ÃœK 1 Arbeitssicherheit und Grundlagen - Ausbildungszentrum ZSV
ÃœK 1 Arbeitssicherheit und Grundlagen - Ausbildungszentrum ZSV
ÃœK 1 Arbeitssicherheit und Grundlagen - Ausbildungszentrum ZSV

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
ÜK 1 <strong>Arbeitssicherheit</strong> <strong>und</strong> Gr<strong>und</strong>lagen<br />
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
Gewerbehaus Glattwiesen, Zunstrasse 11, 8152 Opfikon - Glattbrugg<br />
Sekretariat<br />
Silvia Stierli<br />
Tel. 044 810 06 15<br />
Fax 044 810 06 17<br />
stierli@schreiner-abz.ch<br />
Kursleiterbüro Kursleiterbüro<br />
Peter Reimann Mike Ehrsam<br />
Tel. 044 810 18 85 Tel. 044 810 18 85<br />
Fax 044 810 18 89 Fax 044 810 18 89<br />
reimann@schreiner-abz.ch ehrsam@schreiner-abz.ch<br />
Überbetrieblicher Kurs 1<br />
Das Kursskript muss am Ende des Kurses wieder abgegeben werden. Bei<br />
Verlust des Skriptes werden Fr. 30.00 Aufwandsentschädigung verrechnet.
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
ÜK 1 <strong>Arbeitssicherheit</strong> <strong>und</strong> Gr<strong>und</strong>lagen<br />
Kursziele<br />
Wendet die <strong>Arbeitssicherheit</strong> konsequent an.<br />
Kennt die üblichen Handwerkzeuge <strong>und</strong> deren fachlichen Einsatz.<br />
Kann einfache Konstruktionen mit Anleitung herstellen.<br />
Erstellt unter Anleitung Arbeitsberichte <strong>und</strong> Arbeitsjournale.<br />
Reissen <strong>und</strong> Bearbeiten einfacher Rahmenverbindungen<br />
<strong>Arbeitssicherheit</strong><br />
Arbeitsverhalten in einer Werkstatt .............................................................................................. 3<br />
<strong>Arbeitssicherheit</strong> ........................................................................................................................... 3<br />
Betriebsmittel<br />
Arbeitsplatz ................................................................................................................................... 4<br />
Handwerkzeug<br />
Der Handhobel ............................................................................................................................. 5<br />
Handsäge ..................................................................................................................................... 6<br />
Feilen, Stechbeitel <strong>und</strong> Hobelmesser .......................................................................................... 7<br />
Handmaschinen<br />
Handkreissäge ............................................................................................................................. 8<br />
Handoberfräse .............................................................................................................................. 9<br />
Stationäre Maschinen<br />
Ständerbohrmaschine ................................................................................................................ 10<br />
Langlochbohrmaschine .............................................................................................................. 12<br />
Bandsäge ................................................................................................................................... 13<br />
Kettenstemmer ........................................................................................................................... 15<br />
Abrichthobelmaschine ................................................................................................................ 17<br />
Dickenhobelmaschine ................................................................................................................ 18<br />
Tischkreissäge ........................................................................................................................... 19<br />
Fachk<strong>und</strong>e<br />
Schwinden <strong>und</strong> Quellen des Holzes .......................................................................................... 25<br />
Weissleim ................................................................................................................................... 28<br />
Fachzeichnen ............................................................................................................................. 30<br />
Gr<strong>und</strong>sätze des Reissens .......................................................................................................... 30<br />
Schnitt <strong>und</strong> Schnittebene ........................................................................................................... 31<br />
Benötigtes Reisswerkzeug ......................................................................................................... 32<br />
Die 10 wichtigsten Regeln. ......................................................................................................... 33<br />
Reissspick .................................................................................................................................. 34<br />
Administation<br />
Arbeitsdokumentationen ............................................................................................................ 36<br />
Ordner "lehre.doc“ - Ein universelles Hilfsmittel ........................................................................ 37<br />
Das 6-Schritte - Modell ............................................................................................................... 38<br />
Pläne<br />
Hobelbrett ................................................................................................................................... 39<br />
Banner ........................................................................................................................................ 41<br />
Zinkenbock ................................................................................................................................. 42<br />
Eckverbindungen ........................................................................................................................ 43<br />
Zinkenböckli ............................................................................................................................... 48<br />
Holzliste ...................................................................................................................................... 50<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 2 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
<strong>Arbeitssicherheit</strong><br />
