
Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
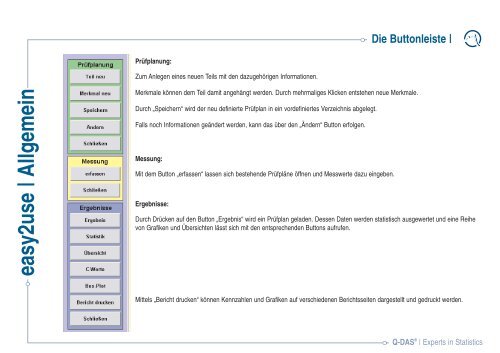
<strong>easy2use</strong> | <strong>Allgemein</strong><br />
Prüfplanung:<br />
Zum Anlegen eines neuen Teils mit den dazugehörigen Informationen.<br />
Die Buttonleiste |<br />
Merkmale können dem Teil damit angehängt werden. Durch mehrmaliges Klicken entstehen neue Merkmale.<br />
Durch „Speichern“ wird der neu definierte Prüfplan in ein vordefiniertes Verzeichnis abgelegt.<br />
Falls noch Informationen geändert werden, kann das über den „Ändern“ Button erfolgen.<br />
Messung:<br />
Mit dem Button „erfassen“ lassen sich bestehende Prüfpläne öffnen und Messwerte dazu eingeben.<br />
Ergebnisse:<br />
Durch Drücken auf den Button „Ergebnis“ wird ein Prüfplan geladen. Dessen Daten werden statistisch ausgewertet und eine Reihe<br />
von Grafiken und Übersichten lässt sich mit den entsprechenden Buttons aufrufen.<br />
Mittels „Bericht drucken“ können Kennzahlen und Grafiken auf verschiedenen Berichtsseiten dargestellt und gedruckt werden.<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | procella ®<br />
Bei der Merkmalsdefinition wird auch die Erfassungsart festgelegt.<br />
Standard ist das AEROEL Messgerät, COM 1, Kanal 1. Falls Kanal<br />
oder COM Port bei Ihnen anders sind, das Messgerät erneut<br />
auswählen<br />
und im folgenden Fenster die<br />
COM Schnittstelle festlegen:<br />
Sobald durch „erfassen“ ein Prüfplan zur Messung ausgewählt wurde, öffnet sich die Ansicht für die Messung.<br />
procella ® |<br />
Durch Übernahme der Messdaten durch das Messgerät gelangen<br />
diese nach procella ® und werden visualisiert.<br />
Sind alle Messdaten für ein Teil erfasst, ist der Button oder F10 zu<br />
drücken. Danach kann das nächste Teil gemessen werden.<br />
Nach Beendigung aller Messungen kann der Prüfplan mit<br />
„Schließen“ geschlossen und gespeichert werden.<br />
Eine Auswertung der gemessenen Daten erhält man über den Button „Ergebnis“ und die darunterliegenden Buttons.<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | qs-STAT ®<br />
Ziel:<br />
● Prüfung des Prozessverhaltens unter typischen Umgebungs-, Bedienerund<br />
Materialeinflüssen<br />
● Berechnung der Fähigkeitsindizes und Beurteilung der Prozessstabilität<br />
Voraussetzungen:<br />
● Eignung der Prüfprozess ist nachgewiesen<br />
● Ausreichende Anzahl vom Messdaten (typ. n ≥ 125), die repräsentativ für<br />
den zu untersuchenden Prozess sind<br />
● Daten entstammen einem ausreichend langen Zeitraum, in dem die<br />
Einflüsse der „5 M's“ Mensch Maschine Material Methode und Mitwelt<br />
ausreichend wirken konnten.<br />
Vorgehensweise:<br />
● Daten erfassen auf Basis prozessbezogener Stichprobenpläne<br />
● Daten laden und von qs-STAT ® automatisiert Auswerten lassen<br />
● Analyse der Datenqualität mit Hilfe der Einzelwertgrafiken „Werteverlauf“<br />
und „Wertestrahl“: Daten vollständig? Alle Werte plausibel? Keine<br />
Messfehler, Einstellwerte, Ausreißer, …?<br />
