Download des Datenblatts - Hydroblock.net
Download des Datenblatts - Hydroblock.net
Download des Datenblatts - Hydroblock.net

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
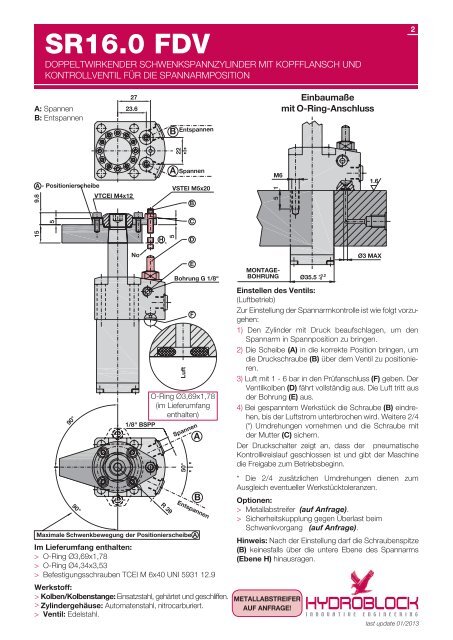
SR16.0 FDV<br />
DOPPELTWIRKENDER SCHWENKSPANNZYLINDER MIT KOPFFLANSCH UND<br />
KONTROLLVENTIL FÜR DIE SPANNARMPOSITION<br />
2<br />
A: Spannen<br />
B: Entspannen<br />
27<br />
23.6<br />
Einbaumaße<br />
mit O-Ring-Anschluss<br />
B Entspannen<br />
22<br />
A - Positionierscheibe<br />
15 9.8<br />
5<br />
VTCEI M4x12<br />
H<br />
A<br />
VSTEI M5x20<br />
B<br />
C<br />
5<br />
Spannen<br />
D<br />
M6<br />
5 1<br />
1.6<br />
90°<br />
90°<br />
No<br />
1/8" BSPP<br />
R 39<br />
Bohrung G 1/8"<br />
Luft<br />
O-Ring Ø3,69x1,78<br />
(im Lieferumfang<br />
enthalten)<br />
Spannen<br />
50°<br />
Entspannen<br />
Maximale Schwenkbewegung der Positionierscheibe A<br />
Im Lieferumfang enthalten:<br />
> O-Ring Ø3,69x1,78<br />
> O-Ring Ø4,34x3,53<br />
> Befestigungsschrauben TCEI M 6x40 UNI 5931 12.9<br />
Werkstoff:<br />
> Kolben/Kolbenstange: Einsatzstahl, gehärtet und geschliffen.<br />
> Zylindergehäuse: Automatenstahl, nitrocarburiert.<br />
> Ventil: Edelstahl.<br />
E<br />
F<br />
A<br />
B<br />
MONTAGE-<br />
BOHRUNG<br />
METALLABSTREIFER<br />
AUF ANFRAGE!<br />
Ø35.5 +0.2 -0<br />
Ø3 MAX<br />
Einstellen <strong>des</strong> Ventils:<br />
(Luftbetrieb)<br />
Zur Einstellung der Spannarmkontrolle ist wie folgt vorzugehen:<br />
1) Den Zylinder mit Druck beaufschlagen, um den<br />
Spannarm in Spannposition zu bringen.<br />
2) Die Scheibe (A) in die korrekte Position bringen, um<br />
die Druckschraube (B) über dem Ventil zu positionieren.<br />
3) Luft mit 1 - 6 bar in den Prüfanschluss (F) geben. Der<br />
Ventilkolben (D) fährt vollständig aus. Die Luft tritt aus<br />
der Bohrung (E) aus.<br />
4) Bei gespanntem Werkstück die Schraube (B) eindrehen,<br />
bis der Luftstrom unterbrochen wird. Weitere 2/4<br />
(*) Umdrehungen vornehmen und die Schraube mit<br />
der Mutter (C) sichern.<br />
Der Druckschalter zeigt an, dass der pneumatische<br />
Kontrollkreislauf geschlossen ist und gibt der Maschine<br />
die Freigabe zum Betriebsbeginn.<br />
* Die 2/4 zusätzlichen Umdrehungen dienen zum<br />
Ausgleich eventueller Werkstücktoleranzen.<br />
Optionen:<br />
> Metallabstreifer (auf Anfrage).<br />
> Sicherheitskupplung gegen Überlast beim<br />
Schwenkvorgang (auf Anfrage).<br />
Hinweis: Nach der Einstellung darf die Schraubenspitze<br />
(B) keinesfalls über die untere Ebene <strong>des</strong> Spannarms<br />
(Ebene H) hinausragen.<br />
last update 01/2013