Laser- MSG- Hybridschweißen mit einem ... - SLV Rostock
Laser- MSG- Hybridschweißen mit einem ... - SLV Rostock
Laser- MSG- Hybridschweißen mit einem ... - SLV Rostock

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
4. Kolloquium <strong>Laser</strong>strahlhandbearbeitung, Halle, 24.11.2004; Beitrag der <strong>SLV</strong> M-V<br />
<strong>Laser</strong>- <strong>MSG</strong>- Hybridschweißen <strong>mit</strong> <strong>einem</strong> Schweißtraktor – erste<br />
Erfahrungen und Ergebnisse<br />
Dipl.-Ing. André Sumpf, Dipl.-Ing. Ulf Jasnau, Prof. Dr.-Ing. habil. Peter Seyffarth; <strong>Rostock</strong><br />
1 Einleitung<br />
Im Rahmen des europäischen Forschungsprojektes<br />
„DOCKLASER“ werden dem Festkörperlaser<br />
Anwendungsmöglichkeiten unter den rauen Bedingungen<br />
der Schiffsmontage erschlossen. Die Bearbeitung der<br />
schiffstypischen Blechdicken ist durch die rasch<br />
fortschreitende Entwicklung der Festkörperlaser im<br />
Hochleistungsbereich möglich geworden. Dabei geht es<br />
vor allem darum, die hohe Flexibilität der<br />
<strong>Laser</strong>strahlübertragung auszunutzen und den<br />
<strong>Laser</strong>prozess <strong>mit</strong> seinen Vorteilen durch die Bereitstellung<br />
mobiler und modularer Arbeitsgeräte in vorhandene<br />
Arbeitsstationen zu integrieren. Um dabei dem Prinzip,<br />
den Prozess zum Werkstück zu bringen, wirklich gerecht<br />
werden zu können, muss eine mobile Basisstation <strong>mit</strong><br />
<strong>Laser</strong>quelle und notwendigen Kühlaggregaten zur<br />
Verfügung stehen, die je nach gewünschtem<br />
Anwendungsfall <strong>mit</strong> geringstem Aufwand in die jeweilige<br />
Arbeitsstation transportiert werden kann. Die<br />
Anwendungsfälle variieren dabei vom manuell geführten<br />
<strong>Laser</strong>strahlschweiß- und -schneidkopf für die<br />
Schiffsausrüstung über ein manuell zu positionierendes<br />
automatisches <strong>Laser</strong>strahl-Heftschweißgerät für Stumpf-<br />
und T-Stöße in der Vormontage zum Schweißtraktor für<br />
das <strong>Laser</strong>strahl- <strong>MSG</strong>- Hybridschweißen langer<br />
geradliniger Schweißnähte.<br />
Einerseits soll der Einsatz des <strong>Laser</strong>s im Bereich der<br />
Schiffsmontage eine Erhöhung der Effektivität der<br />
Produktion, eine gesteigerte Qualität und ein besseres<br />
Erscheinungsbild des Produktes durch reduzierte<br />
Deformationen und Oberflächenbeschädigungen sowie<br />
komfortablere Arbeitsbedingungen für die Bediener durch<br />
Reduzierung der Emission von Rauch, Gasen, Wärme<br />
und UV- Strahlung ermöglichen. Andererseits soll durch<br />
das mobile Konzept eine Reduzierung der Kosten<br />
gegenüber stationären <strong>Laser</strong>systemen erreicht werden,<br />
da die Anschaffungskosten für die <strong>Laser</strong>quellen der<br />
hauptsächliche Hinderungsgrund für den Einzug des<br />
<strong>Laser</strong>prozesses in die schiffbauliche Produktion ist.<br />
Innerhalb des „DOCKLASER“- Konsortiums, welches sich<br />
aus 12 Mitgliedern aus 5 Ländern der Europäischen<br />
Union und aus Norwegen zusammensetzt, arbeiten zwei<br />
Werften als Endanwender, vier schweißtechnische<br />
Forschungs- und Entwicklungsunternehmen, drei<br />