Arbeitsverhalten in einer Werkstatt<br />
� Normale Gehweise, nicht rennen!<br />
� Nicht herumalbern!<br />
� Sicherheitsabstand zu den Kameraden, welche eine Maschine bedienen!<br />
� Sich Jemandem immer von der Seite nähern, um ihn anzusprechen <strong>und</strong> nicht<br />
von hinten!<br />
<strong>Arbeitssicherheit</strong><br />
� Zweckmässige Kleidung tragen, keine losen Ärmel<br />
� Gehörschutz benutzen<br />
� Schutzbrille auf Mann/Frau<br />
� Gerades Heben von Lasten<br />
� Beim Tragen schwerer Lasten Stahlkappenschuhe tragen<br />
� Verzicht auf Rauschmittel<br />
� Keine Stolperfallen produzieren, Kabel <strong>und</strong> Abschnitte vom Boden entfernen<br />
� Maschinen nach Benutzung säubern<br />
� Gr<strong>und</strong>einstellung der Maschinen wieder einstellen<br />
� Bei Servicearbeiten den Hauptschalter auf Position Null stellen<br />
� Maschinen bei entspannten Bandsägeblättern (Wochenende) beschriften<br />
� Maschine in rotierendem Zustand nicht verlassen<br />
� Nicht mit stumpfen Werkzeugen arbeiten<br />
� Lange Haare zurück binden<br />
� Sicherheitsvorschriften der Suva beachten <strong>und</strong> Zubehör einsetzen<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 3 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Arbeitsplatz<br />
Hobelbank<br />
An der Hobelbankplatte sind zwei Einspannvorrichtungen angebracht, die Vorder-<br />
<strong>und</strong> die Hinterzange. Sie dienen zum Einspannen, Festhalten <strong>und</strong> Pressen der<br />
Werkstücke. An der Hinterzange <strong>und</strong> der Bankplatte sind die Bankhakenlöcher<br />
angebracht. Die Bankhaken, die seitlich mit Stahlfedern versehen sind, dürfen nicht<br />
mit dem Hammer eingeschlagen werden, da sich sonst ein Grat an der Kopffläche<br />
des Bankhakens bilden würde. Die Beilage dient zum Anlegen der Werkzeuge, die<br />
während der Arbeit nicht benötigt werden.<br />
Bankhaken<br />
Vorderbankzange<br />
Bankschublade<br />
Gestellfuss<br />
Bankbeilage<br />
Gestellzarge<br />
Hinterbankzange<br />
Gestellzugschraube<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 4 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Handwerkzeuge<br />
Der Handhobel<br />
Doppelhobel<br />
Sein Einsatzgebiet ist eine grosse, saubere<br />
Spanabnahme, wo eine einrissfreie Oberfläche<br />
erwartet wird. Der Schnittwinkel beträgt 45 Grad.<br />
Putzhobel<br />
Der Putzhobel ist etwas kürzer als der<br />
Doppelhobel. Das Hobeleisen mit einem<br />
Schnittwinkel von etwa 48 - 50 Grad steht etwas<br />
steiler als beim gewöhnlichen Hobel. Er dient für<br />
eine saubere Putzarbeit <strong>und</strong> darf auch bei harten,<br />
ästigen Hölzern nicht einreissen <strong>und</strong> keine<br />
sichtbaren Hobelstösse hinterlassen. Dies verlangt<br />
aber ein tadellos zugerichtetes Eisen, mit einem<br />
dichtaufliegenden Doppel. Ebenso wichtig sind<br />
kleinstes Hobelmaul <strong>und</strong> eine ebene Holzsohle.<br />
Damit das Hobelmaul auch nach Abnutzung der<br />
Sohle möglichst klein gehalten werden kann, ist in<br />
der Hobelsohle eine verstellbare Platte für die<br />
Feineinstellung der Maulöffnung eingelassen.<br />
Raubank<br />
Kann für grosse Flächen sauber <strong>und</strong> ohne<br />
Hobelspuren benutzt werden. Die Raubank hat den<br />
gleichen Schnittwinkel wie der Putzhobel. Gleich<br />
gute Handhabung wie der Putzhobel.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 5 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Handwerkzeuge<br />
Handsäge<br />
Grosse grobe Zähne<br />
Feine kleine Zähne<br />
Schlitzsäge<br />
Für Sägeschnitte die parallel zur<br />
Holzfaser verlaufen, wie z.B.<br />
Zapfenschlitze, kann die Schlitzsäge<br />
gut geführt werden. Mit ihrem langen<br />
<strong>und</strong> breiten Sägeblatt, das auf Stoss<br />
geschärft <strong>und</strong> stark geschränkt ist,<br />
erbringt sie pro Sägestoss eine grosse<br />
Schnittleistung. Die Schlitzsäge hat<br />
grosse Zähne.<br />
Absetzsäge<br />
Die Absetzsäge ist handlich <strong>und</strong> kürzer<br />
als die Schlitzsäge. Sie eignet sich für<br />
Querholzschnitte, die exakt ausgeführt<br />
werden müssen, wie z.B. Absetzen von<br />
Zapfen <strong>und</strong> Schneiden von Zinken.<br />
Absetzsägen sind auf Stoss gefeilt <strong>und</strong><br />
schwach geschränkt. Die Absetzsäge<br />
hat kleine Zähne.<br />
Gr<strong>und</strong>sätzliches über Sägeblätter<br />
Es gibt sehr viele unterschiedliche Sägeblätter <strong>und</strong> Legierungen. Sei es in HSS<br />
(Hochleistungsschnellstahl) oder HM (Hartmetall) bestückt. In der Regel wird in den<br />
heutigen Schreinerbetrieben mit Hartmetall bestückten Sägeblättern gearbeitet. HSS<br />
- Sägeblätter eignen sich von der Standzeit her nur für Massivholz. Da aber die<br />
moderne Schreinerei meistens Materialien wie verleimte Platten, Kunststoffe, Acryl,<br />
Alu usw. verarbeitet, eignen sich hartmetallbestückte Werkzeuge am besten.<br />
Unterschiedliche Materialien verlangen spezielle Zahnformen. Die Hersteller liefern<br />
verschiedene Zahnformen <strong>und</strong> diverse Maschinen benötigen entsprechende<br />
Sägeblätter oder Zahnformen. Dazu kommt, dass in einer Schreinerei verschiedene<br />
Kreissägen für spezielle Arbeiten ihren Einsatz leisten. Es sind z.B. Tischkreissäge,<br />
Plattenfräse, Kappsäge, Handkreissäge, Besäumkreissäge <strong>und</strong> Furnierfügesäge um<br />
nur einige normale Kreissägen zu nennen. Für einen Lernenden ist es deshalb fast<br />
nicht möglich, alle Spezialsägeblätter zu kennen.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 6 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Handwerkzeuge<br />
Feilen / Schärfen der Stechbeitel <strong>und</strong> Hobelmesser<br />
Schärfmaschine<br />
Damit die Schneidekante möglichst lange scharf bleibt, legen wir die Schneidefläche,<br />
bei Stechbeitel <strong>und</strong> Hobeleisen immer nach oben gerichtet auf den Hobelbank.<br />
Verstopfte Raspeln <strong>und</strong> Feilen nie mit Wasser reinigen! Rostgefahr!<br />
Eine Drahtbürste erfüllt den Zweck viel besser.<br />
Der Keilwinkel zur idealen Hartholzbearbeitung, liegt bei 28 – 30 Grad.<br />
Derjenige zur Weichholzbearbeitung liegt bei 25 Grad.<br />
S pa nwin kel<br />
Fre iwinkel<br />
2 7°<br />
K eilwinke l<br />
Die standartmässige Einstellung des Keilwinkels bei Hobeleisen <strong>und</strong> Stechbeitel ist<br />
