Erstes Beispielexperiment Torsionspendel (Nr. 8) - MV-Sirius ...
Erstes Beispielexperiment Torsionspendel (Nr. 8) - MV-Sirius ...
Erstes Beispielexperiment Torsionspendel (Nr. 8) - MV-Sirius ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Physiklabor<br />
Prof. Dr. M. Wülker<br />
Einführung in die Fehlerrechnung anhand von zwei <strong>Beispielexperiment</strong>en<br />
Diese Einführung erläutert die wesentlichen Grundzüge der Fehlerberechnung für gewonnene<br />
Messergebnisse am Beispiel zweier Experimente aus dem Maschinenbau. Da die gewählten<br />
Beispiele nur zur Konkretisierung des Gesagten dienen, können die allgemeinen Zusammenhänge<br />
auf andere Experimenten übertragen werden.<br />
Das erste <strong>Beispielexperiment</strong><br />
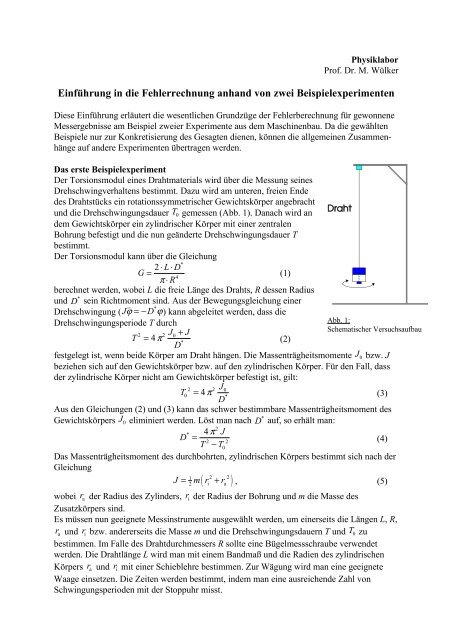
Der Torsionsmodul eines Drahtmaterials wird über die Messung seines<br />
Drehschwingverhaltens bestimmt. Dazu wird am unteren, freien Ende<br />
des Drahtstücks ein rotationssymmetrischer Gewichtskörper angebracht<br />
und die Drehschwingungsdauer T 0 gemessen (Abb. 1). Danach wird an<br />
dem Gewichtskörper ein zylindrischer Körper mit einer zentralen<br />
Bohrung befestigt und die nun geänderte Drehschwingungsdauer T<br />
bestimmt.<br />
Der Torsionsmodul kann über die Gleichung<br />
L D<br />
G = ⋅ ⋅ *<br />
2<br />
(1)<br />
4<br />
π ⋅ R<br />
berechnet werden, wobei L die freie Länge des Drahts, R dessen Radius<br />
und D * sein Richtmoment sind. Aus der Bewegungsgleichung einer<br />
*<br />
Drehschwingung (J ϕ = − D ϕ) kann abgeleitet werden, dass die<br />
Drehschwingungsperiode T durch<br />
2 2 J0<br />
+ J<br />
T = 4 π<br />
* (2)<br />
D<br />
festgelegt ist, wenn beide Körper am Draht hängen. Die Massenträgheitsmomente J 0 bzw. J<br />
beziehen sich auf den Gewichtskörper bzw. auf den zylindrischen Körper. Für den Fall, dass<br />
der zylindrische Körper nicht am Gewichtskörper befestigt ist, gilt:<br />
2 2 J0<br />
T0<br />
= 4 π<br />
*<br />
(3)<br />
D<br />
Aus den Gleichungen (2) und (3) kann das schwer bestimmbare Massenträgheitsmoment des<br />
Gewichtskörpers J 0 eliminiert werden. Löst man nach D * auf, so erhält man:<br />
4 π<br />
2 J<br />
D<br />
* =<br />
2 2<br />
(4)<br />
T − T0<br />
Das Massenträgheitsmoment des durchbohrten, zylindrischen Körpers bestimmt sich nach der<br />
Gleichung<br />
1<br />
2<br />
2 2<br />
( i a )<br />
Abb. 1:<br />
Schematischer Versuchsaufbau<br />
J = m r + r , (5)<br />
wobei r a der Radius des Zylinders, r i der Radius der Bohrung und m die Masse des<br />
Zusatzkörpers sind.<br />
Es müssen nun geeignete Messinstrumente ausgewählt werden, um einerseits die Längen L, R,<br />
r<br />
a und r i bzw. andererseits die Masse m und die Drehschwingungsdauern T und T 0 zu<br />
bestimmen. Im Falle des Drahtdurchmessers R sollte eine Bügelmessschraube verwendet<br />
werden. Die Drahtlänge L wird man mit einem Bandmaß und die Radien des zylindrischen<br />
Körpers r a und r i mit einer Schieblehre bestimmen. Zur Wägung wird man eine geeignete<br />
Waage einsetzen. Die Zeiten werden bestimmt, indem man eine ausreichende Zahl von<br />
Schwingungsperioden mit der Stoppuhr misst.
