

TECHNISCHE DATEN

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
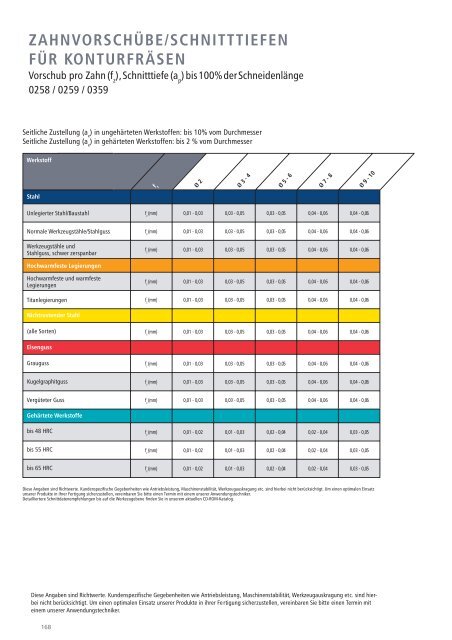
ZAHNVORSCHÜBE/SCHNITTTIEFEN<br />
FÜR KONTURFRÄSEN<br />
Vorschub pro Zahn (f z<br />
), Schnitttiefe (a p<br />
) bis 100% der Schneidenlänge<br />
0258 / 0259 / 0359<br />
Seitliche Zustellung (a e<br />
) in ungehärteten Werkstoffen: bis 10% vom Durchmesser<br />
Seitliche Zustellung (a e<br />
) in gehärteten Werkstoffen: bis 2 % vom Durchmesser<br />
Werkstoff<br />
f z<br />
Ø 2<br />
Ø 3 - 4<br />
Ø 5 - 6<br />
Ø 7 - 8<br />
Ø 9 - 10<br />
Stahl<br />
Unlegierter Stahl/Baustahl<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
Normale Werkzeugstähle/Stahlguss<br />
Werkzeugstähle und<br />
Stahlguss, schwer zerspanbar<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
Hochwarmfeste Legierungen<br />
Hochwarmfeste und warmfeste<br />
Legierungen<br />
Titanlegierungen<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
Nichtrostender Stahl<br />
(alle Sorten)<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
Eisenguss<br />
Grauguss<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
Kugelgraphitguss<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
Vergüteter Guss<br />
f z<br />
(mm) 0,01 - 0,03 0,03 - 0,05 0,03 - 0,05 0,04 - 0,06 0,04 - 0,06<br />
Gehärtete Werkstoffe<br />
bis 48 HRC<br />
f z<br />
(mm) 0,01 - 0,02 0,01 - 0,03 0,02 - 0,04 0,02 - 0,04 0,03 - 0,05<br />
bis 55 HRC<br />
f z<br />
(mm) 0,01 - 0,02 0,01 - 0,03 0,02 - 0,04 0,02 - 0,04 0,03 - 0,05<br />
bis 65 HRC<br />
f z<br />
(mm) 0,01 - 0,02 0,01 - 0,03 0,02 - 0,04 0,02 - 0,04 0,03 - 0,05<br />
Diese Angaben sind Richtwerte. Kundenspezifische Gegebenheiten wie Antriebsleistung, Maschinenstabilität, Werkzeugauskragung etc. sind hierbei nicht berücksichtigt. Um einen optimalen Einsatz<br />
unserer Produkte in Ihrer Fertigung sicherzustellen, vereinbaren Sie bitte einen Termin mit einem unserer Anwendungstechniker.<br />
Detailliertere Schnittdatenempfehlungen bis auf die Werkzeugebene finden Sie in unserem aktuellen CD-ROM-Katalog.<br />
Diese Angaben sind Richtwerte. Kundenspezifische Gegebenheiten wie Antriebsleistung, Maschinenstabilität, Werkzeugauskragung etc. sind hierbei<br />
nicht berücksichtigt. Um einen optimalen Einsatz unserer Produkte in ihrer Fertigung sicherzustellen, vereinbaren Sie bitte einen Termin mit<br />
einem unserer Anwendungstechniker.<br />
168