Gerätehersteller, eine Klassifizierungsgesellschaft und<br />
zwei projektkoordinierende Unternehmen.<br />
Die Schweißtechnische Lehr- und Versuchsanstalt<br />
Mecklenburg-Vorpommern GmbH bearbeitet innerhalb<br />
des Projektes vor allem die Prozessentwicklung des<br />
traktorgeführten <strong>Laser</strong>strahl- <strong>MSG</strong>-<br />
Hybridschweißprozesses von der Laborphase bis zum<br />
zertifizierten Schweißprozess auf der jeweiligen Werft.<br />
2 Aufgabenstellung<br />
In der ersten Phase des Projektes wurden seitens der<br />
Werften die jeweilig zu realisierenden Prozesse <strong>mit</strong> ihren<br />
Randbedingungen formuliert. Dabei wurden drei<br />
Anwendungen für das Traktorgeführte <strong>Laser</strong>strahl- <strong>MSG</strong>-<br />
Hybridschweißen langer Nähte benannt:<br />
das Schweißen von<br />
• T- Stößen an Versteifungen und zur Produktion<br />
von T- Trägern<br />
• Konventionellen Stumpfstößen in der<br />
Schiffspaneelfertigung<br />
• Stumpfstößen an sogenannten<br />
Sandwichstrukturen<br />
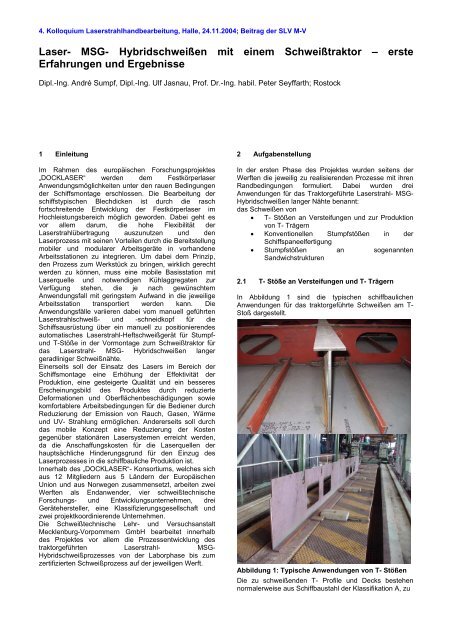
2.1 T- Stöße an Versteifungen und T- Trägern<br />
In Abbildung 1 sind die typischen schiffbaulichen<br />
Anwendungen für das traktorgeführte Schweißen am T-<br />
Stoß dargestellt.<br />
Abbildung 1: Typische Anwendungen von T- Stößen<br />
Die zu schweißenden T- Profile und Decks bestehen<br />
normalerweise aus Schiffbaustahl der Klassifikation A, zu
4. Kolloquium <strong>Laser</strong>strahlhandbearbeitung, Halle, 24.11.2004; Beitrag der <strong>SLV</strong> M-V<br />
10 % auch aus A36. Die Dicke der anzuschließenden<br />
Stege liegt im Bereich 4..15 mm. Die auf dem Gurtblech<br />
(Deck) aufgebrachte Primerschicht wird dabei im<br />
Schweißbereich entweder belassen oder entfernt, der<br />
Steg ist geprimert und plasmageschnitten oder im Falle<br />
der Hollandprofile in Walzzustand und an der<br />
Aufsatzkante sandgestrahlt. Mit dem derzeit<br />
angewendeten konventionellen <strong>MSG</strong>- Schweißen werden<br />
Schweißgeschwindigkeiten von 0,6..0,8 m/min bei <strong>einem</strong><br />
Energieeintrag von 8..15 kJ/cm realisiert.<br />
2.2 Konventionelle Stumpfstöße<br />
Abbildung 2 zeigt einen einseitig UP- geschweißten<br />
Stumpfstoß in der Paneelfertigung. Deutlich sichtbar sind<br />
die durch die eingebrachte Wärme hervorgerufenen<br />
Verformungen.<br />
Abbildung 2: UP- geschweißter Stumpfstoß<br />
Die zu verschweißende Blechdicke beträgt 4..10 mm, zur<br />
Anwendung kommt ausschließlich Schiffbaustahl Grad A.<br />
Die Platten sind geprimert, die Kanten plasmageschnitten.<br />
Derzeit wird das Unterpulverschweißen einseitig und<br />
zweiseitig angewendet. Die Toleranz des plasmaschnittes<br />
liegt bei 1 mm. Je nach angewendetem UP- Verfahren<br />
liegt die Schweißgeschwindigkeit zwischen 0,36..0,6<br />
m/min und die eingebrachte Schweißenergie bei 20..51,5<br />
kJ/cm.<br />
2.3 Stumpfstöße an Sandwichpaneelen<br />
Die als Sandwich- Paneele bezeichneten schiffbaulichen<br />
Strukturen sind in Abbildung 3 dargestellt.<br />
Die Sandwich- Paneele bestehen überwiegend aus dem<br />
Material QStE 380 TM, die als Badstütze und Versteifung<br />
verwendeten Vierkantrohre bestehen aus St 37-0. Die zu<br />
