Schleif- und Trennschleifscheiben - Kataloge
Schleif- und Trennschleifscheiben - Kataloge
Schleif- und Trennschleifscheiben - Kataloge

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
+<br />
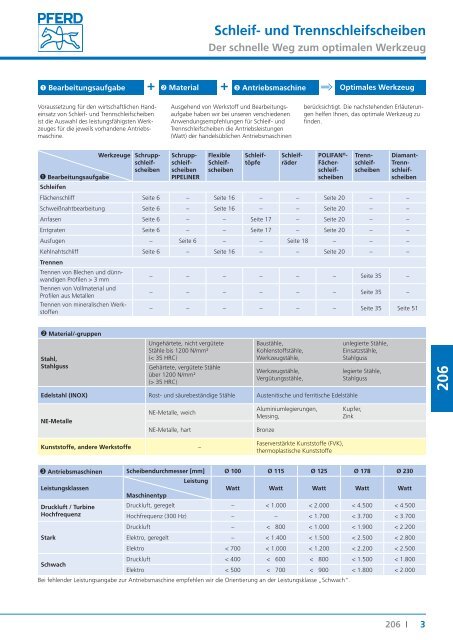
➊ Bearbeitungsaufgabe ➋ Material ➌ Antriebsmaschine<br />
Voraussetzung für den wirtschaftlichen Handeinsatz<br />
von <strong>Schleif</strong>- <strong>und</strong> <strong>Trennschleifscheiben</strong><br />
ist die Auswahl des leistungsfähigsten Werkzeuges<br />
für die jeweils vorhandene Antriebsmaschine.<br />
Werkzeuge Schruppschleifscheiben<br />
➊ Bearbeitungsaufgabe<br />
<strong>Schleif</strong>en<br />
<strong>Schleif</strong>- <strong>und</strong> <strong>Trennschleifscheiben</strong><br />
Ausgehend von Werkstoff <strong>und</strong> Bearbeitungsaufgabe<br />
haben wir bei unseren verschiedenen<br />
Anwendungsempfehlungen für <strong>Schleif</strong>- <strong>und</strong><br />
<strong>Trennschleifscheiben</strong> die Antriebsleistungen<br />
(Watt) der handelsüblichen Antriebsmaschinen<br />
Schruppschleifscheiben<br />
PIPELINER<br />
Der schnelle Weg zum optimalen Werkzeug<br />
+<br />
Flexible<br />
<strong>Schleif</strong>scheiben<br />
<strong>Schleif</strong>töpfe<br />
<strong>Schleif</strong>räder<br />
Optimales Werkzeug<br />
berücksichtigt. Die nachstehenden Erläuterungen<br />
helfen Ihnen, das optimale Werkzeug zu<br />
fi nden.<br />
POLIFAN ® -<br />
Fächerschleifscheiben<br />
<strong>Trennschleifscheiben</strong><br />
Diamant-<br />
<strong>Trennschleifscheiben</strong><br />
Flächenschliff Seite 6 – Seite 16 – – Seite 20 – –<br />
Schweißnahtbearbeitung Seite 6 – Seite 16 – – Seite 20 – –<br />
Anfasen Seite 6 – – Seite 17 – Seite 20 – –<br />
Entgraten Seite 6 – – Seite 17 – Seite 20 – –<br />
Ausfugen – Seite 6 – – Seite 18 – – –<br />
Kehlnahtschliff<br />
Trennen<br />
Seite 6 – Seite 16 – – Seite 20 – –<br />
Trennen von Blechen <strong>und</strong> dünnwandigen<br />
Profi len > 3 mm<br />
– – – – – – Seite 35 –<br />
Trennen von Vollmaterial <strong>und</strong><br />
Profi len aus Metallen<br />
– – – – – – Seite 35 –<br />
Trennen von mineralischen Werkstoffen<br />
– – – – – – Seite 35 Seite 51<br />
➋ Material/-gruppen<br />
Stahl,<br />
Stahlguss<br />
➌ Antriebsmaschinen Scheibendurchmesser [mm] Ø 100 Ø 115 Ø 125 Ø 178 Ø 230<br />
Leistungsklassen<br />
Druckluft / Turbine<br />
Hochfrequenz<br />
Stark<br />
Ungehärtete, nicht vergütete<br />
Stähle bis 1200 N/mm²<br />
(< 35 HRC)<br />
Gehärtete, vergütete Stähle<br />
über 1200 N/mm²<br />
(> 35 HRC)<br />
Baustähle,<br />
Kohlenstoffstähle,<br />
Werkzeugstähle,<br />
Werkzeugstähle,<br />
Vergütungsstähle,<br />
Edelstahl (INOX) Rost- <strong>und</strong> säurebeständige Stähle Austenitische <strong>und</strong> ferritische Edelstähle<br />
NE-Metalle<br />
NE-Metalle, weich<br />
Kunststoffe, andere Werkstoffe –<br />
NE-Metalle, hart Bronze<br />
Aluminiumlegierungen,<br />
Messing,<br />
Faserverstärkte Kunststoffe (FVK),<br />
thermoplastische Kunststoffe<br />
unlegierte Stähle,<br />
Einsatzstähle,<br />
Stahlguss<br />
legierte Stähle,<br />
Stahlguss<br />
Kupfer,<br />
Zink<br />
Leistung<br />
Watt Watt Watt Watt Watt<br />
Maschinentyp<br />
Druckluft, geregelt – < 1.000 < 2.000 < 4.500 < 4.500<br />
Hochfrequenz (300 Hz) – – < 1.700 < 3.700 < 3.700<br />
Druckluft – < 800 < 1.000 < 1.900 < 2.200<br />
Elektro, geregelt – < 1.400 < 1.500 < 2.500 < 2.800<br />
Elektro < 700 < 1.000 < 1.200 < 2.200 < 2.500<br />
Schwach<br />
Druckluft<br />
Elektro<br />
< 400<br />
< 500<br />
< 600<br />
< 700<br />
< 800<br />
< 900<br />
< 1.500<br />
< 1.800<br />
< 1.800<br />
< 2.000<br />
Bei fehlender Leistungsangabe zur Antriebsmaschine empfehlen wir die Orientierung an der Leistungsklasse „Schwach“.<br />
206 I<br />
3<br />
206