4. Holzverwendung 4.1. Einführung, Übersicht und Statistik ...
4. Holzverwendung 4.1. Einführung, Übersicht und Statistik ...
4. Holzverwendung 4.1. Einführung, Übersicht und Statistik ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
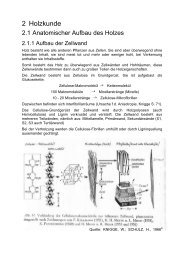
<strong>4.</strong> <strong>Holzverwendung</strong><br />
<strong>4.</strong>1. <strong>Einführung</strong>, <strong>Übersicht</strong> <strong>und</strong> <strong>Statistik</strong><br />
Lieferströme <strong>und</strong> Verwendungen nach Angaben der B<strong>und</strong>esforschungsanstalt für Forst- <strong>und</strong><br />
Holzwirtschaft Hamburg sowie nach CMA- <strong>und</strong> AID-Bericht 2515 Gemäß Gliederung in<br />
- roher Form (r<strong>und</strong> als Masten, Palisaden usw.)<br />
- bei mechanischer Bearbeitung unter Beibehaltung des Gefüges (Sägeholz)<br />
- bei grober mechanischer Bearbeitung unter Zerlegung des Gefüges (Platten)<br />
- bei feiner mechanischer Zerlegung <strong>und</strong> Aufbau neuer Gefüge (Zellstoff )<br />
- Verwendung des Holzes nach chemischer Zerlegung (Holzkohle)<br />
<strong>4.</strong>1.1. Verwendungsmöglichkeiten des Holzes<br />
Beispiele für holzartentypische Verwendungen:<br />
Kiefer für Erd- <strong>und</strong> Wasserbauten, Schwellen-, <strong>und</strong> Grubenholz, Schiffsplanken, als Bauholz für<br />
Dachkonstruktionen, Fensterrahmen. Als Vollholz in der Möbelindustrie, auch als Sperrholz. In<br />
der Zellstoffproduktion mit Einschränkungen hinsichtlich der Aufschlußverfahren.<br />
Fichte als Rohbauholz für Balken, Träger <strong>und</strong> Dachbinder, als Grubenholz <strong>und</strong> besonders zur<br />
Zellstoffproduktion. Eine Besonderheit ist die Verwendung als Resonanzholz im<br />
Musikinstrumentenbau.<br />
Buche wird in der Sperrholzindustrie eingesetzt <strong>und</strong> zur Zellstofferzeugung sowie in der<br />
Schwellenproduktion, Parkettherstellung, Werkzeugtischlerei, Stellmacherei, im Gestellbau, in<br />
Möbelindustrie <strong>und</strong> Furnierherstellung verwendet.<br />
Erle eignet sich besonders als Unterwasserbauholz, läßt sich gut sägen, schälen <strong>und</strong> messern<br />
<strong>und</strong> ist hervorragend beizbar zu Kirsch-, Mahagoni- <strong>und</strong> Nußbaum-Imitaten.<br />
Eiche in der Furnierindustrie, im Schiffsbau, Faßproduktion <strong>und</strong> Möbelindustrie<br />
<strong>4.</strong>1.2. Holztrocknung <strong>und</strong> Entrindung<br />
Außer den in der HKS niedergeschriebenen Anforderungen sind noch von Bedeutung:<br />
- Lagerung<br />
- Holztrocknung (Frischegrad, Bläue)<br />
- Entrindung<br />
Entrindung<br />
Die Entrindung des eingeschlagenen Holzes kann für bestimmte Verwendungen ganz<br />
unterbleiben, z.B. Brennholz, Laubstammholz. Wenn die Entrindung durchgeführt wird kann sie<br />
entweder im Walde oder beim Verarbeiter erfolgen.<br />
Entrindung beim Verarbeiter (z.B. Sägewerk)<br />
Vorteile:<br />
- Verwertung der<br />
Rinde selbst ist<br />
möglich für<br />
Heizzwecke bzw.<br />
Rindenmulch<br />
- Kostenminimierung<br />
gegenüber anderen<br />
Methoden<br />
- das Holz ist sauber
Nachteile:<br />
Entrindung im Walde<br />
Vorteile:<br />
beim Einschnitt<br />
(längere Standzeiten<br />
der Werkzeuge)<br />
- genauere<br />
Vermessung ohne<br />
Rinde ist möglich<br />
(gegenüber<br />
unentrindetem Holz)<br />
- höherwertige<br />
Verwendung der<br />
Schwarten,<br />