verschweißenden Blechdicken variieren im Bereich 1,5..5<br />
mm, wobei bei 5 mm Blechdicke Schiffbaustahl Grad A<br />
zur Anwendung kommt. Die Rohrwandstärke beträgt 2..5<br />
mm.<br />
Die Sandwich- Paneele haben lasergeschnittenen Kanten<br />
und sind nicht <strong>mit</strong> <strong>einem</strong> Primer beschichtet. Der Spalt<br />
zwischen den zu verbindenden Blechen beträgt maximal<br />
2 mm. Die vollständige Anbindung des Vierkantrohres ist<br />
für die Funktionalität und Bewertung der Schweißnaht<br />
nicht notwendig und abhängig von dem zwischen<br />
Oberblech und Vierkantrohr bestehenden Spalt.<br />
Derzeit werden die Sandwich- Paneele untereinander<br />
<strong>mit</strong>tels konventionellem <strong>MSG</strong>- Schweißprozess<br />
verbunden.<br />
Abbildung 3: Stumpfstöße an Sandwich- Paneelen<br />
3 Erfahrungen und Ergebnisse aus der ersten<br />
Projektphase<br />
3.1 Ausrüstung für das traktorgeführte<br />
<strong>Laser</strong>strahl- <strong>MSG</strong>- Hybridschweißen<br />
Für alle oben aufgeführten Anwendungen wird die gleiche<br />
Ausrüstung verwendet. Lediglich die <strong>Laser</strong>strahloptik ist<br />
von T- Stoß zu Stumpfstoß zu wechseln (Abbildungen 5<br />
und 6). Als <strong>Laser</strong>quelle dient ein Trumpf Nd:YAG- <strong>Laser</strong><br />
HL 4006D, welcher zusammen <strong>mit</strong> den Kühlaggregaten in<br />
einen 40 Fuß Container untergebracht ist (Abbildung 4).<br />
Abbildung 4: Container <strong>mit</strong> <strong>Laser</strong>quelle,<br />
Schweißtraktor und Schweißprozesssteuerung,<br />
Eine Standardstromquelle TPS 9000 von Fronius wird für<br />
den <strong>MSG</strong>- Schweißprozess verwendet. Der eingesetzte<br />
Schweißtraktor ist eine speziell für „DOCKLASER“<br />
entwickelte Konstruktion von Fronius. Ein Drei- Linien-<br />
<strong>Laser</strong>sensor von META dient der Nahtnachführung bei<br />
horizontaler und vertikaler Abweichung und in der
4. Kolloquium <strong>Laser</strong>strahlhandbearbeitung, Halle, 24.11.2004; Beitrag der <strong>SLV</strong> M-V<br />
Stumpfstoßanwendung zusätzlich der Erfassung von<br />
Spaltbreite und Versatz. Anhand dieser Parameter soll<br />
nach erfolgter Testphase und der Er<strong>mit</strong>tlung der<br />
erforderlichen Parameter auf den Werften die Regelung<br />
der Schweißparameter gemäß der erfassten<br />
Schweißspaltgeometrie erfolgen. Die Prozesssteuerung<br />
erfolgt über einen FPA 2003 Manager von Fronius, dieser<br />
übernimmt sowohl die Ansteuerung des <strong>Laser</strong>s als auch<br />
der Stromquelle und des <strong>Laser</strong>sensors. Die<br />
Programmierung des Prozesses und der<br />
Traktorbewegung erfolgt über eine einfach zu bedienende<br />
Fernsteuerung.<br />
Kreuzsupport<br />
<strong>Laser</strong>sensor<br />
110° Optik<br />
Abbildung 5: <strong>Laser</strong>sensor <strong>mit</strong> T-Stoß- Optik<br />
Der <strong>Laser</strong>sensor ist ausgerüstet <strong>mit</strong> einer „Look-ahead“<br />
Funktion, es zeigte sich jedoch, dass bei ihrer Aktivierung<br />
die Nahtnachführung wesentlich schlechter ausfiel. Der<br />
Grund hierfür ist in der Traktoranwendung an sich zu<br />
finden. Der Sensor befindet sich in <strong>einem</strong> bestimmten<br />
Abstand zum Prozess. Dieser beträgt am T- Stoß ca. 55<br />