● Plausibilitätsprüfung der automatischen Datenanalyse: Beschreibt die<br />
gefundene Verteilung den Prozess? Prozessverlauf stabil?<br />
● Bewertung der Fähigkeitsindizes und Beurteilung des Prozesses<br />
Besonderheiten:<br />
● Sind nicht ausreichend Daten vorhanden oder wurde nur ein kurzer<br />
Zeitraum zugrunde gelegt, so spricht man von einer „Vorläufigen<br />
Prozessfähigkeit“ Pp, Ppk<br />
● Ist der Prozess nicht stabil, so spricht man von Prozessleistungsindizes<br />
Pp, Ppk<br />
● Es ist darauf zu achten, dass alle typischen Einflüsse in typischer Art und<br />
Weise wirken und in den Daten sichtbar werden.<br />
Prozessfähigkeit PFU: Vorläufige PFU | Langzeitfähigkeit<br />
Vorgehensweise:<br />
1 Prüfplanung<br />
1.1 Teil neu klicken, Kopfdaten eingeben<br />
1.2 Merkmal neu klicken, eingeben:<br />
1.2.1 OSG/USG eingeben<br />
1.2.2 Zur Dokumentation notwendige<br />
Daten eingeben<br />
1.3 Weitere Merkmale anlegen (1.2 wiederholen)<br />
1.4 Speichern klicken<br />
2 Messung<br />
2.1 Erfassen klicken<br />
2.2 Teile in Produktionsreihenfolge messen<br />
2.3 Messwerte in Felder eingeben<br />
2.4 Gegebenenfalls Zusatzdaten ergänzen<br />
2.5 Schließen klicken<br />
3 Ergebnisse<br />
3.1 Auswertung klicken und Datei laden<br />
3.2 Ergebnisse öffnen<br />
3.3 Ggf. weitere Grafiken öffnen<br />
3.4 Grafische Beurteilung der zeitlichen<br />
Stabilität und Datenqualität<br />
3.5. Grafische Beurteilung der Verteilungsform<br />
und Stabilität in der Qualitätsregelkarte<br />
3.6 Fähigkeitsindizes beurteilen<br />
3.6.1 Cp ≥ 1,67 (entfällt bei einseitig<br />
natürlicher Toleranz)<br />
3.6.2 Cp ≥ 1,33<br />
3.7 Bericht drucken<br />
3.8 Datensatz Schließen klicken<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | qs-STAT ®<br />
Prozessfähigkeit PFU: Vorläufige PFU | Langzeitfähigkeit<br />
Grafische Darstellung der Berechnung: Reporting:<br />
Formeln:<br />
C p<br />
C<br />
T<br />
=<br />
Q − Q<br />
OSG − μ˘<br />
=<br />
Q − μ˘<br />
ob3 un3<br />
C = min C ;<br />
C<br />
μ˘<br />
− USG<br />
=<br />
μ˘<br />
− Q<br />
po<br />
pu<br />
ob3<br />
un3<br />
pk { po Cpu} Abkürzungen:<br />
● T Toleranz<br />
● USG/OSG Untere /Oberer Spezifikationsgrenze<br />
Bei einseitig natürlicher Grenze<br />
entfällt die Berechnung von Cp und<br />
Cpo oder Cpu zur natürlichen Grenze.<br />
Es kann nur Cpk zur nicht natürlichen<br />
Toleranzgrenze berechnet<br />
werden.<br />
● Qob3/Qun3 Quantile, die das mittlere 99,73% Perzentil<br />
einschließen (� ±3s bei Normalverteilung)<br />
● ˘μ Lageschätzer, im allgemeinen Mittelwert x<br />
● Cp, Pp „potentieller“ Fähigkeitsindex, Leistungsindex<br />
● Cpk, Ppk „kritischer“ Fähigkeitsindex, Leistungsindex<br />
Weitere Informationen:<br />
● Dietrich, Schulze; Statistische Verfahren zur Maschinen und<br />
Prozessfähigkeit; Carl Hanser Verlag<br />
● Dietrich, Schulze, Conrad; Pocket Guide Abnahme von<br />
Fertigungseinrichtungen, Carl Hanser Verlag<br />