Statistische und systematische Fehler<br />
Jede Messung mit einem dieser Messinstrumente ist aus vielerlei Gründen fehlerbehaftet. Man<br />
teilt die auftretenden Fehler in zwei Kategorien ein: Statistische Fehler, die zufällig auftreten,<br />
und systematische Fehler, die immer zu gleichartigen Abweichungen führen.<br />
Bei der Messung mit einer Bügelmessschraube kann es z. B. vorkommen, dass sich ein Staubkorn<br />
oder eine sonstige Verschmutzung zwischen dem Draht und der Anschlagsfläche<br />
befindet. Genauso ist es möglich, dass der Draht bei einer Messung flächig anliegt, während<br />
bei einer anderen Messung die Berührung punktförmig ist. Dafür können einerseits<br />
Ausstülpungen aufgrund der Oberflächenrauhigkeit oder andererseits Variationen in der<br />
Handhabung der Bügelmessschraube durch den Experimentator verantwortlich sein. Alle<br />
diese Fehlerursachen treten zufällig auf und werden deshalb als statistische Messfehler<br />
bezeichnet.<br />
Ganz anderer Natur sind hingegen Messfehler, die z. B. durch eine ungleichmäßige Steigung<br />
des Spindelgewindes, durch mangelnde Parallelität der Anschlagsflächen oder durch<br />
thermische Ausdehnung des Bügels aufgrund erhöhter Temperaturen bei der Messung<br />
zustande kommen. Diese Messfehler führen immer zu den gleichen Abweichungen und<br />
könnten durch ein genauere Vermessung - z. B. der tatsächlichen Spindelsteigung - oder aber<br />
auch durch größeren Aufwand bei der Herstellung der Bügelmessschrauben korrigiert werden.<br />
Aus diesem Grund werden sie systematische Fehler genannt.<br />
Für gängige Messinstrumente wie eine Bügelmessschraube wird den Herstellern durch eine<br />
DIN-Norm (DIN 863) vorgeschrieben, wie groß systematische Fehler durch Fertigungstoleranzen<br />
maximal ausfallen dürfen und wie der systematische Fehler anzugeben ist.<br />
Diese Genauigkeit ist auf die Bügelmessschraube aufgedruckt und beträgt im Labor in der<br />
Regel 0,01 mm. Der gemessene Durchmesser des Drahts muss deshalb z. B. mit<br />
d = 2 R = (0,507 ± 0,01) mm<br />
(6)<br />
angegeben werden. Die Angabe 0,01 mm = ∆ dsyst<br />
kennzeichnet einen absoluten Fehler.<br />
Bezieht man den absoluten Fehler auf den<br />
Messwert, so erhält man den relativen<br />
0,01 mm<br />
Fehler:<br />
2,0%<br />
0,507 mm = (7)<br />
Man kann den gemessenen Durchmesser<br />
dann auch durch<br />
d = 0,507 mm ± 2,0% (8)<br />
angeben.<br />
Diese Angabe schließt allerdings noch<br />
keinen statistischen Fehler z. B. durch<br />
Verschmutzungen oder zufällig<br />
auftretende Handhabungsfehler ein. Um<br />
den statistischen Fehler zu bestimmen,<br />
werden mehrerer Messungen gemacht,<br />
also eine Messreihe aufgenommen. Abb. 2<br />
zeigt das Ergebnis einer solchen<br />
Messreihe.<br />
Zur bildlichen Darstellung einer Messreihe<br />
ist es üblich, eine Häufigkeitsverteilung<br />
(Histogramm) zu zeichnen. Die Maßskala<br />
wird dazu in gleich große Intervalle geteilt<br />
und dann über jedem Intervall die Zahl der<br />
Abb. 2:<br />
Messreihe für den Durchmesser d des Drahts<br />
und Darstellung als Histogramm<br />
2
Messungen, die in das betreffende Intervall fallen, als Balken aufgetragen. Die einzelnen<br />
Intervalle werden "Bins" genannt. ("Bin" kommt aus dem Englischen und bedeutet "Eimer";<br />
stellt man beispielsweise eine Kette von Eimern unter eine leckende Wasserleitung, so kann<br />
man aus der Wasserstandsverteilung auf die Lage des Lecks schließen.) Die Zahl der<br />