mm, am Stumpfstoß sogar mehr als 150 mm. Da der<br />
Traktor das zu schweißende Blech als Fahrbahn nutzt,<br />
bewegt er sich auch bei jeder Unebenheit <strong>mit</strong> und<br />
verursacht dadurch leichte räumliche Verschiebungen,<br />
welches bei Portalanlagen nicht auftreten kann. Diese<br />
Winkelverschiebungen vervielfachen sich <strong>mit</strong> steigendem<br />
Abstand zwischen <strong>Laser</strong>sensor und Prozess in ihrer<br />
Größe, d.h. dass die relative Position des Traktors zum<br />
Stoß an der Schweißstelle von der vorher gemessenen<br />
Position um Millimeter abweichen kann. Bei <strong>einem</strong><br />
sensiblen Schweißprozess wie dem <strong>Laser</strong>strahl- <strong>MSG</strong>-<br />
Hybridschweißen führt das unweigerlich zu Unregelmäs-<br />
Stumpfnaht<br />
optik<br />
<strong>MSG</strong>-<br />
Brenner<br />
<strong>Laser</strong>sensor<br />
Abbildung 6: Traktor <strong>mit</strong> Stumpfstoß- Optik<br />
sigkeiten, vor allem Bindefehler und Einbrandkerben. Für<br />
die Anwendung des Schweißtraktors ist also eine ebene<br />
und steife Fahrbahn zu gewährleisten, um eine sichere<br />
Nahtnachführung nach Höhe und Seite zu erzielen.<br />
Während der ersten Versuche zeigte sich, dass die<br />
Standzeit des Schutzglases für die Optiken trotz<br />
eingesetzter Querluftstromdüse sehr gering ausfiel. Es<br />
musste eine weitere Querluftstromdüse angebracht<br />
werden.<br />
Insgesamt leistete das System bisher sehr gute Arbeit<br />
und ist auch robust genug, sich im Einsatz auf einer Werft<br />
zu behaupten. Zur Zeit befindet sich die Ausrüstung im<br />
Testeinsatz bei IZAR Construcciones Navales Puerto<br />
Real, Spanien (Abbildung 7).<br />
Abbildung 7: Schweißtraktor im Testeinsatz auf einer<br />
spanischen Werft<br />
3.2 Schweißen von T-Stößen<br />
Gemäß den Vorgaben von Seiten der im Projekt<br />
involvierten Werften wurden erste Tests durchgeführt, um<br />
den Einfluss der Primerbeschichtung auf Schweißprozess<br />
und das -ergebnis festzustellen. Die untersuchten Primer<br />
sollten nach Herstellerangaben ohne Einschränkungen<br />
überschweißbar sein. Aus den Tests ergab sich, dass bei<br />
im Schweißspalt vorhandener Primerschicht große<br />
Probleme <strong>mit</strong> Poren auftraten. Insbesondere im Falle des<br />
beidseitigen Steganschlusses werden große Teile des bei<br />
der Verbrennung des Primers entstehenden Gases<br />
innerhalb der Naht eingeschlossen und verursachen<br />
große Hohlräume (Abbildung 8). Die Ursache liegt dabei<br />
in der schnellen Erstarrung des Schmelzbades aufgrund<br />
der hohen Schweißgeschwindigkeit und des geringen<br />
Abbildung 8: Gaseinschlüsse an <strong>einem</strong> T- Stoß,<br />
hervorgerufen durch Primerbeschichtung im<br />
Schweißspalt
4. Kolloquium <strong>Laser</strong>strahlhandbearbeitung, Halle, 24.11.2004; Beitrag der <strong>SLV</strong> M-V<br />
Wärmeeintrages des <strong>Laser</strong>strahl- <strong>MSG</strong>-<br />
Hybridschweißens. Die Porenhäufigkeit ließ sich durch<br />
den Einsatz von Massivdraht verringern, porenfreies<br />
Schweißen war jedoch nur möglich, wenn die<br />
Primerschicht des Gurtbleches im Schweißbereich<br />
entfernt wurde. Demgegenüber zeigte das Vorhandensein<br />