im <strong>Ausbildungszentrum</strong> 27 Grad.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 7 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Handmaschinen<br />
Handkreissäge<br />
Sicherheit<br />
� Richtiges Unterlegen, die Bretter dürfen nicht „gampen“!<br />
� Spaltkeil kontrollieren!<br />
� Der Schnitt darf nicht in sich zusammenkippen!<br />
� Fräseblatt nie im rotierenden Zustand ablegen!<br />
� Schutzbrille tragen!<br />
� Beim Fräsen auf Kabel achten!<br />
� Fräse nicht auf den zu fräsenden Abschnitt auflegen!<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 8 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Handmaschinen<br />
Handoberfräse<br />
Die Handoberfräse hat eine Drehzahl von<br />
20`000-24`000 Umdrehungen pro Minute.<br />
Die Fräser, obwohl relativ klein, können bei unsach-<br />
gemässem Gebrauch schwere Verletzungen verursachen.<br />
Niemals darf ein Fräser ein- oder ausgespannt werden,<br />
wenn die Maschine am Strom angeschlossen ist.<br />
Sicherheit<br />
� Bei Arbeiten mit Kunstharzplatten oder Kunststoffmaterialien unbedingt eine<br />
Schutzbrille tragen!<br />
� Bei Manipulationen am Fräser mit den Händen immer den Netzstecker ziehen!<br />
� Fräser, die nicht mehr gebraucht werden, müssen sofort sachgemäss versorgt<br />
werden!<br />
Fräserwechsel = Stecker herausziehen!<br />
Spannzange<br />
Den Fräserschaft nicht bis zum Anschlag einfügen.<br />
Die Spannzangen können je nach Schaftgrösse des Fräsers<br />
ausgetauscht werden.<br />
Eine optimale Halterung des Fräsers entsteht, wenn der Schaft<br />
ca. 5 mm aus der Spannzange gezogen wird.<br />
Fräser<br />
Für Arbeiten im Massivholzbereich verwendet man Fräser aus<br />
Hochleistungsschnellstahl (HSS oder Rapidstahl). Sie sind geeignet für Arbeiten im<br />
Weichholz - Längsbereich. Kunststoffplatten <strong>und</strong> verleimte Platten werden mit<br />
hartmetallbestückten Fräsern bearbeitet. Die Fräser nach der Arbeit sofort<br />
aufräumen. Somit wird eine unbeabsichtigte Beschädigung der harten Schneiden<br />
vermieden.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 9 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Ständerbohrmaschine<br />
Sicherheit<br />
� lange Haare werden zurückgeb<strong>und</strong>en!<br />
� Bohrfutterschlüssel niemals stecken lassen!<br />
� Die Maschine wird in aufgeräumten Zustand verlassen!<br />
� Bei Bohrungen in Aluminium oder Stahl ist das Tragen einer Schutzbrille Pflicht!<br />
Bei Bohrarbeiten mit grossem Bohrdurchmesser <strong>und</strong> kleinen Werkstücken müssen<br />
diese zwingend gesichert werden.<br />
Verboten! Richtig!<br />
Richtig!<br />
Die Hand befindet sich nicht im<br />
Gefahrenbereich<br />
Das Werkstück ist mit einer Anschlagsleiste gegen ein Abdrehen gesichert. Dies gilt<br />
ebenso bei dünnen Materialien welche nicht mehr sachgemäss fixiert werden<br />
können.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 10 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Ständerbohrmaschine<br />
Richtige Auswahl der Bohrer<br />
Stumpfes Werkzeug <strong>und</strong> falsche Handhabung können zu schweren Unfällen führen.<br />
In der Ständerbohrmaschine dürfen keine Schlangenbohrer eingesetzt werden.<br />
Ebenfalls verzichten wir auf Bohrer die mit einer Einzugsspitze ausgestattet sind.<br />
Diese sind ausschliesslich für den Einsatz mit einer Handbohrmaschine gefertigt.<br />
Die Maschine ist sauber <strong>und</strong> in der Gr<strong>und</strong>stellung zu verlassen!<br />
Drehzahlen<br />
Gr<strong>und</strong>sätzlich gilt<br />
� Je grösser der Durchmesser umso tiefer die Drehzahl.<br />
� Metall benötigt eine tiefere Drehzahl als Holz.<br />
� Die Bearbeitung soll Späne erzeugen <strong>und</strong> nicht Mehlstaub.<br />
Der Stufenschalter lässt die Wahl zwischen zwei verschiedenen Drehzahlen. Mit dem<br />
Keilriemenantrieb wird die gewünschte Stufengruppe gewählt.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 11 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Langlochbohrmaschine<br />
Sicherheit<br />
� lange Haare werden zurückgeb<strong>und</strong>en!<br />
� Bohrfutterschlüssel niemals stecken lassen!<br />
� Die Maschine wird in aufgeräumten Zustand<br />
verlassen!<br />
� Spannvorrichtung nicht bei laufender Maschine<br />
bedienen!<br />
Dübelbohrer (Spitz-Spiralbohrer)<br />
Geeignet für Dübelarbeiten<br />
Spiralbohrer (Metallbohrer)<br />
Da er keine Zentrierspitze besitzt, ist er<br />
nicht für punktgenaue Bohrungen<br />
geeignet.<br />
Langlochbohrer<br />
Die Schneiden sind seitlich angeordnet.<br />
Ein Eintauchen des Bohrers, erfolgt<br />
langsam, da die Schneidegeometrie<br />
keinen Eigeneinzug aufweist.<br />
Zuerst die beiden Endlöcher bohren, danach erfolgt die Bearbeitung jeweils versetzt<br />
von links nach rechts.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 12 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Bandsäge<br />
Sicherheit<br />
� Abfall nie mit den Händen entfernen!<br />
� Den Abfall immer mit einem Holz von<br />
hinten nach vorne abstreifen!<br />
� Die Blattverdeckung auf max. zwei Finger<br />
Breit über dem Werkstück einstellen!<br />
Benannte Teile<br />
Maschinentisch<br />
Tischeinlage Sie ist aus funkenfreiem Material , z. B. Alu, Holz oder Messing<br />
Sie kann bei Abnutzung ausgetauscht werden.<br />
Bandrollen Die obere <strong>und</strong> untere Bandrolle sind gleich gross, die Untere ist<br />
die Antriebsrolle, die Obere die Spannrolle.<br />
Führungsrollen Die hintere Führungsrolle darf das Bandsägeblatt im Freilauf<br />
nicht berühren. Der Abstand von ca. 1 mm ist notwendig um ein<br />
unnötiges Erhitzen des Blattes zu verhindern. Sie wird anhand<br />
der Blattbreite eingestellt. Die seitlichen Führungsrollen dürfen<br />
sich bei laufender Bandsäge nicht mitdrehen.<br />
Bandage Es gibt bombierte <strong>und</strong> gerade Bandagen. Bei der bombierten,<br />
Bandage ist das Sägeblatt in der Mitte aufgezogen, die Zähne<br />
stehen nicht vor. Die Wölbung verhindert das Zerdrücken der<br />
Zahnschränkung. Bei geraden Bandagen muss das<br />
Bandsägeblatt um die Schränkung vorstehen.<br />
Sägeblattlänge 2 x Achsenabstand + 1 x Rollenumfang<br />
Sägeblattdicke 1/1000 mm der Rollendurchmesser<br />
Verdeckung 2 cm über dem Werkstück.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 13 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Vorteile der Bandsäge gegenüber der Kreissäge<br />
� Der Schnittdruck ist auf dem Maschinentisch, somit ist ein Rückschlag<br />
ausgeschlossen<br />
� Das Schneiden von Bogen <strong>und</strong> Schweifungen ist möglich<br />