Messungen in einem Bin bezeichnet man als absolute Häufigkeit N i . Bezieht man die<br />
absolute Häufigkeit auf die Anzahl der Messungen N, so erhält man die relative Häufigkeit:<br />
Ni<br />
hi<br />
= (9)<br />
N<br />
Möchte man sich ein genaueres Bild von der Häufigkeitsverteilung machen, so wird man<br />
immer mehr Messungen durchführen und gleichzeitig die Intervallbreite verkleinern. Für eine<br />
Messung, deren Fehler nur noch durch Zufallseinflüsse bestimmt wird, erhält man für den<br />
Grenzfall unendlich vieler Messungen und beliebig kleiner Intervallbreite eine symmetrische<br />
Verteilung der einzelnen Messwerte um einen wahrscheinlichsten Wert. Die resultierende<br />
Funktion (Abb. 3) hat die Form einer Normalverteilung (Gaußverteilung), deren Formel<br />
x<br />
− ( ) 2<br />
−µ<br />
1<br />
2<br />
2σ h( x)<br />
= e<br />
(10)<br />
σ ⋅ 2π<br />
lautet. x ist die unabhängige, statistisch schwankende Größe, also im Falle des<br />
<strong>Beispielexperiment</strong>s mit dem Durchmesser d zu identifizieren. µ stellt den wahrscheinlichsten<br />
(häufigsten) Wert dar, und wird auch Erwartungswert genannt. σ ist ein Maß für die Breite<br />
der "Glockenkurve" und charakterisiert somit, wie stark die Messwerte um den<br />
Erwartungswert µ streuen. (2σ ist die Breite der Kurve bei 60,65% des Maximalwertes). σ 2<br />
bezeichnet man als Varianz der Normalverteilung. Der Vorfaktor ist so gewählt, dass das<br />
Integral von h ( x)<br />
über die gesamte x-Achse 1 wird, d. h. dass bei einer Messung genau ein<br />
x-Wert auftritt.<br />
In der Praxis ist es natürlich nicht möglich, unendlich viele Messungen zu machen. Man muss<br />
sich also damit begnügen, den Erwartungswert einer normalverteilten Messgröße zu schätzen.<br />
Diesen geschätzten Erwartungswert berechnet man mit der Formel<br />
1 N<br />
x = ∑ x<br />
i i<br />
N = 1<br />
, (11)<br />
wobei x i die einzelnen Messwerte bezeichnet und N die Anzahl der Messungen. Den<br />
geschätzten Erwartungswert einer Normalverteilung nennt man auch deren Mittelwert.<br />
Für die Wurzel der Varianz, d. h. für σ, kann ein Schätzwert mit der Formel<br />
N<br />
∑ ( xi<br />
− x ) 2<br />
i=<br />
1<br />
sx<br />
=<br />
N −1 (12)<br />
ermittelt werden, den man als Standardabweichung bezeichnet.<br />
3<br />
Abb. 3:<br />
Normalverteilung mit Erwartungswert<br />
µ = 0, 0 und<br />
Varianz σ 2 = 1,<br />
0
(Anmerkung: Im Nenner steht tatsächlich N-1. Dies wird oft mit der Formel<br />
N<br />
∑ ( x<br />
i i<br />
− µ )<br />
2<br />
= 1<br />
sx<br />
=<br />
N<br />
(13)<br />
verwechselt. In dieser Formel steht der exakte Erwartungswert µ, der wiederum nur bei<br />
unendlich vielen Messungen bekannt wäre. Bei der Arbeit mit einem Taschenrechner muss<br />
man sich vergewissern, dass mit der erstgenannten Formel für die Standardabweichung<br />
gerechnet wird!)<br />
Da der Mittelwert und die Standardabweichung Schätzwerte sind, hängt deren Unsicherheit<br />
von der Zahl der Messungen ab, mit der man sie bestimmt. Mit wenigen Messungen erhält<br />
man gegenüber dem Erwartungswert µ und der Wurzel der Varianz σ ungenauere Werte als<br />
mit vielen. Der Fehler für den Mittelwert beträgt<br />
sx<br />
∆x = , (14)<br />
N<br />
dessen relativer Fehler<br />
∆x<br />
∆ xrel<br />
= . (15)<br />
x<br />
Dabei muss betont werden, dass die Messwerte nach wie vor entsprechend σ um den<br />
Mittelwert (genauer gesagt um den Erwartungswert µ) streuen. Die Normalverteilung behält<br />
