloquium <strong>Laser</strong>strahlhandbearbeitung, Halle, 24.11.2004; Beitrag der <strong>SLV</strong> M-V<br />
Wärmeeintrages des <strong>Laser</strong>strahl- <strong>MSG</strong>-<br />
Hybridschweißens. Die Porenhäufigkeit ließ sich durch<br />
den Einsatz von Massivdraht verringern, porenfreies<br />
Schweißen war jedoch nur möglich, wenn die<br />
Primerschicht des Gurtbleches im Schweißbereich<br />
entfernt wurde. Demgegenüber zeigte das Vorhandensein<br />
von Primer an den Flanken des Steges keinen negativen<br />
Einfluss auf das Schweißergebnis. Sowohl <strong>mit</strong> balliger<br />
Stegkante als auch <strong>mit</strong> Plasmageschnittener Stegkante<br />
konnten gute Schweißresultate erzielt werden. Das beste<br />
Einbrandprofil und die geringste Porenanfälligkeit wurde<br />
<strong>mit</strong> dem Einsatz von Massivdraht DIN EN 440 G3Si1<br />
erreicht. Profile <strong>mit</strong> einer Materialdicke von 5 mm wurden<br />
einseitig <strong>mit</strong> einer <strong>Laser</strong>leistung von 4 kW, 12 m/min<br />
Drahtfördergeschwindigkeit (Drahtdurchmesser 1,2 mm)<br />
bei einer Schweißgeschwindigkeit von 1,5 m/min voll an<br />
das Gurtblech angeschlossen (Abbildung 9). Die<br />
Streckenenergie betrug 4,7 kJ/cm. Diese<br />
Abbildung 9: Vorderseite (oben) und Rückseite eines<br />
einseitig vollangeschlossenen 5 mm Flachprofils<br />
(Prüfstück)<br />
Parameter stützten sich auf eine statistische<br />
Versuchsplanung und eine <strong>mit</strong>tels eines<br />
Statistikprogramms erfolgte Parameteroptimierung.<br />
Abbildung 10 zeigt einen Makroschliff eines 5 mm<br />
Profilanschlusses.<br />
Abbildung 10: Makroschliff 5 mm Vollanschluss,<br />
einseitig geschweißt<br />
Um einen sicheren Vollanschluss bei der verfügbaren<br />
<strong>Laser</strong>leistung zu gewährleisten, mussten Stegdicken ab 6<br />
mm zweiseitig verschweißt werden. Nach den erfolgten<br />
statistischen Versuchen und darauf aufbauender<br />
Parameteroptimierung wurden 10 mm dicke Profile <strong>mit</strong><br />
nacheinander erfolgten Schweißungen beidseitig<br />
vollständig an die Gurtplatte angeschlossen. Die dabei<br />
verwendeten<br />
aufgeführt.<br />
Schweißparameter sind in Tabelle 1<br />
Tabelle 1: Schweißparameter für beidseitigen<br />
Vollanschluß bei 10 mm Stegdicke<br />
Naht Schweißge- Drahtgesch <strong>Laser</strong>leis Strecken<br />
schwindigkeit windigkeit tung energie<br />
1 1,5 m/min 12 m/min 4 kW 4,8<br />
kJ/cm<br />
2 1,0 m/min 8 m/min 3,5 kW 5,5<br />
kJ/cm<br />
Abbildung 11 zeigt einen 10 mm <strong>Laser</strong>strahl- <strong>MSG</strong>-<br />
Hybridgeschweißten 10 mm Vollanschluß im Makroschliff.<br />
Abbildung 11: Makroschliff eines vollverschweißten<br />
10 mm Steges<br />
Da <strong>mit</strong> dem <strong>Laser</strong>sensor am T- Stoß keine Spalte<br />
gemessen werden können und demzufolge auch keine<br />
Parameteranpassung während des Schweißvorganges<br />
erfolgen kann, muss der Spalt über die gesamte<br />
Nahtlänge im Bereich von 0 bis maximal 0,5 mm<br />
gewährleistet werden. Für den Werfteinsatz bedeutet dies<br />
eine qualitativ einwandfreie Schweißnahtvorbereitung<br />
(Plasmaschnitt) und den Einsatz von Spannvorrichtungen<br />
Abbildung 12: Hydraulische Spannvorrichtung<br />
zum Heften der Profile (Abbildung 12). Diese dürfen nur<br />
<strong>mit</strong>tels <strong>Laser</strong>strahl geheftet werden, da der <strong>Laser</strong>strahl-