

TECHNISCHE DATEN

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
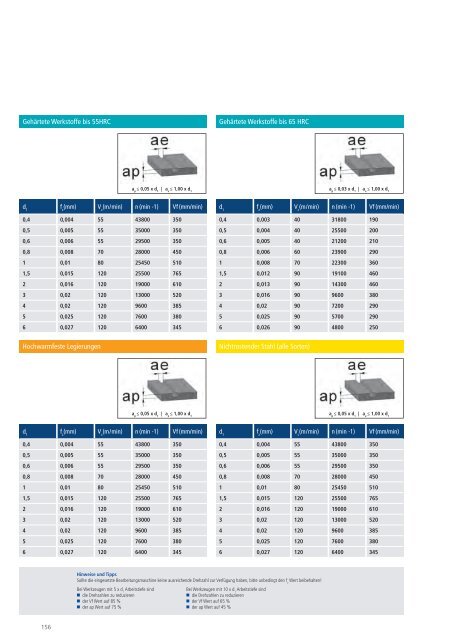
Gehärtete Werkstoffe bis 55HRC<br />
Gehärtete Werkstoffe bis 65 HRC<br />
a p<br />
≤ 0,05 x d 1<br />
| a e<br />
≤ 1,00 x d 1<br />
a p<br />
≤ 0,03 x d 1<br />
| a e<br />
≤ 1,00 x d 1<br />
d 1<br />
f z<br />
(mm) V c<br />
(m/min) n (min -1) Vf (mm/min)<br />
0,4 0,004 55 43800 350<br />
0,5 0,005 55 35000 350<br />
0,6 0,006 55 29500 350<br />
0,8 0,008 70 28000 450<br />
1 0,01 80 25450 510<br />
1,5 0,015 120 25500 765<br />
2 0,016 120 19000 610<br />
3 0,02 120 13000 520<br />
4 0,02 120 9600 385<br />
5 0,025 120 7600 380<br />
6 0,027 120 6400 345<br />
d 1<br />
f z<br />
(mm) V c<br />
(m/min) n (min -1) Vf (mm/min)<br />
0,4 0,003 40 31800 190<br />
0,5 0,004 40 25500 200<br />
0,6 0,005 40 21200 210<br />
0,8 0,006 60 23900 290<br />
1 0,008 70 22300 360<br />
1,5 0,012 90 19100 460<br />
2 0,013 90 14300 460<br />
3 0,016 90 9600 380<br />
4 0,02 90 7200 290<br />
5 0,025 90 5700 290<br />
6 0,026 90 4800 250<br />
Hochwarmfeste Legierungen<br />
Nichtrostender Stahl (alle Sorten)<br />
a p<br />
≤ 0,05 x d 1<br />
| a e<br />
≤ 1,00 x d 1<br />
a p<br />
≤ 0,05 x d 1<br />
| a e<br />
≤ 1,00 x d 1<br />
d 1<br />
f z<br />
(mm) V c<br />
(m/min) n (min -1) Vf (mm/min)<br />
0,4 0,004 55 43800 350<br />
0,5 0,005 55 35000 350<br />
0,6 0,006 55 29500 350<br />
0,8 0,008 70 28000 450<br />
1 0,01 80 25450 510<br />
1,5 0,015 120 25500 765<br />
2 0,016 120 19000 610<br />
3 0,02 120 13000 520<br />
4 0,02 120 9600 385<br />
5 0,025 120 7600 380<br />
6 0,027 120 6400 345<br />
d 1<br />
f z<br />
(mm) V c<br />
(m/min) n (min -1) Vf (mm/min)<br />
0,4 0,004 55 43800 350<br />
0,5 0,005 55 35000 350<br />
0,6 0,006 55 29500 350<br />
0,8 0,008 70 28000 450<br />
1 0,01 80 25450 510<br />
1,5 0,015 120 25500 765<br />
2 0,016 120 19000 610<br />
3 0,02 120 13000 520<br />
4 0,02 120 9600 385<br />
5 0,025 120 7600 380<br />
6 0,027 120 6400 345<br />
Hinweise und Tipps<br />
Sollte die eingesetzte Bearbeitungsmaschine keine ausreichende Drehzahl zur Verfügung haben, bitte unbedingt den f z<br />
Wert beibehalten!<br />
Bei Werkzeugen mit 5 x d 1<br />
Arbeitstiefe sind<br />
Bei Werkzeugen mit 10 x d 1<br />
Arbeitstiefe sind<br />
die Drehzahlen zu reduzieren<br />
die Drehzahlen zu reduzieren<br />
der Vf Wert auf 85 % der Vf Wert auf 65 %<br />
der ap Wert auf 75 % der ap Wert auf 45 %<br />
156