von Primer an den Flanken des Steges keinen negativen<br />
Einfluss auf das Schweißergebnis. Sowohl <strong>mit</strong> balliger<br />
Stegkante als auch <strong>mit</strong> Plasmageschnittener Stegkante<br />
konnten gute Schweißresultate erzielt werden. Das beste<br />
Einbrandprofil und die geringste Porenanfälligkeit wurde<br />
<strong>mit</strong> dem Einsatz von Massivdraht DIN EN 440 G3Si1<br />
erreicht. Profile <strong>mit</strong> einer Materialdicke von 5 mm wurden<br />
einseitig <strong>mit</strong> einer <strong>Laser</strong>leistung von 4 kW, 12 m/min<br />
Drahtfördergeschwindigkeit (Drahtdurchmesser 1,2 mm)<br />
bei einer Schweißgeschwindigkeit von 1,5 m/min voll an<br />
das Gurtblech angeschlossen (Abbildung 9). Die<br />
Streckenenergie betrug 4,7 kJ/cm. Diese<br />
Abbildung 9: Vorderseite (oben) und Rückseite eines<br />
einseitig vollangeschlossenen 5 mm Flachprofils<br />
(Prüfstück)<br />
Parameter stützten sich auf eine statistische<br />
Versuchsplanung und eine <strong>mit</strong>tels eines<br />
Statistikprogramms erfolgte Parameteroptimierung.<br />
Abbildung 10 zeigt einen Makroschliff eines 5 mm<br />
Profilanschlusses.<br />
Abbildung 10: Makroschliff 5 mm Vollanschluss,<br />
einseitig geschweißt<br />
Um einen sicheren Vollanschluss bei der verfügbaren<br />
<strong>Laser</strong>leistung zu gewährleisten, mussten Stegdicken ab 6<br />
mm zweiseitig verschweißt werden. Nach den erfolgten<br />
statistischen Versuchen und darauf aufbauender<br />
Parameteroptimierung wurden 10 mm dicke Profile <strong>mit</strong><br />
nacheinander erfolgten Schweißungen beidseitig<br />
vollständig an die Gurtplatte angeschlossen. Die dabei<br />
verwendeten<br />
aufgeführt.<br />
Schweißparameter sind in Tabelle 1<br />
Tabelle 1: Schweißparameter für beidseitigen<br />
Vollanschluß bei 10 mm Stegdicke<br />
Naht Schweißge- Drahtgesch <strong>Laser</strong>leis Strecken<br />
schwindigkeit windigkeit tung energie<br />
1 1,5 m/min 12 m/min 4 kW 4,8<br />
kJ/cm<br />
2 1,0 m/min 8 m/min 3,5 kW 5,5<br />
kJ/cm<br />
Abbildung 11 zeigt einen 10 mm <strong>Laser</strong>strahl- <strong>MSG</strong>-<br />
Hybridgeschweißten 10 mm Vollanschluß im Makroschliff.<br />
Abbildung 11: Makroschliff eines vollverschweißten<br />
10 mm Steges<br />
Da <strong>mit</strong> dem <strong>Laser</strong>sensor am T- Stoß keine Spalte<br />
gemessen werden können und demzufolge auch keine<br />
Parameteranpassung während des Schweißvorganges<br />
erfolgen kann, muss der Spalt über die gesamte<br />
Nahtlänge im Bereich von 0 bis maximal 0,5 mm<br />
gewährleistet werden. Für den Werfteinsatz bedeutet dies<br />
eine qualitativ einwandfreie Schweißnahtvorbereitung<br />
(Plasmaschnitt) und den Einsatz von Spannvorrichtungen<br />
Abbildung 12: Hydraulische Spannvorrichtung<br />
zum Heften der Profile (Abbildung 12). Diese dürfen nur<br />
<strong>mit</strong>tels <strong>Laser</strong>strahl geheftet werden, da der <strong>Laser</strong>strahl-
4. Kolloquium <strong>Laser</strong>strahlhandbearbeitung, Halle, 24.11.2004; Beitrag der <strong>SLV</strong> M-V<br />
<strong>MSG</strong>- Hybridprozess nur diese Heftstellen fehlerlos<br />
aufschmelzen kann. Das Heften kann hierbei ebenfalls <strong>mit</strong><br />