● Seminar- und Schulungsangebot unter www.q-das.de<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | qs-STAT ®<br />
Ziel:<br />
Kurzzeitfähigkeit - Maschinenfähigkeit MFU: Abnahme von Fertigungseinrichtungen<br />
● Prüfung des Maschinen-/Prozessverhaltens ohne weitere Umgebungs-, Bediener- und<br />
Materialeinflüsse<br />
● Beurteilung von Maschinen und Fertigungseinrichtungen bei der Abnahme beim<br />
Lieferanten und/oder beim Kunden<br />
Voraussetzungen:<br />
● Bereichsübergreifendes Abnahmeteam inkl. (Sub-)Lieferanten<br />
● Statistische Methoden und Verfahren (Richtlinie) vereinbart<br />
● Aufgaben und Verantwortlichkeiten zugewiesen<br />
● Teilebereitstellung in ausreichender Qualität und Quantität durch den Auftraggeber<br />
● Handlungsanweisungen für besondere Merkmale erstellt<br />
● Eignung der Messsysteme nachgewiesen<br />
Vorgehensweise:<br />
● Dauerlauftest 8 - 24h mit fertigungstypischen Parametern<br />
● Fehleranzeige, Error Proofing, Diagnoseabläufe testen<br />
● Teilehandhabung: min. 5 Teile markieren, Ausricht- Anlage-, Spannpunkte, Transportauflagen<br />
prüfen. Beschädigungen?<br />
● Kaltstarttest: Start entspricht Situation nach Schichtende. Min. 5 Teile von kaltgestarteter<br />
Maschine bis Betriebstemperatur fertigen. Alle Teile müssen in 100% Toleranz liegen.<br />
● 1-Teil/5-Teile- Vorlauf zur Maschineneinstellung<br />
❍ 1 Teil: Alle Merkmalswerte in 25% T<br />
❍ 5 Teile: Mittelwerte in 25% T, R ? 25% T<br />
● Teilefertigung zur Berechnung von Cm und Cmk<br />
● Werkzeugwechsel (ggf. Simulation)<br />
Besonderheiten:<br />
● Für eine Kurzzeitfähigkeit im laufenden Betrieb (Zwischenprüfung, Maintenance,<br />
Instandhaltung, neue Produkte auf Linie, …) können einige Elemente der Erstabnahme<br />
entfallen<br />
● Es ist darauf zu achten, dass vornehmlich nur maschinenbedingte Einflüsse wirken und<br />
in den Daten sichtbar werden.<br />
Vorgehensweise:<br />
1 Prüfplanung<br />
1.1 Teil neu klicken, Kopfdaten eingeben<br />
1.2 Merkmal neu klicken, eingeben:<br />
1.2.1 OSG/USG eingeben<br />
1.2.2 Zur Dokumentation notwendige<br />
Daten eingeben<br />
1.3 Weitere Merkmale anlegen (1.2 wiederholen)<br />
1.4 Speichern klicken<br />
2 Messung<br />
2.1 Erfassen klicken<br />
2.2 Teile in Produktionsreihenfolge messen<br />
2.3 Messwerte in Felder eingeben<br />
2.4 Gegebenenfalls Zusatzdaten ergänzen<br />
2.5 Schließen klicken<br />
3 Ergebnisse<br />
3.1 Auswertung klicken und Datei laden<br />
3.2 Ergebnisse öffnen<br />
3.3 Ggf. weitere Grafiken öffnen<br />
3.4 Grafische Beurteilung der zeitlichen<br />
Stabilität und Datenqualität<br />
3.5. Grafische Beurteilung der Verteilungsform<br />
und Stabilität in der Qualitätsregelkarte<br />
3.6 Fähigkeitsindizes beurteilen<br />
3.6.1 Cm ≥ 2,00 (entfällt bei einseitig<br />
natürlicher Toleranz)<br />
3.6.2 Cm ≥ 1,67<br />
3.7 Bericht drucken<br />
3.8 Datensatz Schließen klicken<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | qs-STAT ®<br />