also ihre Breite, lediglich der Mittelwert wird mit zunehmender Zahl der Messungen genauer<br />
bestimmt. Nimmt man eine Messreihe auf, so gibt man als Messergebnis den Mittelwert und<br />
als statistischen Fehler den Fehler des Mittelwerts an. Die obige Messreihe ergibt einen<br />
Mittelwert von d = 0,5071 mm und einen Fehler des Mittelwerts von ∆ d = 0,0004 mm . Die<br />
Standardabweichung hingegen beträgt s<br />
d<br />
= 0,0013 mm .<br />
Oftmals ist man daran interessiert, wie häufig eine Einzelmessung nicht in einem um einen<br />
bestimmten Sollwert definierten Intervall liegt. Dieses Intervall nennt man Vertrauensbereich.<br />
Soll z. B. bei der Herstellung des oben verwendeten Drahtmaterials kontrolliert werden, ob<br />
der Durchmesser tatsächlich 0,507 mm beträgt, so wird man den Durchmesser regelmäßig<br />
während der Produktion messen. Entspricht die oben ermittelte Standardabweichung<br />
s<br />
d<br />
= 0,0013 mm der tatsächlich gewünschten Durchmessertoleranz, so liegen in dem Intervall<br />
d ± 2σd<br />
95,4% der Einzelmessungen. Liegen mehr als 4,6% der fortlaufend ermittelten Messwerte<br />
nicht mehr im Vertrauensbereich, so ist davon auszugehen, dass der Produktionsprozess das<br />
Drahtmaterial nicht mehr mit der gewünschten Qualität liefert. Da Ausschussquoten von ca.<br />
5% meistens toleriert werden können, wird im Qualitätssicherungswesen üblicherweise ein<br />
Vertrauensbereich von x ± 2σ verwendet. Nur bei strengen Anforderungen wird ein<br />
Vertrauensbereich von x ± 3σ benutzt, in dem dann 99,7% der Werte liegen. In der Physik<br />
wird, falls nichts anderes angegeben ist, von einem Vertrauensbereich von x ± σ ausgegangen,<br />
in dem dann 68,3% der Messwerte liegen. Bei wissenschaftlichen Messungen ist die Aufgabe<br />
ja nicht, eine bestimmte Qualität sicherzustellen, sondern vielmehr ein zuverlässiges und<br />
allgemein akzeptiertes Maß für die Streuung der Messwerte zu benutzen.<br />
Für den Mittelwert - also den Schätzwert für den Erwartungswert - gilt die Wahrscheinlichkeitsaussage,<br />
dass mit 68,3%iger Sicherheit der exakte Erwartungswert im Intervall<br />
x<br />
x ± ∆ (16)<br />
N<br />
liegt. Für Messreihen mit verhältnismäßig wenigen Einzelmessungen (N
statistischen Sicherheit (68,3% in der Physik, 95,4% im Qualitätswesen) kann man<br />
entsprechend der Zahl der Messungen N den t-Faktor aus der Tabelle herauslesen.<br />
(Strenggenommen muss N-1 verwendet werden). Die statistische Messunsicherheit für einen<br />
Messwert, d. h. den Mittelwert, ist also<br />
s x<br />
∆ xstat<br />
= t ⋅ . (17)<br />
N<br />
Wie man aus der Tabelle sieht, erhöht der t-Faktor für eine Messreihe mit mehr als 10<br />
Messungen den "Fehler des Mittelwerts" um weniger als 6% und kann dann meist<br />
unberücksichtigt bleiben.<br />
Anzahl der Messungen<br />
(genauer N-1, da µ<br />
geschätzt wird)<br />
stat. Sicherheit<br />
68,3 %<br />
stat. Sicherheit<br />
95,4 %<br />
1 1,84 12,71<br />
2 1,32 4,30<br />
3 1,20 3,18<br />
4 1,15 2,78<br />
5 1,11 2,57<br />
7 1,08 2,37<br />
10 1,06 2,25<br />
20 1,03 2,09<br />
50 1,01 2,01<br />
100 1,00 1,96<br />
Tab. 1:<br />
t-Faktoren<br />
(DIN 1319)<br />
Wie man Abb. 2 entnehmen kann, ist der statistische Fehler der Durchmesser-Messung<br />
∆ d stat<br />
= 0,0005 mm .<br />
Zusammen mit dem systematischen Fehler ∆ dsyst = 0,01 mm gibt man nun das endgültige<br />
Messergebnis für den Durchmesser des Drahts in der Form<br />