� wenig Schnittverlust<br />
� Das Schneiden von dicken Materialien ist möglich<br />
Führungsholz<br />
Das Benützen des Führungsholzes ist wichtig!<br />
Das Weglassen ist ein Fehler in der Handhabung der Bandsäge.<br />
Ist die gefügte Kante des Frieses nicht absolut 90 Grad zur Flanke gehobelt, wird der<br />
Sägeschnitt ungenau. Ein Schneiden des Zapfens ohne Führungsholz hat einen<br />
schrägen Zapfen zur Folge, woraus sich eine „wintsche“ Türe ergibt.<br />
Durch das Anschneiden des Hilfsholzes entsteht ein absolut paralleler Schnitt zum<br />
Sägeblatt. Entlang diesem Anschnitt wird das zu bearbeitende Fries geführt.<br />
Vorgehensweise beim Zapfen Schneiden<br />
1. Ausklingen des Beizapfens, nur einen Riss auf der Kante<br />
2. Absetzen bis zum Zapfen<br />
3. Längs einschneiden der Zapfen bis zur Absetzung, Hilfsholz verwenden!<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 14 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Kettenstemmer<br />
Sicherheit<br />
� Vor Arbeitsbeginn unbedingt kontrollieren, ob der Schalter auf „aus“ ist!<br />
� Nach getaner Arbeit wird die Maschine sauber verlassen <strong>und</strong> erneut<br />
kontrollieren, ob der Schalter auf „aus“ ist!<br />
Benannte Teile<br />
Kette Sie soll so gespannt werden, dass ein Bleistift zwischen Kettenglied<br />
<strong>und</strong> Lineal Platz hat. Das aufsteigende Kettenglied läuft in Richtung<br />
Niederhalteholz. Um ein Rosten der Kette zu verhindern, wird sie<br />
zur Aufbewahrung, in einem Petrolbad getränkt, aufgehängt.<br />
Lineal Schwert oder Führungsleiste<br />
Im Innern befindet sich bis zum Kettenlager ein Schmierkanal der<br />
bis ins Kugellager reicht.<br />
Staufferbüchse Durch leichtes Drehen der Fettbüchse wird das Fett durch den<br />
Schmierkanal im Innern des Lineals zum Kettenlager gepresst <strong>und</strong><br />
verhindert dadurch ein Heisslaufen des Kettenlagers.<br />
Kettenritzel Es gibt diverse grosse Ritzel, passend zu den verschiedenen<br />
Ketten.<br />
Niederhalteholz Es verhindert weitgehend das Ausreissen des zu bearbeitenden<br />
Werkstückes. Die Kette nimmt bei laufendem Motor, durch die<br />
Fliehkraft, die Form einer Ellipse an <strong>und</strong> nicht die eines Ovals.<br />
Somit ist es nicht möglich, mit dem Niederhalteholz ganz an die<br />
Kette zu fahren.<br />
Kettenschutz Er verhindert unachtsames Berühren der Kette durch das<br />
Werkstück oder die Hände.<br />
Auflageholz Es schützt den Auflagetisch <strong>und</strong> die Kette beim Durchstemmen des<br />
Werkstückes.<br />
Jaccard Griff Er wird bei Platzmangel eingesetzt.<br />
Durch Anheben des Griffes wird er aus der Verzahnung<br />
herausgehoben <strong>und</strong> kann frei in eine beliebige Position gedreht<br />
werden, ohne dass dies ein Lösen oder Anziehen der Sternmutter<br />
bewirkt.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 15 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Vorgehensweise beim Stemmen<br />
Ist das Loch breiter als das Schwert, wird auf der Seite des Niederhalteholzes mit<br />
Stemmen begonnen. Falsche Vorgehensweise führt zum Anheben des Werkstückes<br />
<strong>und</strong> somit zu einer falschen Lochtiefe. Nicht selten reisst eine falsche<br />
Vorgehensweise das Werkstück aus der Halterung <strong>und</strong> beschädigt dabei Werkstück,<br />
Kette <strong>und</strong> Schwert. Unfallgefahr!<br />
Stemmen eines breiten Zapfenlochs<br />
Die Kette ist mit den aufsteigenden<br />
Kettengliedern im bereits ausgestemmten<br />
Loch. Dadurch ist ein guter Spanauswurf<br />
gewährleistet <strong>und</strong> das Werkstück wird<br />
nicht nach oben gerissen.<br />
Niederhalteholz<br />
richtig<br />
Schlechter Spanauswurf, die<br />
aufsteigenden Kettenglieder reissen<br />
das Werkstück nach oben.<br />
Stemmen von Zapfen mit Beizapfen<br />
Zuerst wird der Zapfen gestemmt, danach der Beizapfen. Wenn der Beizapfen<br />
gestemmt wird, kann das Niederhalteholz in der entstandenen Nut des Beizapfens<br />
das Ausreissen nicht mehr verhindern.<br />
Ausrissstelle, wenn zuerst der Beizapfen<br />
<strong>und</strong> danach der Zapfen gestemmt wird.<br />
Gr<strong>und</strong> des Ausrisses:<br />
Das Splitterholz geht nicht in die Nut.<br />
Ausrissstelle<br />
falsch<br />
Dadurch ist beim zweiten Eintauchen des Schwertes der aufsteigende Kettenteil im<br />
bereits ausgestemmten Loch.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 16 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Abrichthobelmaschine<br />
Handstellung<br />
Abrichten, Fügen, Winkelkontrolle<br />
Sicherheit<br />
� Keine offene Kleidung!<br />
� Kein Armschmuck tragen!<br />
� Guter Stand, linkes Bein in der Höhe des Schiebers!<br />
� Flache Hand, geschlossene Finger beim Abrichten!<br />
� Geschlossene Handstellung beim Fügen!<br />
� Späne nicht mit der Hand wegwischen!<br />
� Winkelkontrolle auf Abrichttisch!<br />
Benennen der Maschinenteile<br />
Schieber, Stellung hoch <strong>und</strong> tief, Schieber wechseln<br />
Zuführtisch, Abrichttisch,<br />
Tisch oder Kammlippen (Schallreduktion)<br />
Winkelanschlag, Kontrolle auf Abrichttisch<br />
Hobelmaul, kürzestes Arbeitsstück 3 x Hobelmaul (mit Stossholz)<br />
n = ca. 6000 U/Min. = ca. 100 U/Sek. mal 4 Messer! Vorsicht !!<br />
v = ca. 40 m/Sek. = ca. 140 Std./Km<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 17 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Dickenhobelmaschine<br />
Sicherheit<br />
� Nicht hinein greifen!<br />
� Maschinentisch nicht von Hand säubern!<br />
� Bei verklemmtem Werkstück nicht hineinschauen!<br />
Benennen der Maschinenteile<br />
Rückschlagklinken, Niederdruckbalken<br />
Um einen optimalen Transport des Werkstückes durch<br />
die Ein - <strong>und</strong> Auszugswalze zu erlangen, muss das Werkstück mindestens<br />
so lang sein, wie der Abstand des Einzuges zur Auszugswalze beträgt<br />
(kürzestes Arbeitsstück ca. 30 cm).<br />
Arbeitsweise<br />
Maschinentisch immer von unten nach oben einstellen.<br />
Masskorrektur beachten.<br />
Schmale Leisten nicht in der Mitte hobeln, sonst entsteht eine hohe Abnützung der<br />
Gummiwalze.<br />
Die Leisten wenn möglich immer paarweise, links <strong>und</strong> rechts des Auflagetisches,<br />
einführen.<br />
Spanabnahme mit Verstand einstellen!<br />
Bei einem breiten Hartholzladen <strong>und</strong> übertriebener Spanabnahme kann der Motor<br />
Schaden nehmen.<br />