Kurzzeitfähigkeit - Maschinenfähigkeit MFU: Abnahme von Fertigungseinrichtungen<br />
Grafische Darstellung der Berechnung: Reporting:<br />
Formeln:<br />
C<br />
C<br />
m<br />
mo<br />
T<br />
=<br />
Q − Q<br />
ob3 un3<br />
OSG − μ˘<br />
=<br />
Q − μ˘<br />
C = min C ;<br />
C<br />
μ˘<br />
− USG<br />
=<br />
μ˘<br />
− Q<br />
mu<br />
ob3<br />
un3<br />
mk mo<br />
Abkürzungen:<br />
{ }<br />
C mu<br />
● T Toleranz<br />
● USG/OSG Untere /Oberer Spezifikationsgrenze<br />
Bei einseitig natürlicher Grenze<br />
entfällt die Berechnung von Cm und<br />
Cmo oder Cmu zur natürlichen Grenze.<br />
Es kann nur Cmk zur nicht natürlichen<br />
Toleranzgrenze berechnet<br />
werden.<br />
● Qob3/Qun3 Quantile, die das mittlere 99,73% Perzentil<br />
einschließen (� ±3s bei Normalverteilung)<br />
● ˘μ Lageschätzer, im allgemeinen Mittelwert x<br />
● Cm „potentieller“ Fähigkeitsindex<br />
● Cm „kritischer“ Fähigkeitsindex<br />
Weitere Informationen:<br />
● Dietrich, Schulze; Statistische Verfahren zur Maschinen und<br />
Prozessfähigkeit; Carl Hanser Verlag<br />
● Dietrich, Schulze, Conrad; Pocket Guide Abnahme von<br />
Fertigungseinrichtungen, Carl Hanser Verlag<br />
● Seminar- und Schulungsangebot unter www.q-das.de<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | solara ®<br />
Eignungsnachweis von Mess- und Prüfprozessen: Messsystemanalyse | Verfahren 1<br />
Ziel:<br />
● Gerätebedingte Streuung feststellen<br />
● Systematische Messabweichungen prüfen<br />
Voraussetzungen:<br />
● Auflösung der Anzeige %RE
<strong>easy2use</strong> | solara ®<br />
Eignungsnachweis von Mess- und Prüfprozessen: Messsystemanalyse | Verfahren 1<br />
Grafische Darstellung der Berechnung:<br />
Formeln:<br />
Abkürzungen:<br />
● T Toleranz<br />
● Bi Bias, systematische Messabweichung<br />
● s g Standardabweichung der Messungen<br />
● x g Mittelwert der Messungen<br />
● x m Istwert des Normals<br />
Reporting:<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | solara ®<br />
Eignungsnachweis von Mess- und Prüfprozessen: Messsystemanalyse | Verfahren 2<br />
Ziel:<br />
● Wiederhol- und Vergleichspräzision im realen Einsatz feststellen<br />
● Einfluss des Prüfers auf das Messsystem ermitteln<br />
Voraussetzungen:<br />
● Auflösung der Anzeige %RE 30% nicht fähig<br />
3.6 Bericht drucken<br />
3.7 Schließen klicken und den Datensatz schließen<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | solara ®<br />
Eignungsnachweis von Mess- und Prüfprozessen: Messsystemanalyse | Verfahren 2<br />
Grafische Darstellung der Berechnung:<br />
Formeln:<br />
Abkürzungen:<br />
ARM-Methode:<br />
ANOVA-Meth.: Alternative Berechnung für EV, AV, ergänzend IA<br />
● T Toleranz<br />
● USG/OSG Untere /Oberer Spezifikationsgrenze<br />
● x Diff Spannweite der Mittelwerte der Prüfer<br />
● Rqq Spannweite der mittleren Spannweiten der Prüfer RA<br />
bis RC<br />
● EV Wiederholpräzision (Equipment Variation)<br />
● AV Vergleichspräzision ( Appraiser Variation)<br />