Säumlinge <strong>und</strong><br />
Spreißel ist möglich,<br />
da keine<br />
Rindenanteile<br />
enthalten sind<br />
- Nährstoffentzug im<br />
Walde (analog zur<br />
Ganzbaumverwertun<br />
g)<br />
- Schädlingsbefall,<br />
bei längerer<br />
Lagerung Gefahr<br />
durch Befall von<br />
Forstschadinsekten<br />
- höheres<br />
Transportgewicht<br />
<strong>und</strong><br />
Transportvolumen,<br />
da mit Rinde<br />
transportiert<br />
-höherer<br />
Entrindungswidersta<br />
nd bei<br />
angetrockneter<br />
Rinde<br />
- Rinde verbleibt<br />
meist im Walde<br />
- Gefahr durch Befall<br />
von Forst- <strong>und</strong><br />
Holzschadinsekten<br />
ist geringer da sofort<br />
entrindet<br />
- geringeres<br />
Transportgewicht<br />
des Holzes<br />
- geringerer<br />
Entrindungswidersta<br />
nd
Nachteile:<br />
Entrindungsmaschinen:<br />
- Rinde kann<br />
schlecht vermarktet<br />
werden, weil meist<br />
dezentraler Anfall<br />
- maschinelle<br />
Entrindung ist<br />
kostenaufwendiger<br />
als im Werk<br />
- Trommelentrindung (trocken)<br />
- Rotorentrindung<br />
- Entrindung durch Hochdruckwasserstrahlen<br />
- Kompressionsentrindung durch Pressen zwischen geriffelten Walzen<br />
- Entrindung durch Druckluftstrahl<br />
- Entrindung durch Fräsköpfe<br />
- Reppeln, eine Form der Handentrindung mit Stoßschälern streifenweise in<br />
Längsrichtung des Stammes, Stammes, Schnitzen oder Schippen (Quelle: Holz-Lex.,<br />
S. 586)<br />
Methoden der Holztrocknung:<br />
Es wird unterschieden in natürlich Holztrocknung <strong>und</strong> technische (künstliche) Holztrocknung.<br />
Die Methoden der technischen Trocknung finden Anwendung bei der Behandlung von<br />
Schnittware. Dabei stellt sich ein Gleichgewicht zwischen relativer Luftfeuchte, Holzfeuchte <strong>und</strong><br />
Trockentemperatur ein. Hier gibt es eine Vielzahl von Methoden.<br />
Frischluft-Abluft-Trocknung auch Verdunstungstrocknung oder Konvektionstrocknung mit<br />
Temperaturen unter 100°C, als häufigstes Verfahren. Frischluft wird erwärmt, nimmt Wasser<br />
aus dem Holz auf <strong>und</strong> wird nach außen abgeführt, neue Frischluft wird erwärmt, nimmt Wasser<br />
auf usw.<br />
Nachteil: aufgewärmte Luft wird nach außen abgeführt, Energie geht verloren<br />
Kondensationstrocknung mit Temperaturen zwischen 50 <strong>und</strong> 70°C im geschlosse nen<br />
Kreislauf als sanfte <strong>und</strong> schonende Holztrocknung für empfindliche Hölzer, Energie wird<br />
gespart (Kühlschrankprinzip) mit Wasserdampf gesättigte Luft wird abgekühlt an einem<br />
Kühlaggregat, Wasserdampf kondensiert wie an Fensterscheiben oder als Kondenswasser im<br />
Kühlschrank, kalte Luft wird wieder erwärmt <strong>und</strong> nimmt erneut Wasser auf.<br />
Vorteil: aufgewärmte Luft wird nicht nach außen abgeführt (Energieeinsparung)<br />
Verdampfungstrocknung (Hochtemperaturtrocknung, Heißdampftrocknung) mit Wasserdampf<br />
über 100 °C, ohne Luftbeimischungen, seltener angew andt<br />
Sonderverfahren: Hochfrequenztrocknung, Vakuumtrocknung, Gefriertrocknung,<br />
Strahlungstrocknung, Preßtrocknung, Trocknung in Lösungsmitteln, Chemikalien, organischen<br />
Dämpfen, heißen Ölen<br />
<strong>4.</strong>1.3. Bedeutung <strong>und</strong> Funktion von Holzhöfen<br />
Zentrale Holzausformungs- <strong>und</strong> Verladeplätze, wie die Holzhöfe in den neuen B<strong>und</strong>esländern<br />