d = (0,5071± 0,0005stat<br />
± 0,01<br />
syst<br />
) mm<br />
(18)<br />
an.<br />
Ob im allgemeinen einer der beiden Fehler dominiert bzw. ob die Fehler gleich groß sind,<br />
hängt ganz vom Experiment ab. Für die Bügelmessschraube dürfte man bei sachgerechter<br />
Handhabung erwarten, dass der systematische Fehler größer als der statistische ausfällt, da der<br />
systematische Fehler ja zusätzlich Variationen in der Spindelgewindesteigung, Temperatureinflüsse<br />
etc. berücksichtigt. Ist im Fall der Bügelmessschraube der statistische Fehler<br />
deutlich größer als der systematische, so kann dies entweder am (Un)geschick des<br />
Experimentators liegen oder tatsächlich durch Variationen im Stabquerschnitt bedingt sein.<br />
Abb. 4 zeigt die Daten eines Experiments, bei dem viele Messungen entlang des Drahts<br />
automatisiert durchgeführt wurden. Dabei wurde zusätzlich die Messposition entlang des<br />
5
Drahts registriert. Der statistische Fehler ist zwar deutlich kleiner als der systematische,<br />
dennoch zeigt die Darstellung, dass es entlang des Drahts einen zunehmenden Trend für den<br />
Drahtdurchmesser gibt. Falls der Torsionsmodul sehr genau bestimmt werden soll, müsste die<br />
Querschnittsänderung bei der Aufstellung der Formel für den Torsionsmodul berücksichtigt<br />
werden. Die Auswertung wird dadurch natürlich erheblich komplizierter.<br />
In der Praxis kann man meist so vorgehen, dass man bei sehr unterschiedlichen Fehlern den größeren<br />
nimmt. Sind systematischer und statistischer Fehler ungefähr gleich groß, so werden die<br />
beiden Einzelfehler quadratisch zu einem Gesamtfehler addiert:<br />
2<br />
( ) ( ) 2<br />
∆ d = ∆ d + ∆ d . (19)<br />
stat<br />
Man gibt das Endergebnis dann in der Form<br />
d ± ∆ d = (0,507 ± 0,010) mm<br />
(20)<br />
an. Im weiteren kann dann untersucht werden, wie sich der Fehler der Durchmessermessung<br />
auf die Berechnung des Torsionsmoduls auswirkt.<br />
In gleicher Weise geht man bei der Bestimmung aller anderen Messgrößen vor.<br />
Bei der Verwendung eines Bandmaßes ist es meistens nicht einfach, Informationen über den<br />
systematischen Fehler zu erhalten. In diesem Fall muss man sich selber Gedanken machen,<br />
welche Einflüsse zu einer systematischen Verfälschung des Ergebnisses führen können. So<br />
dürften z. B. Temperaturschwankungen einen wesentlichen Einfluss haben. Um diese abzuschätzen,<br />
geht man davon aus, dass die Teilung auf das Maßband so aufgebracht wurde, dass<br />
sie bei Raumtemperatur (20 °C) korrekt ist. Dann kann man sich z. B. für ein Stahlband über<br />
den linearen Ausdehnungskoeffizienten überlegen, wieviel sich das Maßband ausgedehnt hat,<br />
wenn es beispielsweise bei 10 °C benutzt wird.<br />
Bei einer Waage sollte es möglich sein, aus der Bedienungsanleitung eine Genauigkeitsangabe<br />
zu entnehmen. Steht diese Information nicht zur Verfügung, so sollte man die Waage mit<br />
Eichgewichten kontrollieren. Stehen solche auch nicht bereit, so kann man einen Gegenstand,<br />
den man gerade noch auf einer Feinwaage wiegen kann, auf der etwas gröberen Waage<br />
nachwiegen. Die Differenz zwischen diesen Wägungen gibt ein ungefähres Maß für den<br />
systematischen Fehler. Allerdings ist dann noch nicht bekannt, ob der absolute systematische<br />
Fehler oder der relative systematische Fehler konstant ist.<br />
6<br />
syst<br />
Abb. 4:<br />
Automatisierte Messung des<br />
Drahtdurchmessers