dem Traktor erfolgen oder <strong>mit</strong> <strong>einem</strong> speziellen<br />
<strong>Laser</strong>heftschweißgerät (Abbildung 13).<br />
Abbildung 13: Manuell zu positionierendes <strong>Laser</strong>-<br />
Heftschweißgerät für T- und Stumpfstöße<br />
Für Dauerschwingversuche wurden 1 m lange Prüfstücke<br />
<strong>mit</strong> traktorgeschweißten 5 und 10 mm T- Stößen<br />
hergestellt. Diese Versuche finden derzeit bei Det Norske<br />
Veritas in Norwegen <strong>mit</strong> dem Ziel der Zulassung des<br />
Verfahrens für den Werfteinsatz statt.<br />
3.3 Schweißen konventioneller Stumpfstöße<br />
Gemäß den Anforderungen der Werften wurden<br />
Einseiten- Stumpfstoßschweißungen an geprimerten,<br />
plasmageschnittenen Blechen vorgenommen. Dabei<br />
zeigte sich kein negativer Einfluss des an den<br />
Schnittkanten verbleibenden Primers auf das<br />
Schweißergebnis. Die durch den Plasmaschnitt<br />
hervorgerufene V-Fuge ermöglichte einen tiefen Einbrand<br />
des Prozesses, erforderte aber gleichzeitig auch den<br />
Einsatz von Zusatzdraht <strong>mit</strong> <strong>einem</strong> Durchmesser von 1,6<br />
mm, um das Fugenvolumen bei den angestrebten<br />
Schweißgeschwindigkeiten zu füllen. Grundsätzlich sollte<br />
der Wurzelspalt 1 mm nicht überschreiten, um ein<br />
gleichmäßiges Nahtaussehen zu gewährleisten und vor<br />
allem den Eintrag an Zusatzwerkstoff und da<strong>mit</strong><br />
Schweißenergie auf <strong>einem</strong> niedrigen Niveau zu halten.<br />
Die verschweißten Bleche <strong>mit</strong> einer maximalen<br />
Schweißnahtlänge von 2 m zeigten dabei kaum<br />
Verformungen, wie man sie beispielsweise vom UP-<br />
Schweißen kennt. Zur Durchführung von<br />
Dauerschwingversuchen bei DNV wurden<br />
plasmageschnittene Bleche <strong>mit</strong> einer Dicke von 7 mm<br />
stumpf verschweißt (Abbildung 14). Dabei betrug der<br />
Wurzelspalt 0..0,3 mm, die Schweißgeschwindigkeit 1,4<br />
m/min und die Drahtfördergeschwindigkeit 8,5 m/min. Die<br />
erforderliche <strong>Laser</strong>leistung betrug 3,5 kW. Mit diesen<br />
Parametern betrug die eingebrachte Streckenenergie 6,3<br />
kJ/cm und war so<strong>mit</strong> um das Vierfache geringer als bei<br />
dem derzeit angewendeten UP- Schweißverfahren.<br />
Grundsätzliche Anforderungen für die Erzeugung<br />
fehlerfreier <strong>Laser</strong>strahl- hybrid- Nähte an Stumpfstößen<br />
<strong>mit</strong> plasmageschnittenen Kanten sind fehlerfreie<br />
Plasmaschnitte, eine gute Positionierung der Bleche<br />
zueinander, ein maximaler Wurzelspalt von 1 mm und die<br />
Verwendung lasergeschweißter Heftstellen. Die zu<br />
verschweißenden Bleche sollten keine Beulen und Dellen<br />
aufweisen, da sie als Fahrbahn für den Traktor dienen.<br />
Bei der Stumpfstoßanwendung kann durch den<br />
<strong>Laser</strong>sensor die Spaltweite und der Kantenversatz erfasst<br />
werden, so dass eine Parameteranpassung während des<br />
Schweißprozesses möglich ist.<br />
Mit der verfügbaren <strong>Laser</strong>leistung von maximal 4 kW<br />
konnten bei 1,0 m/min Schweißgeschwindigkeit <strong>mit</strong> der<br />
DOCKLASER- Ausrüstung 9 mm dicke Bleche gut<br />
<strong>mit</strong>einander verschweißt werden. Die eingebrachte<br />
