Katalog 205 - Diamant- und CBN-Werkzeuge - Pferd
Katalog 205 - Diamant- und CBN-Werkzeuge - Pferd
Katalog 205 - Diamant- und CBN-Werkzeuge - Pferd

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Diamant</strong>-/<strong>CBN</strong>-<strong>Werkzeuge</strong><br />
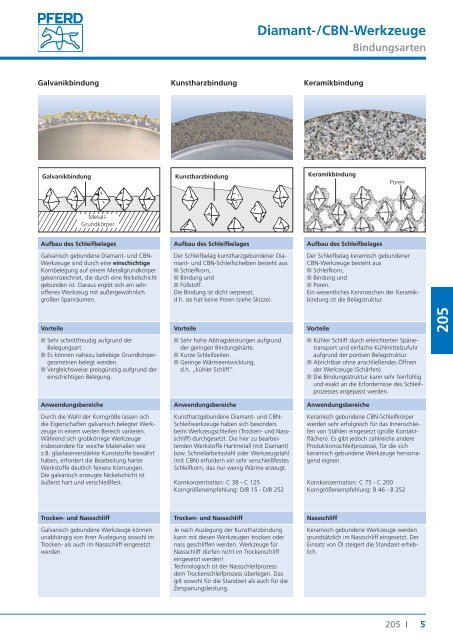
Galvanikbindung Kunstharzbindung Keramikbindung<br />
Galvanikbindung Kunstharzbindung Keramikbindung<br />
Metall-<br />
Gr<strong>und</strong>körper<br />
Aufbau des Schleifbelages Aufbau des Schleifbelages Aufbau des Schleifbelages<br />
Galvanisch geb<strong>und</strong>ene <strong>Diamant</strong>- <strong>und</strong> <strong>CBN</strong>-<br />
<strong>Werkzeuge</strong> sind durch eine einschichtige<br />
Kornbelegung auf einem Metallgr<strong>und</strong>körper<br />
gekennzeichnet, die durch eine Nickelschicht<br />
geb<strong>und</strong>en ist. Daraus ergibt sich ein sehr<br />
offenes Werkzeug mit außergewöhnlich<br />
großen Spanräumen.<br />
Der Schleifbelag kunstharzgeb<strong>und</strong>ener <strong>Diamant</strong>-<br />
<strong>und</strong> <strong>CBN</strong>-Schleifscheiben besteht aus<br />
■■Schleifkorn,<br />
■■Bindung<br />
<strong>und</strong><br />
■■Füllstoff.<br />
Die Bindung ist dicht verpresst,<br />
d.h. sie hat keine Poren (siehe Skizze).<br />
Vorteile Vorteile Vorteile<br />
■■Sehr<br />
schnittfreudig aufgr<strong>und</strong> der<br />
Belegungsart.<br />
■■Es<br />
können nahezu beliebige Gr<strong>und</strong>körpergeometrien<br />
belegt werden.<br />
■■Vergleichsweise<br />
preisgünstig aufgr<strong>und</strong> der<br />
einschichtigen Belegung.<br />
■■Sehr<br />
hohe Abtragsleistungen aufgr<strong>und</strong><br />
der geringen Bindungshärte.<br />
■■Kurze<br />
Schleifzeiten.<br />
■■Geringe<br />
Wärmeentwicklung,<br />
d.h. „kühler Schliff”.<br />
Der Schleifbelag keramisch geb<strong>und</strong>ener<br />
<strong>CBN</strong>-<strong>Werkzeuge</strong> besteht aus<br />
■■Schleifkorn,<br />
■■Bindung<br />
<strong>und</strong><br />
■■Poren.<br />
Ein wesentliches Kennzeichen der Keramikbindung<br />
ist die Belagstruktur.<br />
■■Kühler<br />
Schliff durch erleichterten Spänetransport<br />
<strong>und</strong> einfache Kühlmittelzufuhr<br />
aufgr<strong>und</strong> der porösen Belagstruktur.<br />
■■Abrichtbar<br />
ohne anschließendes Öffnen<br />
der <strong>Werkzeuge</strong> (Schärfen).<br />
■■Die<br />
Bindungsstruktur kann sehr feinfühlig<br />
<strong>und</strong> exakt an die Erfordernisse des Schleifprozesses<br />
angepasst werden.<br />
Anwendungsbereiche Anwendungsbereiche Anwendungsbereiche<br />
Durch die Wahl der Korngröße lassen sich<br />
die Eigenschaften galvanisch belegter <strong>Werkzeuge</strong><br />
in einem weiten Bereich variieren.<br />
Während sich grobkörnige <strong>Werkzeuge</strong><br />
insbesondere für weiche Materialien wie<br />
z.B. glasfaserverstärkte Kunststoffe bewährt<br />
haben, erfordert die Bearbeitung harter<br />
Werkstoffe deutlich feinere Körnungen.<br />
Die galvanisch erzeugte Nickelschicht ist<br />
äußerst hart <strong>und</strong> verschleißfest.<br />
Kunstharzgeb<strong>und</strong>ene <strong>Diamant</strong>- <strong>und</strong> <strong>CBN</strong>-<br />
Schleifwerkzeuge haben sich besonders<br />
beim Werkzeugschleifen (Trocken- <strong>und</strong> Nassschliff)<br />
durchgesetzt. Die hier zu bearbeitenden<br />
Werkstoffe Hartmetall (mit <strong>Diamant</strong>)<br />
bzw. Schnellarbeitsstahl oder Werkzeugstahl<br />
(mit <strong>CBN</strong>) erfordern ein sehr verschleißfestes<br />
Schleifkorn, das nur wenig Wärme erzeugt.<br />
Kornkonzentration: C 38 - C 125<br />
Korngrößenempfehlung: D/B 15 - D/B 252<br />
Trocken- <strong>und</strong> Nassschliff Trocken- <strong>und</strong> Nassschliff Nassschliff<br />
Galvanisch geb<strong>und</strong>ene <strong>Werkzeuge</strong> können<br />
unabhängig von ihrer Auslegung sowohl im<br />
Trocken- als auch im Nassschliff eingesetzt<br />
werden.<br />
Je nach Auslegung der Kunstharzbindung<br />
kann mit diesen <strong>Werkzeuge</strong>n trocken oder<br />
nass geschliffen werden. <strong>Werkzeuge</strong> für<br />
Nassschliff dürfen nicht im Trockenschliff<br />
eingesetzt werden!<br />
Technologisch ist der Nassschleifprozess<br />
dem Trockenschleifprozess überlegen. Das<br />
gilt sowohl für die Standzeit als auch für die<br />
Zerspanungsleistung.<br />
Bindungsarten<br />
Poren<br />
Keramisch geb<strong>und</strong>ene <strong>CBN</strong>-Schleifkörper<br />
werden sehr erfolgreich für das Innenschleifen<br />
von Stählen eingesetzt (große Kontaktfl<br />
ächen). Es gibt jedoch zahlreiche andere<br />
Produktionsschleifprozesse, für die sich<br />
keramisch geb<strong>und</strong>ene <strong>Werkzeuge</strong> hervorragend<br />
eignen.<br />
Kornkonzentration: C 75 - C 200<br />
Korngrößenempfehlung: B 46 - B 252<br />
Keramisch geb<strong>und</strong>ene <strong>Werkzeuge</strong> werden<br />
gr<strong>und</strong>sätzlich im Nassschliff eingesetzt. Der<br />
Einsatz von Öl steigert die Standzeit erheblich.<br />
<strong>205</strong> I<br />
5<br />
<strong>205</strong>