Für das <strong>Beispielexperiment</strong> wurden folgende statistische und systematische Fehler bestimmt:<br />
Dabei wurde für den systematischen Fehler des Bandmaßes die Längenausdehnung bei einer<br />
( stat syst )<br />
( 927,0 0,39stat<br />
0,15syst<br />
)<br />
(<br />
mm<br />
)<br />
( 6, 245 0,020 0,05 ) mm<br />
( 314 1syst<br />
) g<br />
( )<br />
( stat<br />
syst )<br />
d = 0,5071± 0,0005 ± 0,01 mm<br />
L = ± ±<br />
d<br />
d<br />
= 49,305 ± 0,017 ± 0,05 mm<br />
a stat syst<br />
= ± ±<br />
i stat syst<br />
m = ±<br />
T = 3,1317 ± 0,0010 ± 0,0002 s<br />
0 stat syst<br />
T = 4,1284 ± 0,0013 ± 0,0002 s<br />
Temperaturdifferenz von 10 K abgeschätzt. Für die Durchmesser am zylindrischen Körper<br />
wurde der systematische Fehler an der Schieblehre abgelesen, und für die Stoppuhr wurde ein<br />
Fehler von einer Einheit in der letzten angezeigten Stellen angenommen und von den<br />
insgesamt 50 gemessenen Schwingungen auf die Schwingungsdauer umgerechnet.<br />
Als Endergebnis aller Messungen erhält man dann die folgenden Messwerte mit Angabe der<br />
Gesamtfehler:<br />
d ± ∆ d = 0,507 ± 0,010 mm<br />
a<br />
i<br />
i<br />
a<br />
0 0<br />
Fehlerfortpflanzung<br />
Als nächstes stellt sich nun die Frage, wie die ganzen einzelnen Fehler sich zum Gesamtfehler<br />
des Torsionsmoduls zusammensetzen. Dabei ist es insbesondere interessant zu wissen, welche<br />
Messgröße den größten Fehlereinfluss auf den Endwert ausübt. Bei der Messung dieser Größe<br />
sollte man dann besonders sorgfältig vorgehen.<br />
Der Torsionsmodul berechnet sich, wie oben erwähnt, aus den Formeln<br />
*<br />
32⋅<br />
L ⋅ D ( J, T, T0<br />
)<br />
*<br />
G =<br />
= G( L, D , d)<br />
4<br />
π d<br />
(23)<br />
mit dem Richtmoment<br />
2<br />
* 4 π J ( m, di, da<br />
) *<br />
D = = D ( J, T, T<br />
2 2<br />
0)<br />
T −T0<br />
, (24)<br />
wobei das Massenträgheitsmoment des zylindrischen Körpers wiederum durch<br />
2 2<br />
( )<br />
( )<br />
( 927,0 0, 42)<br />
mm<br />
( )<br />
( )<br />
( 314 1)<br />
g<br />
( )<br />
( )<br />
L ± ∆ L = ±<br />
d<br />
± ∆ d = 49,305 ± 0,053 mm<br />
d ± ∆ d = 6, 245 ± 0,054 mm<br />
m ± ∆ m = ±<br />
T ± ∆ T = 3,1317 ± 0,0010 s<br />
T ± ∆ T = 4,1284 ± 0,0013 s<br />
1<br />
J m di da J m di da<br />
=<br />
8<br />
+ = ( , , )<br />
(25)<br />
gegeben ist. Die Formeln wurden auf die unmittelbar gemessenen Größen umgeschrieben.<br />
Insgesamt ist der Torsionsmodul eine Funktion aller Messgrößen: G( L, d, T, T0 , m, di, da<br />
)<br />
7<br />
(21)<br />
(22)
Da man aber auch an den Zwischenergebnissen interessiert ist, berechnet man das Ergebnis<br />
lieber schrittweise. Die Fehlerrechnung wird dadurch erheblich übersichtlicher werden.<br />
Mit den angegebenen Messwerten erhält man dann die folgenden Ergebnisse:<br />
*<br />
1<br />
8<br />
( ( ) ( ) )<br />
( 4,1284s) − ( 3,1317s)<br />
( 0,507 mm )<br />
2 2 2<br />
J = 314g ⋅ 6,245mm + 49,305mm = 96,947 kg mm<br />
D<br />
4⋅π<br />
⋅96,947 kg mm kg mm<br />
= = 528,91<br />
2 2 2<br />
s<br />
2 2 2<br />
2<br />
kg mm<br />
2<br />
s<br />
6 10<br />
4 2<br />
32⋅927,0mm ⋅528,91 kg<br />
G = = 75,52⋅ 10 = 7,55⋅10 Pa<br />
π ⋅<br />
s mm<br />
Nach den Gleichungen (23)-(25) ist der Torsionsmodul eine Funktion von sieben<br />
unabhängigen Messgrößen. Den Fehlereinfluss einer einzelnen Messgröße erhält man, indem<br />
man deren Fehler mit der Steigung in die Richtung dieser Messgröße, also deren partieller<br />
Ableitung, multipliziert. Z. B.:<br />