Streckenenergie lag hierbei bei 6,5 kJ/cm. Als oberer<br />
Grenzwert scheint die Dicke von 10 mm realisierbar.<br />
Abbildung 14: <strong>Laser</strong>strahl- <strong>MSG</strong>- Hybridgeschweißter<br />
Stumpfstoß 7 mm, 1 m Länge, wurzelseitige<br />
Aufnahme<br />
3.4 Schweißen von Stumpfstößen an<br />
Sandwichpaneelen<br />
Aufgrund der Eigenheiten der vorgesehenen Stoßart ist<br />
diese Anwendung besonders für den Schweißtraktor<br />
geeignet, da die Sandwichpaneele eine sehr ebene<br />
Fahrbahn bilden, die lasergeschnittenen Blechkanten eine<br />
hohe Schnittqualität aufweisen und das eingefügte<br />
Rechteckrohr dem Prozess eine gute Badstütze bietet. So<br />
können auch Spalte bis zu 3 mm ohne Probleme<br />
überschweißt werden. Aufgrund des dazu notwendigen<br />
Materialeintrags und der da<strong>mit</strong> verbundenen hohen<br />
Streckenenergie sollten diesen Spaltbreiten jedoch<br />
vermieden werden, zumal auch ein Spalt von 0 mm an<br />
der maximalen Blechdicke von 5 mm ohne Probleme <strong>mit</strong><br />
der verfügbaren <strong>Laser</strong>leistung verschweißt werden kann.<br />
Abbildung 15 zeigt einen Makroschliff einer<br />
Sandwichstruktur <strong>mit</strong> 3 mm Deckblechdicke, geschweißt<br />
am Nullspalt <strong>mit</strong> 3 kW <strong>Laser</strong>leistung, 8 m/min<br />
Drahtgeschwindigkeit (Drahtdurchmesser 1,2 mm) bei<br />
einer Schweißgeschwindigkeit von 2 m/min. Die<br />
Deckblechdicke 5 mm wurde <strong>mit</strong> 1,5 m/min<br />
Schweißgeschwindigkeit und ansonsten gleichen<br />
Parametern geschweißt. Aufgrund der späteren
4. Kolloquium <strong>Laser</strong>strahlhandbearbeitung, Halle, 24.11.2004; Beitrag der <strong>SLV</strong> M-V<br />
Einsatzbedingungen sind für die Zulassung des<br />
Verfahrens keine Dauerschwingversuche notwendig.<br />
Abbildung 15: Makroschliff an <strong>einem</strong> Sandwichstoß<br />
<strong>mit</strong> 3 (oben) bzw. 5 mm Deckblechdicke<br />
4 Zusammenfassung und Ausblick<br />
Das im „DOCKLASER“- Projekt entwickelte Equipment<br />
hat im Laborbetrieb gute Resultate erzielt und muss sich<br />
derzeit im Werfteinsatz bewähren. Dabei konnte den<br />
anfänglich formulierten Werftanforderungen entsprochen<br />
werden, bis auf die Einschränkung, dass die<br />
Primerbeschichtung des Gurtes bei T- Stößen entfernt<br />
werden muss.<br />
Der derzeitige Test unter Werftbedingungen in Spanien<br />
soll die Einsatzfähigkeit des Systems im<br />
Produktionsprozess nachweisen, Daten zur<br />
Implementierung der Schweißparameterregelung für das<br />
Stumpfnahtschweißen erbringen und<br />
Verbesserungsmöglichkeiten zur Bedienbarkeit und<br />
Prozesssicherheit aufzeigen. Nach dem fünfmonatigen<br />
Testbetrieb in Spanien wird die Ausrüstung zum weiteren<br />
Test zur J.L. Meyer Werft Papenburg verbracht. Dort wird<br />
vor allem das Schweißen am Sandwichstoß und die<br />
Erarbeitung der dafür notwendigen<br />
Schweißparameterregelung im Vordergrund stehen.<br />
Das Endziel des Projektes ist ein für die jeweiligen<br />
Anwendungen zugelassenes Verfahren und der dafür<br />
notwendigen Anlagentechnik unter besonderer<br />
Berücksichtigung der Anforderungen an die<br />
<strong>Laser</strong>sicherheit.