● IA Wechselwirkung Prüfer/Teil (Interaction)<br />
● GRR Gage Repeatability and Reproducibility<br />
● RE Resolution, Auflösung<br />
● %GRR, %RE, .… Kennwerte in Bezug auf Toleranz<br />
Reporting:<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | solara ®<br />
Eignungsnachweis von Mess- und Prüfprozessen: Messsystemanalyse | Verfahren 3<br />
Ziel:<br />
● Wiederholpräzision im realen Umfeld feststellen<br />
● Messmittel ohne Prüfereinfluss im realen Einsatz<br />
Voraussetzungen:<br />
● Verfahren 1 durchgeführt und bestanden<br />
● 25 Werkstücke verfügbar, idealerweise über Toleranz verteilt<br />
Besonderheiten:<br />
● Es muss der typische Messablauf durchgeführt werden,<br />
üblicherweise n=25 Teile , r = 2 Durchgänge (n·r ≥ 20 )<br />
● Teile sind nummeriert und Messposition ist markiert<br />
● Bei einseitig natürlich begrenzten Merkmalen ist T der Abstand der<br />
natürlichen Grenze zur Spezifikationsgrenze<br />
● Bei einseitiger Toleranz kann %GRR nicht bestimmt werden<br />
Weitere Informationen:<br />
● Dietrich, Schulze; Eignungsnachweis von Prüfprozessen;<br />
Carl Hanser Verlag<br />
● Dietrich, Schulze, Conrad; Pocket Guide Eignungsnachweis<br />
von Messsystemen, Carl Hanser Verlag München Wien<br />
● Seminar- und Schulungsangebot unter www.q-das.de<br />
Vorgehensweise:<br />
1 Prüfplanung<br />
1.1 Typisch 25 Teile über Toleranz verteilt auswählen,<br />
nummerieren, Messpunkt markieren<br />
1.2 Teil neu klicken, Kopfdaten eingeben<br />
1.3 Merkmal neu klicken, eingeben:<br />
1.3.1 OSG/USG<br />
1.3.2 Auflösung (z. B. 0,01 mm)<br />
1.4 Speichern klicken<br />
2 Messung<br />
2.1 Erfassen klicken<br />
2.2 Die 25 Teile in 2 Durchgängen nacheinander<br />
vermessen, konstante Umgebungsbedingungen,<br />
den gesamten Prüfablauf<br />
abarbeiten (inkl. Spannen, Positionieren, etc. )<br />
2.3 Messwerte in Felder eingeben<br />
2.4 Schließen klicken<br />
3 Ergebnisse<br />
3.1 Auswertung klicken und Datei laden<br />
3.2 Ergebnisse öffnen<br />
3.3 Ggf. weitere Grafiken öffnen<br />
3.4 Grafische Beurteilung der zeitlichen<br />
Stabilität und Datenqualität<br />
3.5 Fähigkeitsindizes beurteilen<br />
3.5.1 %GRR ≤ 10% fähig<br />
3.5.2 10% < %GRR 30% bedingt fähig<br />
3.5.3 %GRR > 30% nicht fähig<br />
3.6 Bericht drucken<br />
3.7 Schließen klicken und den Datensatz<br />
schließen<br />
Q-DAS ® | Experts in Statistics
<strong>easy2use</strong> | solara ®<br />
Eignungsnachweis von Mess- und Prüfprozessen: Messsystemanalyse | Verfahren 3<br />
Grafische Darstellung der Berechnung:<br />
Formeln:<br />
Abkürzungen:<br />
ARM-Methode:<br />
ANOVA-Methode: Alternative Berechnung für EV<br />
● T Toleranz<br />
● USG/OSG Untere /Oberer Spezifikationsgrenze<br />
● Rq Spannweite der Messreihen<br />
● EV Wiederholpräzision (Equipment Variation)<br />
● GRR Gage Repeatability and Reproducibility<br />
● RE Resolution, Auflösung<br />
● %GRR, %RE, .… Kennwerte in Bezug auf Toleranz<br />
Reporting:<br />
Q-DAS ® | Experts in Statistics