Auf die Faserrichtung des Holzes achten.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 18 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Stationäre Maschinen<br />
Tischkreissäge<br />
Sicherheit<br />
� Keine Risiken eingehen!<br />
� Immer mit tief eingestellter Schutzhaube arbeiten!<br />
� Spaltkeil kontrollieren!<br />
� Richtige Blattstellung beachten!<br />
� Richtiges Fräseblatt zu entsprechendem Material verwenden!<br />
� Mit geschlossener Handstellung arbeiten!<br />
� Maschinentisch nicht von Hand säubern!<br />
� Stosshölzer nach Suva-Regeln benutzen!<br />
Kursziel<br />
Jeder kennt:<br />
Das Zuschneidesägeblatt für Massivholz mit Spandickenbegrenzer <strong>und</strong> das<br />
Universalkreissägeblatt mit Wechselzahn aus ÜK 1.<br />
Die richtige Einstellung des Spaltkeils, der Schutzhaube, der Anschlagsbeilage <strong>und</strong><br />
des Splitterholzes.<br />
Zuschnitt von Massivholz.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 19 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Zuschnitt von Massivholz<br />
Einstellungen des Spaltkeils<br />
� Ohne montierten Spaltkeil arbeiten wird nie an einer Tischkreissäge!<br />
Funktion des Spaltkeils<br />
Weist das Schnittholz Spannungen auf, verhindert er ein Verklemmen des Holzes<br />
am Sägeblatt. Ohne diesen Schutz würde das Holz mit ungeheurer Wucht (Formel 1<br />
Geschwindigkeit) zurückgeschleudert. Unfallgefahr!! Ein genaues Einsetzen des<br />
Spaltkeils ist Pflicht <strong>und</strong> schützt nicht nur den Maschinisten, sondern auch die<br />
Mitarbeiter.<br />
Die Dicke des Spaltkeils berechnet sich aus: Blattkörper + Schnittdicke<br />
2<br />
Seitlich beträgt der Abstand zum Blatt 2 – 5 mm. In der Höhe wird er max. 5 mm<br />
tiefer gestellt als der oberste Punkt des Fräseblattes.<br />
max. 5mm tiefer<br />
2 – 5 mm Abstand<br />
Dehnungsschlitz<br />
Spandickenbegrenzer<br />
Der Spandickenbegrenzer verkleinert die „Angriffsfläche“ des Schneidezahnes <strong>und</strong><br />
senkt somit die Gefahr eines Rückschlages.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 20 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Zuschnitt von Massivholz<br />
Besäumen<br />
Unter Besäumen verstehen wir einen Trennschnitt der Baumrinde vom Brett. Es wird<br />
nur so wenig wie nötig abgeschnitten.<br />
Kralle<br />
Laufender Längsschlitten (Wagen) mit<br />
montierter Kralle. Die Kralle dient als<br />
dritte Hand <strong>und</strong> verhindert ein<br />
ungewolltes Wegrutschen des Brettes.<br />
Die Finger sind beim Arbeiten zur Faust<br />
geschlossen.<br />
Die Blattstellung wird so hoch wie möglich eingestellt. Dadurch wirkt der<br />
Schnittdruck des Sägeblattes auf den Tisch <strong>und</strong> minimiert somit die<br />
Rückschlagegefahr.<br />
Parallelschnitt<br />
Bei der Ausführung des Parallelschnittes, ist der Wagen arretiert <strong>und</strong> die Kralle<br />
demontiert.<br />
Wird der Sicherheitsabstand zum<br />
Fräseblatt von einer Faustbreite<br />
unterschritten, wird das Längs-<br />
Querstossholz eingesetzt.<br />
Die Anschlagsbeilage ermöglicht dem Holz sich während des Schneidens<br />
auszudehnen. Sie wird immer beim längs Auftrennen von Massivholz eingesetzt.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 21 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Zuschnitt von Massivholz<br />
Ablängen mit der Anschlagsbeilage<br />
Mit Hilfe der Anschlagsbeilage können kurze Arbeitsstücke einfach <strong>und</strong> schnell<br />
abgelängt werden.<br />
Wichtig<br />
Um ein Verklemmen des Werkstückes zu verhindern, wird der Parallelanschlag<br />
zurückgezogen! Ist dies nicht möglich setzen wir eine Anschlagsbeilage ein.<br />
mit Anschlagsbeilage zurückgezogener Parallelanschlag<br />
(Die Schutzhaube wurde nur zu<br />
fotografischen Zwecken angehoben)<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 22 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Werkzeugk<strong>und</strong>e<br />
Zuschneidesägeblatt für Massivholz längs<br />
Hartmetallbestückt, Flachzahn oder Wechselzahn mit Spandickenbegrenzer für rohe<br />
Zuschnitte, längs <strong>und</strong> quer im Massivholz, Span <strong>und</strong> Faserplatten.<br />
Merkmale<br />
Spandickenbegrenzer: Rückschlagearm<br />
Grosser Spanauswurf: Für Massivholz längs<br />
Wenig Zähne: Kleine Reibung<br />
Hartmetallbestückt: Für Plattenmaterial<br />
Spandickenbegrenzer<br />
Dehnungsschlitze<br />
grosser Spanauswurf<br />
Wechselzahn Flachzahn<br />
Blattstellung<br />
Für Massivholz hoch. Der Schnittdruck<br />
wirkt auf den Maschinentisch, dadurch fast<br />
keine Rückschlagegefahr. Es sind wenig<br />
Zähne im Holz = kleiner Kraftaufwand.<br />
Kleinere Reibung, dadurch längere<br />
Standzeit.<br />
Für Plattenmaterial tief: Der Zahngr<strong>und</strong> ist<br />
knapp über dem Werkstück. Dadurch<br />
weniger Ausriss.<br />
Massivholz Plattenmaterial<br />
Dehnungsschlitze<br />
1. Die Hartmetallschneiden werden bei der Herstellung aufgelötet. Durch die Hitze<br />
dehnt sich das Blatt aus. Die Dehnung wird von den Dehnungsschlitzen<br />
ausgeglichen.<br />
2. Das Gleiche geschieht mit der Reibungswärme, vor allem beim Schneiden von<br />
dickem Material.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 23 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Betriebsmittel<br />
Werkzeugk<strong>und</strong>e<br />
Universalkreissägeblatt<br />
Hartmetallbestückt, Wechselzahn. Universalsäge für Massivholz, (hauptsächlich<br />
quer), Sperrholz, Tischlerplatten, Spanplatten, MDF-Platten, Faserplatten, Press <strong>und</strong><br />
Schichtholz etc.<br />
Kleine Zähnezahl für grobe Schnitte <strong>und</strong> grosse Schnitttiefe.<br />
Grosse Zähnezahl für feine Schnitte <strong>und</strong> kleinere Schnitttiefe.<br />
Merkmale<br />
Grosser Spanauswurf: Für Massivholz längs<br />
Wechselzahn:: Für Querholzschnitte <strong>und</strong> Plattenmaterial.<br />
Hartmetallbestückt: Für Plattenmaterial<br />
Dehnungsschlitze<br />
Wechselzahn:<br />
abwechselnd links, rechts<br />
Blattstellung<br />
Für Massivholz hoch. Der Schnittdruck wirkt auf den Maschinentisch, dadurch fast<br />
keine Rückschlagegefahr. Es sind wenig Zähne im Holz = kleiner Kraftaufwand.<br />
Kleinere Reibung, dadurch längere Standzeit.<br />
Für Plattenmaterial tief: Der Zahngr<strong>und</strong> ist knapp über dem Werkstück. Dadurch<br />
weniger Ausriss.<br />
Der Wechselzahn<br />
Die Spitze des Wechselzahnes arbeitet speziell im Querholz <strong>und</strong> Plattenmaterial als<br />