genannt wurden, waren in jedem der ehemals 78 Staatlichen Fortswirtschaftsbetriebe vertreten.<br />
Wie der Name schon ausdrückt, lagen sie meist zentral <strong>und</strong> dienten der Ausformung, also dem
Entrinden, "Einschneiden auf Länge" <strong>und</strong> dem "Sortieren nach Durchmesser" sowie der<br />
Verladung meist in Waggons. Holzhöfe gibt es in privater Hand <strong>und</strong> in Landeseigentum. In<br />
Brandenburg gab es bislang keine Holzhöfe in Privateigentum, jedoch 4 Holzhöfe in<br />
Landeseigentum:<br />
Rheinsberg: computergesteuerte Messung, Ausformung <strong>und</strong> Sortierung, mit über 40 Boxen,<br />
incl. Optimierung, ca. 35 Tm 3 Jahresleistung<br />
Die Holzhöfe Börnichen, Rathenow <strong>und</strong> Britz wurden einige Zeit nach der Wende geschlossen.<br />
Weitere Holzhöfe in: Schlitz (Hessen), Donaueschingen (Bayern), Diemelstedt (Hessen), Bad<br />
Schussenried (Oberschwaben), Hüfingen (Fürstlich-Fürstenbergischer Schwachholzhof),<br />
Ernsthausen, Wolfegg, Zeil, Bismarck<br />
In Norddeutschland gibt es nur wenige Holzhöfe, da sich Kiefer weniger als Fichte zur<br />
Verarbeitung auf Holzhöfen eignet. Die genaue Anzahl der privaten <strong>und</strong> staatlichen Holzhöfe in<br />
der BRD ist nicht bekannt.<br />
Bedeutung der Holzhöfe:<br />
- wegen der Konzentration der Hölzer kann jedes Baumteil optimal sortiert werden<br />
- Käuferwünschen kann hinsichtlich Holzdimension <strong>und</strong> Holzqualität kurzfristig<br />
entsprochen werden<br />
- auch große Mengen sind in einheitlichen Abmessungen lieferbar<br />
- Sortiergewinn <strong>und</strong> Massenmehrausbeute durch "Erschnitt"<br />
- der Anteil von billigem Industrieholz kann zugunsten wertvollerer Sorten erheblich<br />
gegenüber der Waldausformung gesenkt werden (in Hüfingen von 70 % auf 15 %)<br />
- vorhandene Gleisanschlüsse bieten die Möglichkeit einer umweltfre<strong>und</strong>lichen<br />
Transportmethode<br />
- in Brandenburg wurden die Holzhöfe gleichzeitig als Lagerplätze für<br />
Versteigerungen <strong>und</strong> Submissionen genutzt (diese Methode wird aus verschiedenen<br />
Gründen von den K<strong>und</strong>en sehr begrüßt)<br />
- Holzhöfe bieten die Möglichkeit für Naßlagerung in Katastrophenfällen<br />
Vertriebsgewinn:<br />
- höhere Bearbeitungsqualität<br />
- größere Sortenvielfalt<br />
- kurzfristige Verfügbarkeit,<br />
daher Verringerung eigener<br />
Lagerhaltungen<br />
- Herabsetzen der<br />
Transportkosten <strong>und</strong> der<br />
Kosten des Einkaufs beim<br />
K<strong>und</strong>en<br />
Nachteile:<br />
- höher Kosten auf Holzhöfen<br />
gegenüber konventioneller<br />
Aufarbeitung <strong>und</strong> gegenüber<br />
Prozessoren, insbesondere<br />
wegen des zusätzlichen<br />
Transportesdes Holzes vom<br />
Wald zum Holzhof<br />
Aus diesem Gr<strong>und</strong>e muß ein "Mehrwert der Holzhofvermarktung" angestrebt werden, z.B.<br />
durch
- Massenmehrausbeute<br />
- Sortiergewinn<br />
- Vertriebsgewinn<br />
- Verwertung bisheriger Abfälle,<br />
z. B. Rinde, Sägemehl<br />
Was wird auf dem Holzhof verarbeitet bzw. dorthin hingebracht?<br />
Holzhofholz früher Langrohholz Abmessungen: waldlang,<br />
Zopfdurchmesser: 7 cm, (in der HKS auf S. 17 erwähnt)<br />
Auszuformende Sorten auf Holzhöfen<br />
(Was wird auf dem Holzhof daraus hergestellt <strong>und</strong> zu welchen Preisen verkauft?):<br />
- Masten<br />