∆G<br />
= ∂G<br />
L<br />
∆L<br />
∂ L<br />
⋅<br />
(27)<br />
Die Fehlereinflüsse der verschiedenen Messgrößen werden dann quadratisch addiert, so dass<br />
der Gesamtfehler des Torsionsmoduls<br />
⎛ ∂ G ⎞ ⎛ ∂ G ⎞ ⎛ ∂ G ⎞ ⎛ ∂ G ⎞ ⎛ ∂ G ⎞ ⎛ ∂ G ⎞ ⎛ ∂ G ⎞<br />
∆ G = ⎜ ∆ L ⎟ + ⎜ ∆ d ⎟ + ⎜ ∆ T ⎟ + ⎜ ∆ T0 ⎟ + ⎜ ∆ m⎟<br />
+ ⎜ ∆ di ⎟ + ⎜ ∆da<br />
⎟<br />
⎝ ∂ L ⎠ ⎝ ∂ d ⎠ ⎝ ∂ T ⎠ ⎝ ∂ T0 ⎠ ⎝ ∂ m ⎠ ⎝ ∂ di ⎠ ⎝ ∂ da<br />
⎠<br />
(28)<br />
beträgt. In der Form der Gleichung (28) lässt sich ein Gesamtfehler ganz allgemein berechnen.<br />
Wie oben erwähnt, empfiehlt es sich allerdings, zuerst die Fehlerrechnung für das<br />
Massenträgheitsmoment J und das Richtmoment D * durchzuführen, und dann erst den<br />
Torsionsmodul zu berechnen.<br />
Für den absoluten Fehler des Massenträgheitsmoments lautet die Berechnung:<br />
2 2<br />
2<br />
2 2 2<br />
⎛ ∂ J ⎞ ⎛ ∂ J ⎞ ⎛ ∂ J ⎞ ⎛ 1 2 2 ⎞ ⎛ 1 ⎞ ⎛ 1 ⎞<br />
∆ J = ⎜ ∆ m⎟ + ⎜ ∆ d ⎟ + ⎜ ∆ d ⎟ = ⎜ ( d + d ) ∆ m⎟ + ⎜ m d ∆ d ⎟ + ⎜ m d ∆ d ⎟ =<br />
⎝ ⎠ ⎝ ⎠ ⎝ ⎠<br />
i a i a i i a a<br />
⎝ ∂ m ⎠ ⎝ ∂ di<br />
⎠ ⎝ ∂ da<br />
⎠ 8 4 4<br />
2<br />
1 1<br />
2<br />
( ( ( 6, 245mm ) ( 49,305mm ) ) 1g ) ( 314g ) ( 6, 245mm 0,053 mm ) ( 49,305mm 0,054mm )<br />
8 4<br />
= 0,371kg mm<br />
2<br />
2 2 2 2 2<br />
2<br />
2<br />
(26)<br />
( )<br />
2 2 2 2<br />
= + ⋅ + ⋅ ⋅ + ⋅ =<br />
Damit ergibt sich als Ergebnis J = (96,95±0,37) kg mm², d. h. ein relativer Fehler von 0,38 %.<br />
Für das Richtmoment erhält man für den absoluten Fehler:<br />
(29)<br />
∆D<br />
=<br />
*<br />
=<br />
⎛ ∂ D<br />
⎜<br />
⎝ ∂ J<br />
⎛<br />
2<br />
⎜<br />
4 ⋅π<br />
2<br />
⎝ T − T<br />
2<br />
0<br />
*<br />
⎞<br />
∆J<br />
⎟<br />
⎠<br />
⎞<br />
∆J<br />
⎟<br />
⎠<br />
2<br />
2<br />
⎛ ∂ D<br />
+<br />
⎜<br />
⎝ ∂ T<br />
⎛<br />
+ ⎜4<br />
⋅π<br />
⎜<br />
⎝<br />
2<br />
*<br />
⎞<br />
∆T<br />
⎟<br />
⎠<br />
2<br />
⎛ ∂ D<br />
+<br />
⎜<br />
⎝ ∂ T<br />
( −1)<br />
⋅ 2 ⋅T<br />
⋅ J ⋅<br />
∆T<br />
⎞<br />
⎟<br />
⎠<br />
⎞<br />
∆T<br />
⎟<br />
⎠<br />
2<br />
=<br />
⎛<br />
+ ⎜4<br />
⋅π<br />
⎝<br />
⋅ J ⋅<br />
2 ⋅T<br />
2 2 2<br />
( − )<br />
⎟ ⎜<br />
2 2<br />
T T<br />
( T − T )<br />
0<br />
0<br />
*<br />
0<br />
2<br />
2<br />
0<br />
0<br />
2<br />
∆T<br />
0<br />
⎞<br />
⎟<br />
⎟<br />
⎠<br />
2<br />
=<br />
8
2<br />
2<br />
4 ⋅π<br />
⋅ J ⎛ ∆J<br />
⎞ ⎛ 2 ⎞ ⎛ 2 ⋅ ⎞<br />
⎜<br />
⋅T<br />
T0<br />
(30)<br />
=<br />
2<br />
⎜ ⎟ +<br />
⎟ ⎜<br />
⎟<br />
2<br />
∆T<br />
2 2<br />
+<br />
∆T<br />
2 2 0<br />
T − T<br />
0 ⎝ J ⎠ ⎝ T − T0<br />
⎠ ⎝ T − T0<br />
⎠<br />
Da der Vorfaktor vor der Wurzel gerade D * ist, ist es in diesem Fall kürzer, mit dem relativen<br />
Fehler weiterzurechnen:<br />
2<br />
−3 −3<br />
( ) ( )<br />
2<br />
2 2<br />
( ( T T ) ( T T ) )<br />
0 0<br />
*<br />
∆D<br />
⎛ ∆J<br />
⎞ ⎛ 2 ⎞<br />
=<br />
* ⎜ ⎟ + ⎜ 2 2 ⎟ ⋅ ⋅∆ + ⋅ ∆ =<br />
D ⎝ J ⎠ ⎝ T −T0<br />
⎠<br />
2<br />
2<br />
2<br />
0,371kg mm ⎛ 2 ⎞<br />
⎜ 2 ⎟ 2 2<br />
⎜ ⎟<br />
2 2<br />
2 2<br />
( ( 4,1284s 0,0013s) ( 3,1317s 0,001s)<br />
)<br />
⎛ ⎞ + ⋅ ⋅ + ⋅ =<br />
⎝ 96,947 kg mm ⎠ ⎝ ( 4,1284s) − ( 3,1317s)<br />
⎠<br />
(31)<br />
= 3,83⋅ 10 + 1,78⋅ 10 = 0,42%<br />
Als Endergebnis für das Richtmoment erhält man:<br />
D ∗ = 528,9±2,2 <br />
kg mm²<br />
s²<br />
Liegt wie im Fall der Berechnung des Torsionsmoduls ein mehrfaches Produkt bzw. mehrfacher<br />
Quotient von Potenzen vor, so kann man eine einfachere "Faustformel" aufstellen. Um<br />