Vorschneider <strong>und</strong> sorgt für eine saubere Schnittkante.<br />
Generell<br />
Je mehr Zähne umso feiner die Schnittkante.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 24 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachk<strong>und</strong>e<br />
Betriebsstoffe<br />
Schwinden <strong>und</strong> Quellen des Holzes<br />
Das Holz ist ein hygroskopischer Werkstoff, der sein Volumen <strong>und</strong> seine Form bei<br />
Feuchtigkeitsschwankungen ändert.<br />
Schwinden<br />
Quellen<br />
Schwindmasse<br />
Das Holz hat die unangenehme Eigenschaft Wasser<br />
(Feuchtigkeit) an seine Umgebung abzugeben <strong>und</strong> dadurch sein<br />
Volumen <strong>und</strong> seine Form zu verändern. Beim Schwinden wird<br />
der Holzkörper kleiner.<br />
Trockenes Holz kann aus seiner Umgebung Feuchtigkeit<br />
(Wasser) aufnehmen <strong>und</strong> dadurch sein Volumen <strong>und</strong> seine Form<br />
verändern. Beim Quellen wird der Holzkörper grösser.<br />
Das Holz arbeitet in seinen drei Hauptrichtungen unterschiedlich. Am stärksten in<br />
tangentialer Richtung (Richtung der Jahrringe), etwas weniger in radialer Richtung<br />
(Richtung der Markstrahlen) <strong>und</strong> am geringsten in axialer Richtung (Richtung der<br />
Markröhre).<br />
Als Durchschnittswerte lassen sich folgende Schwindmasse angeben:<br />
1. Axial in Richtung der Markröhre (Länge) ca. 0.4%<br />
2. Radial in Richtung der Markstrahlen (Breite) ca. 4.0%<br />
3. Tangential in Richtung der Jahrringe (Umfang) ca. 8.0%<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 25 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachk<strong>und</strong>e<br />
Betriebsstoffe<br />
Schw<strong>und</strong>formen<br />
Durch die unterschiedlichen Schwindmasse im Holz ändern oder verzerren sich nach<br />
der Trocknung die Querschnittsformen.<br />
Rift- oder Herzbretter<br />
Mittelbretter mit stehenden Jahrringen<br />
bezeichnet man als Rift- oder Herzbretter.<br />
Das Holz um die Markröhre weist<br />
geschlossene Jahrringe auf <strong>und</strong> neigt zur<br />
Rissbildung.<br />
Beim Mittelbrett mit angeschnittener<br />
Markröhre wird die rechte Seite r<strong>und</strong>, die<br />
linke Seite hohl<br />
Seitenbrett<br />
Seitenbretter werden in der Brettmitte r<strong>und</strong><br />
soweit die Jahrringe zusammenhängend<br />
durchlaufen. Der Gr<strong>und</strong> für das<br />
R<strong>und</strong>werden der rechten Brettseite beim<br />
Schwinden ist das ungleiche Schwindmass<br />
der radialen <strong>und</strong> tangentialen Richtungen.<br />
Quadratisches Kantholz mit diagonal<br />
verlaufenden Jahrringen. In der Regel wird<br />
der Holzquerschnitt in Richtung der<br />
Jahrringe zusammengezogen, denn die<br />
Jahrringrichtung ist Hauptschwindrichtung.<br />
Quadratisches Kantholz mit Jahrringen<br />
parallel zur Faser.<br />
Nach dem Trocknen ist der Querschnitt<br />
nicht mehr quadratisch, bleibt jedoch<br />
rechteckig <strong>und</strong> verzieht sich nicht.<br />
Verformung eines kreisr<strong>und</strong>en<br />
Querschnittes.<br />
Werden r<strong>und</strong>e Querschnitte aus dem Holz<br />
herausgearbeitet, weisen sie nach dem<br />
Trocknen einen ovalen Querschnitt auf.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 26 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachk<strong>und</strong>e<br />
Betriebsstoffe<br />
Verleimgr<strong>und</strong>satz<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 27 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachk<strong>und</strong>e<br />
Betriebsstoffe<br />
Weissleim<br />
PVAC Polyvinylazetat<br />
Dispersionskleber Der Leim härtet durch Abgabe der Feuchtigkeit aus<br />
Topfzeit Zeit im Topf. Während dieser Zeit kann der Leim im<br />
Geschirr verwendet werden.<br />
Offene Zeit vom Leimauftrag bis zum Pressen<br />
Abbindzeit Innerhalb dieser Zeit müssen alle Zwingen gesetzt sein<br />
Presszeit der Leim hat geb<strong>und</strong>en. Die Verleimung erreicht ihre<br />
Festigkeit<br />
Aushärtzeit Die Zwingen sind gelöst, der Leim härtet noch weiter aus<br />
<strong>und</strong> erreicht seine Endfestigkeit.<br />
Weisspunkt Fällt die Temperatur unter die Verträglichkeit des Leimes,<br />
gefriert dieser <strong>und</strong> verliert beim Auftauen seine Konsistenz.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 28 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachk<strong>und</strong>e<br />
Teilauszug aus technischem Merkblatt der Firma Geistlich<br />
Miracol 6360<br />
Produktebeschreibung Holzklebstoff; wasserfest EN 204-D3<br />
Zusammensetzung Anwendungsbereich Für allgemeine Klebungen in der<br />
Holzindustrie mit erhöhter Feuchtigkeitsbeanspruchung. Beschichten von<br />
Schichtpressstoffplatten auf Holzwerkstoffe, Furnieren von Holzwerkstoffen,<br />
Fugenverleimungen etc.<br />
Zusätzliche Daten<br />
Farbe weiss<br />
Verdünnbar mit Wasser<br />
Feuergefährlich nein<br />
Weisspunkt +7 °C<br />
Verfärbungen Gerbstoffreiche Hölzer können durch Kontakt mit Eisen dunkel<br />
verfärben.<br />
Vorbehandlung<br />
Klebefläche Die Klebeflächen müssen eben, sauber, staubfrei <strong>und</strong> fettfrei sein.<br />
Holzfeuchtigkeit 6 - 12 %<br />
Verarbeitungshinweise<br />
Auftragsart einseitig, beidseitig bei Harthölzern <strong>und</strong> Zapfenverleimungen<br />
Verbrauch 120 - 200 g/m²<br />
Verarbeitungstemperatur 10 - 30 °C<br />
Offene Wartezeit bis 8 Minuten<br />
Geschlossene Wartezeit bis 7 Minuten<br />
Gesamtwartezeit bis 15 Minuten<br />
Pressdruck mindestens 0.25 N/mm² (2.5 kg/cm²)<br />
Presszeit 20 °C: mind. 10 Minuten<br />
35 °C: 5 - 8 Minuten<br />
80 °C: 1.5 -2 Minuten<br />
Weiterverarbeitung Nach 1 - 10 Std. je nach Konstruktion <strong>und</strong> Arbeitsbedingungen<br />
Prüfbedingungen Alle Angaben zum Klebstoff basieren auf Prüfungen bei einem<br />
Klima von 23°C, 50 % rel. Luftfeuchtigkeit <strong>und</strong> 10 - 12 % Holzfeuchtigkeit.<br />
Filmeigenschaften<br />
Max. Endfestigkeit nach 7 Tagen<br />
Wärmebeständigkeit EN 14292: 50 - 55 °C<br />
Reinigung Mit lauwarmem Wasser solange der Klebstoff nicht abgeb<strong>und</strong>en hat.<br />
Geistlich Ligamenta AG<br />
Engstringerstrasse 5<br />
Postfach<br />
CH-8952 Schlieren, Telefon +41 44 733 88 33, Telefax +41 44 733 88 77<br />
ligamenta@geistlich.ch, www.geistlich.com<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 29 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachzeichnen<br />
Konstruktionen<br />
Gr<strong>und</strong>sätze des Reissens<br />