diese herzuleiten, bildet man sämtliche partielle Ableitungen und versucht den Ausdruck dann<br />
so zu ergänzen, dass man jeweils die Formel für den Torsionsmodul wieder findet:<br />
∂G<br />
32⋅<br />
D 32⋅<br />
L ⋅ D<br />
⋅ ∆L<br />
= ⋅ ∆L<br />
=<br />
4 4<br />
∂ L π ⋅d<br />
π ⋅d<br />
* *<br />
∆L<br />
∆<br />
⋅ = G ⋅<br />
L<br />
L L<br />
* *<br />
∂G<br />
L L D D<br />
D D<br />
G<br />
D *<br />
* 32⋅<br />
* 32⋅<br />
⋅ ∆ ∆<br />
⋅ ∆ = ⋅ ∆ = ⋅ = ⋅<br />
*<br />
4 4 *<br />
*<br />
(32)<br />
∂ D π ⋅d<br />
π ⋅d<br />
D D<br />
*<br />
*<br />
∂ G<br />
⋅ L ⋅ D<br />
⋅ L ⋅ D ∆d<br />
⋅ ∆d<br />
=<br />
d<br />
4 32<br />
32<br />
4<br />
5<br />
∂<br />
π ⋅ d<br />
π ⋅ d<br />
4 d<br />
( − ) ⋅ ⋅ ∆d<br />
= ( − 4) ⋅ ⋅ = ( − )<br />
Für den Gesamtfehler des Elastizitätsmoduls ergibt sich dann:<br />
2<br />
2<br />
∆d<br />
⋅ G ⋅<br />
d<br />
2<br />
*<br />
⎛ ∆L<br />
⎞ ⎛ ∆D<br />
⎞ ⎛ ∆d<br />
⎞<br />
∆ G = ⎜G<br />
⋅ ⎟ +<br />
⎜G<br />
⋅<br />
( 4)<br />
*<br />
⎟ + ⎜ − ⋅ G ⋅ ⎟ (33)<br />
⎝ L ⎠ ⎝ D ⎠ ⎝ d ⎠<br />
Bringt man G auf die andere Seite der Gleichung, so erhält man für den relativen Fehler von<br />
G:<br />
2<br />
2<br />
∆G<br />
G<br />
=<br />
⎛ ∆<br />
⎜<br />
⎝<br />
2<br />
L ⎞<br />
⎟<br />
L ⎠<br />
⎛ ∆D<br />
+<br />
⎜<br />
*<br />
⎝ D<br />
*<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
⎛ ∆d<br />
⎞ + ⎜4 ⋅ ⎟<br />
⎝ d ⎠<br />
2<br />
(34)<br />
Man sieht, dass der relative Fehler des Endwerts die quadratische Summe der relativen<br />
Einzelfehler multipliziert mit dem Exponenten der Ausgangsformel ist. Aus dieser Endformel<br />
kann man ablesen, dass für den Versuch insbesondere der Drahtdurchmesser möglichst genau<br />
gemessen werden sollte, da dieser Fehler mit dem Exponentenfaktor 4 multipliziert wird.<br />
9
Insgesamt erhält man für den relativen Fehler des Torsionsmoduls<br />
∆G<br />
=<br />
G<br />
so dass das Endergebnis<br />
−4<br />
2<br />
−3<br />
2<br />
2<br />
( 4,5 ⋅10<br />
) + ( 4,22⋅10<br />
) + ( 4⋅<br />
0,02) = 8%<br />
( )<br />
10<br />
, (35)<br />
G = 7,55 ± 0,60 ⋅ 10 Pa<br />
(36)<br />
lautet. Es wäre also sinnvoll gewesen, eine hochwertigere Bügelmessschraube einzusetzen.<br />
Für Summen und Differenzen lässt sich ebenso eine Faustformel angeben: Man erhält den<br />
absoluten Fehler des Endergebnisses, indem man die absoluten Fehler der einzelnen<br />
Summanden (oder Subtrahenden) quadratisch addiert.<br />
Treten transzendente Funktionen in dem Ausdruck für das Endergebnis auf, so muss die<br />
allgemeine Formel für die Fehlerfortpflanzung (Gl. 28) verwendet werden.<br />
Beim praktischen Rechnen ist es sinnvoll, soweit wie möglich die obigen Faustformeln zu<br />
benutzen. Dabei sollte zuerst immer der Formelausdruck hingeschrieben und umgeformt<br />
werden, wohingegen konkrete Zahlenwerte möglichst spät eingesetzt werden.<br />
Ein Wort der Vorsicht: Diese Art der Fehlerrechnung ist nur für normalverteilte - also reine<br />
statistische Fehler gültig. Sie setzt demnach voraus, dass sämtliche systematischen Fehler, die<br />
u. U. zu nicht normalverteilten Fehlern führen, erkannt wurden. Die Fehlerrechnung wird<br />
insbesondere auch dann verfälscht, wenn ein Messwert versehentlich falsch notiert wurde, z.<br />
B. durch einen Zahlenverdreher. Dieser liegt dann meist weit von der Gaußverteilung entfernt<br />
und stört die Annahme, dass die Messgröße normalverteilt ist. Wenn ein derartiger, klar<br />
erkennbarer "Ausreißer" auftritt, ist es gestattet, den Wert bei der Auswertung wegzulassen.<br />
10