Unter Reissen versteht man das Übertragen der in der Werkzeichnung enthaltenen<br />
Masse <strong>und</strong> Formen auf das Holz. Diese Arbeit ist deswegen sehr wichtig, weil vom<br />
exakten Reissen die Genauigkeit der Bearbeitung resp. der fertigen Werkstücke<br />
abhängt.<br />
Zusammenstellen der Werkstücke<br />
Vor dem Zusammenzeichnen sind die einzelnen Werkstücke genau zu kontrollieren<br />
<strong>und</strong> zu beurteilen.<br />
Der Schreinerlernende achtet auf: - Holzfehler wie Äste, Harzgallen, Risse usw.<br />
- Oberflächenbild, Textur<br />
- Faser- <strong>und</strong> Jahrringverlauf<br />
- Farbunterschiede<br />
Zusammenzeichnen der Werkstücke<br />
Das Zusammenzeichnen der Werkstücke hat zum Ziel, dass die einzelnen Werkteile<br />
immer <strong>und</strong> von jeder Person gleich beurteilt werden. Es muss somit ausgeschlossen<br />
werden, dass zum Beispiel “der linke Fuss plötzlich rechts“, oder „der Deckel<br />
plötzlich als Boden“ verwendet wird. Werden mehrere gleiche Stücke hergestellt, so<br />
sind diese zusätzlich zu nummerieren. Die Zeichen sind gut sichtbar, nicht zu klein<br />
<strong>und</strong> mit einem weichen Bleistift zu machen. Mit wenigen Ausnahmen wird immer von<br />
unten nach oben <strong>und</strong> von vorne nach hinten zusammengezeichnet.<br />
Einige Beispiele<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 30 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachzeichnen<br />
Normen<br />
Schnitt <strong>und</strong> Sichtebene<br />
Ansicht<br />
Frontalschnitt<br />
Draufsicht<br />
Horizontalschnitt<br />
Seitenansicht<br />
Vertikalschnitt<br />
Unter Ansicht versteht man eine angeschaute (gesichtete) Darstellung. Sie besteht<br />
nur aus Strichen <strong>und</strong> Linien, ohne Schraffuren!<br />
Unter Schnitt versteht man eine im Werkstück durchschnittene Darstellung, die<br />
immer schraffiert ist.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 31 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachzeichnen<br />
Hilfsmittel<br />
Benötigtes Reisswerkzeug:<br />
- Minenbleistifte mit Harten (H) <strong>und</strong> weichen (HB) Minen<br />
- Farbloser Gummi<br />
- Kleiner Besen<br />
- Winkel 90° Grad<br />
- Winkel 45° Grad<br />
- Gehrmass oder Schmiege<br />
- Zapfenstreichmass (Ist hilfreich wenn mehrere vorhanden sind)<br />
- Kleine Zwingen<br />
- Evtl. Aluwinkel mit 45 Grad <strong>und</strong> 90 Grad Schnittwinkel<br />
- Evtl. Lehren zum Zinkeneinteilungen reissen<br />
- Kleiner <strong>und</strong> grosser Metallwinkel<br />
- Schiebelehre<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 32 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachzeichnen<br />
Die 10 wichtigsten Regeln<br />
1. Holzwahl<br />
Keine Äste in zentralen Verbindungen, Zinken, Schlitzzapfen etc.<br />
2. Zusammenzeichnen<br />
Sauber, gut leserlich, Bankbezeichnung, Schreinerdreieck nicht in der<br />
Konstruktion.<br />
3. Lichtriss, Ablängriss<br />
Gleich Lange Friese zusammenspannen <strong>und</strong> gemeinsam reissen.<br />
Friesbreite mit Fries auf Innenkante abtragen.<br />
4. Falzriss, Profilriss auf Kante abtragen<br />
Risse über die ganze Friesbreite abtragen.<br />
5. Konstruktion, Zapfen, Dübel etc.<br />
Mit dem Streichmass immer auf der gleichen Seite anschlagen.<br />
6. Absetzringe platzieren<br />
Deckungsgleich, nicht deckungsgleich, ersichtlich in der Ansicht.<br />
7. Abfall einzeichnen, Zapfenloch, Beizapfen<br />
Tiefe nicht im Abfall beschriften.<br />
8. Ablängekreuz<br />
Nicht im Abfall, bei schrägen Friesen immer auf der äusseren, längeren Kante.<br />
9. Gehrung, Absetzungen?<br />
Mit Gehrmass bei 45 Grad, oder über Schnittpunkte z.B.(FR/FR zu LR/LR) bei<br />
falschen Gehrungen<br />
10. Profil <strong>und</strong> Falz auf Längskante<br />
Einmal vermassen, evtl. Absetzungspfeil<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 33 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Fachzeichnen<br />
Hilfsmittel<br />
Reissspick<br />
1. Zusammenzeichen<br />
2. Aussenmass abtragen<br />
3. Lichtriss mit Friesbreite abtragen<br />
4. Falzriss abtragen<br />
5. Verbindungen abtragen / Zapfen , Schlitz, Schlitzzapfen, Dübel<br />
6. Symbole einzeichnen Abfall, Absetzring, Ablängkreuz, Zapfen, Beizapfen<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 34 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
7. Längsbearbeitung Falze, Nuten, Profile <strong>und</strong> Begrenzungen<br />
8. Gehrungen<br />
9. Absetzungen eintragen vordere Absetzung vorne, hintere Absetzung<br />
hinten (von Schnittpunkt zu Schnittpunkt)<br />
10. Vermassungen eintragen<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 35 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Administration<br />
Zielsetzung<br />
Arbeitsdokumentationen<br />
1. Beim Schreiben des Erlernten, werden die Arbeitsabläufe nochmals repetiert <strong>und</strong><br />
prägen sich ein.<br />
2. Durch das Niederschreiben verbessert sich die Fachsprache.<br />
3. Handskizzen <strong>und</strong> Zeichnungen fördern das Vorstellungsvermögen.<br />
4. Vergessenes kann nachgelesen werden.<br />
5. Ist ein Nachweis der erlernten Fähigkeiten.<br />
6. Darf an der TP <strong>und</strong> IPA als Nachschlagewerk benutzt werden.<br />
7. Wiederspiegelt den persönlichen Einsatz <strong>und</strong> die Berufsfreude.<br />
8. Wer regelmässig Arbeitsdokumentationen schreibt, erlangt Routine für die<br />
Dokumentation der IPA<br />
9. Die Orthographie <strong>und</strong> Ausdrucksweise verbessert sich.<br />
10. Es fördert den Berufsstolz <strong>und</strong> verbessert die Kreativität.<br />
Aus diesen Gründen ist das Schreiben der Arbeitsdokumentationen nicht nur<br />
Pflicht sondern eine Selbstverständlichkeit.<br />
Es empfiehlt sich regelmässig Einträge zu schreiben<br />
Im 1. Lehrjahr mindestens 1 Eintrag pro Woche.<br />
Im 2. Lehrjahr mindesten 1 Eintrag jede zweite Woche.<br />
Im 3. Lehrjahr mindestens 1 Eintrag jede dritte. Woche.<br />
Im 4. Lehrjahr mindestens 1 Eintrag alle vier Wochen.<br />
Im Kurs wird das Erlernte täglich festgehalten <strong>und</strong> Ende jeden Kurses vom Kursleiter<br />
benotet.<br />
Wie werden die Einträge geschrieben?<br />
Mit korrekter Fachsprache.<br />
Richtige Arbeitsabläufe.<br />
Mit Zeichnungen, Skizzen oder Fotos unterstützt.<br />
Kreativ, vielfältig <strong>und</strong> mit grossem Engagement.<br />
Die Arbeitsdokumente schreiben Sie in erster Linie für sich selber.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 36 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Administration<br />
VSSM<br />
Ordner „lehre.doc“ – Ein universelles Hilfsmittel<br />
Semester – Ausbildungsbericht<br />
die Lernenden werden vom Lehrbetrieb beurteilt <strong>und</strong> erhalten eine<br />
Standortbestimmung.<br />
Dokumentationen<br />
Übersicht der geschriebenen Arbeitsberichte der Lernenden nach Semester<br />
gegliedert.<br />
Gestaltungsvorschläge für Arbeitsberichte<br />
Gegliedert nach dem 6 Schritte Modell<br />
Anleitungen für Übungsvorschläge, praktischer Art<br />
Mit Planzeichnungen <strong>und</strong> Fotos diverser Eckverbindungen.<br />
Lehrplan Betrieb<br />
im Ordner „lehre doc.“<br />
Semesterplan<br />
Ein Semesterplan bringt den Lernenden <strong>und</strong> dem Berufsbildner eine Kontrolle über<br />
den Verlauf der Lernzieletappen. Ausgeführte Arbeiten, werden schriftlich<br />
dokumentiert. Semesterweise eingeordnet ist der Wissensstand der Lernenden leicht<br />
zu erkennen.<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 37 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Administration<br />
Ordner „lehre doc.“ Schreiner<br />
Das 6-Schritte- Modell<br />
1. I Informieren was soll getan werden?<br />
2. P<br />
3. E<br />
4. R<br />
5. K<br />
6. A<br />
Planen Die beste Vorgehensweise suchen!<br />
Entscheiden Entscheidungen fassen!<br />
Realisieren Effektiv Arbeiten!<br />
Kontrollieren Fach - <strong>und</strong> K<strong>und</strong>engerechte Ausführung!<br />
Auswerten Was kann das nächste Mal verbessert werden?<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 38 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Hobelbrett<br />
Brett Hobelübung mit Radiuslehre ÜK 1 Ankatete<br />
Arb eits reihe nfol ge:<br />
- F läch e m it D op p el-u nd P u tz ho be l a brich te n ( K reid e K on tro lle)<br />
-1 5 G ra d s chrä ge r eisse n u nd v o n H a nd h o be ln<br />
- R a diu s 30G ra d h o b eln . Z u erst e in e F ase e rst elle n, d an n d ie<br />
R un du n g h o b eln .<br />
Trig o m e trie b espre ch en <strong>und</strong> a n we nd e n<br />
Arbeitsreihenfolge<br />
<strong>ZSV</strong> Schreiner <strong>Ausbildungszentrum</strong><br />
Hobelübung ÜK 1<br />
15 Grad tangens<br />
G e g en ka te te = A nka th e te *W in kel A lph a t a n ge ns=<br />
G e g en ka te te = 2 5 *15 G ra d t a n ge ns = 6 ,6 9m m<br />
- Fläche mit Doppel-<strong>und</strong> Putzhobel abrichten (Kreide Kontrolle)<br />
2007 Gez: ABZ<br />
-15 Grad schräge reissen <strong>und</strong> von Hand hobeln<br />
- Radius 30 Grad hobeln. Zuerst eine Fase erstellen, dann die R<strong>und</strong>ung hobeln<br />
- Triogeometrie besprechen <strong>und</strong> anwenden<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 39 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Um die Tangente festzulegen, benötigen wir die Strecke x<br />
Um einen Sicherheitsabstand zu gewinnen, verringern wir den Faktor<br />
x von 5.85 auf 5.65<br />
1. Möglichkeit:<br />
Pythagoras:<br />
a2 +b2 = c2<br />
a = 4.14<br />
b = 4,14<br />
c = 5.85<br />
2. Möglichkeit:<br />
Im Quadrat ist die Diagonale<br />
= Wurzel 2 x Seitenlänge<br />
Seite = 4.14 x Wurzel 2 =<br />
5.85<br />
3. Möglichkeit:<br />
Trigonometrie<br />
Gegenkathete= Ankathete/ Sin<br />
Alpha =<br />
Ankathete = 4.14/45 Sin = 5.85<br />
Verändert sich der Radius, verändert sich die Strecke x um denselben Faktor.<br />
3 x 5.65= 16.95<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 40 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
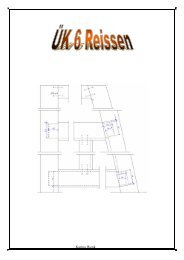
Banner<br />
Hobel- <strong>und</strong> Sägeübung<br />
Arbeitsreihenfolge<br />
o Massivholz zuschneiden<br />
o Verleimen des linken <strong>und</strong> rechten Teils des Banner<br />
o Aushobeln einer Fläche<br />
o Aushobeln einer Kante<br />
o Auf Breite <strong>und</strong> Dicke aushobeln (Dickenhobelmaschine)<br />
o Reissen des Banners<br />
o Schneiden der Aussenkontur<br />
o Feilen der Aussenkontur<br />
o Aussenprofil mit der Oberfräse profilieren<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 41 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Zinkenbock<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 42 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Überplattung einer Ecke<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 43 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Schlitzzapfen<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 44 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Schlitzzapfen mit Falz<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 45 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Gestemmt mit Beizapfen <strong>und</strong> Falz<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 46 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Schlitzen mit Nut<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 47 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Zinkenböckli<br />
Ansicht Seitenansicht<br />
Drausicht<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 48 von 50
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Tritthocker ÜK 1<br />
Band<br />
Ansicht D<br />
10 /40<br />
Schnitt A-A<br />
Ein ste ckliste<br />
<strong>ZSV</strong>-Schreiner <strong>Ausbildungszentrum</strong><br />
Tritthocker ÜK 1<br />
Schnitt B-B<br />
Zylinderscharnier<br />
Juli 2006 Freier Mst. Gez. ub<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 49 von 50<br />
12 /50<br />
K
<strong>ZSV</strong> Zürcher Schreinermeisterverband<br />
<strong>Ausbildungszentrum</strong> Opfikon - Glattbrugg<br />
Schreiner ÜK 1<br />
Gr<strong>und</strong>lagen<br />
Pläne<br />
Holzliste<br />
Werkstoffliste<br />
Blatt<br />
Gegenstand Tritthocker<br />
Auftrag Nr.<br />
Datum: 2008<br />
K<strong>und</strong>e <strong>Ausbildungszentrum</strong> Opfikon-Glattbrugg<br />
Ausführung Massivholz<br />
Nr. Bestandteil<br />
Holzart <br />
Qualität<br />
Stück Länge Breite Dicke<br />
mm mm mm<br />
1 Füsse/Beine BU l/A 4 430 35 24<br />
2 Zargen Bu l/A 2 330 35 24<br />
3 Steg Längs Bu l/A 2 322 32 24<br />
4 Steg Quer Bu l/A 2 310 35 24<br />
5 Sitzbrett Bu l/A 2 400 180 20<br />
6 Trittbrett Bu l/A 1 386 160 20<br />
7 Einsteckliste Bu l/A 2 170 65 10.2<br />
Verbrauchsmaterial<br />
8 Dübel / gerillt Bu 10 40 ø 10<br />
9 Dübel / gerillt Bu 6 40 ø12<br />
Beschläge<br />
10 Zylinderbänder 2 14 ø12<br />
ÜK 1 Gr<strong>und</strong>lagen <strong>Ausbildungszentrum</strong> <strong>ZSV</strong> Seite 50 von 50