- Langholzabschnitte (LAS)<br />
- Grubenholz<br />
- Rüstholz<br />
- Holzwolleholz<br />
- Palettenholz<br />
- Palisadenholz<br />
- Stangen<br />
- Pfähle<br />
- Industrieholz (für Platten- <strong>und</strong> Zellstoffproduktion)<br />
- Brennholz, 1 m lang, kurz gesägt oder gehackt<br />
- Rinde<br />
Was ist unter Ausformung zu verstehen?<br />
- Entrindung<br />
- Einteilen <strong>und</strong> Querschneiden auf Länge<br />
- Sortieren nach Durchmesser<br />
Es wird unterschieden nach:<br />
- Waldausformung<br />
- Ausformung auf<br />
Holzhöfen<br />
Die Ausformung im Walde findet motormanuell oder mit Harvestern statt. Die gleichzeitige<br />
Bereitstellung von unterschiedlichen Sorten ist dabei begrenzt.<br />
Die Ausformung auf Holzhöfen findet mittels stationäre Maschinensysteme statt, z.B. auf dem<br />
Holzhof in Rheinsberg mit einer Holtec-Anlage. Hier ist eine bessere Entrindung, präzisere<br />
Durchmesser- <strong>und</strong> Längenermittlung sowie die Aushaltung einer Vielzahl verschiedener Sorten<br />
möglich.<br />
<strong>4.</strong>1.<strong>4.</strong> R<strong>und</strong>holzoptimierung<br />
Was ist R<strong>und</strong>holzoptimierung? Es ist die optimale Einteilung des Stammstückes zum Zwecke<br />
der maximalen Wertschöpfung. Dies geschieht auf R<strong>und</strong>holzplätzen von Sägewerken ebenso<br />
wie bereits auf Holzhöfen besichtigt. Voraussetzung ist eine genaue Messung von Länge,<br />
Durchmesser <strong>und</strong> auch Krümmung gegebenenfalls elektronisch <strong>und</strong> computergestützt. Die<br />
Optimierung kann nach verschiedenen Prioritäten geschehen (wie am Beispiel in Rheinsberg<br />
gezeigt):<br />
- maximaler Erlös<br />
- schnelle Erfüllung der vorliegende Aufträge (Minimierung der Lagerhaltung)
- Minimierung der anfallenden Reste (<strong>und</strong> Industrieholzanteile)<br />
In kleinen Sägewerken <strong>und</strong> Holzhöfen werden manuelle Einteilungen vorgenommen. In großen<br />
Sägewerken mit einer Vielzahl herzustellender Sortimente unterschiedlicher Güte, Länge <strong>und</strong><br />
Stärke ist eine Prozessoptimierung angeraten. Dazu gibt es Programme mit<br />
Optimierungslogarithmen, die auch verwaltungstechnische Aufgaben, wie Auftragsverwaltung,<br />
Lagerbestände <strong>und</strong> Holzeinkauf beinhalten.<br />
<strong>4.</strong>2. Verwendung des Holzes in roher bzw. nur wenig veränderter Form<br />
Der Querschnitt des gewachsenen Holzes bleibt bei dieser Verwendung weitgehend erhalten.<br />
Demzufolge sind die Eigenschaften der noch nicht imprägnierten Erzeugnisse mit den<br />
Eigenschaften des rohen gewachsenen Holzes fast identisch Diese ursprüngliche<br />
Verwendungsart des Holzes verlor zunehmend mit der technischen Entwicklung der<br />
Holzbearbeitungsmaschinen an Bedeutung. Die grüne Welle im Garten- <strong>und</strong> Landschaftsbau<br />
förderte in jüngster Zeit die Verwendung r<strong>und</strong> belassenen Holzes.<br />
Stangen, Pfähle <strong>und</strong> Palisaden<br />
Schwache R<strong>und</strong>hölzer finden Verwendung als<br />
- Gerüststangen<br />
- Zaunmaterial (Riegel, Zaunpfähle, Zaunhalbhölzer, Scherenzaun)<br />
- Leitern<br />
- Spielplatzeinrichtungen<br />
- Palisaden<br />
- Baumpfähle, auch Koppelpfähle aus Ei <strong>und</strong> Ro, Faschinenpfähle<br />
- Rebpfähle<br />
- Holzpflaster<br />
- Pergolen (teilweise)<br />
- Schallschutzwände<br />
- Hölzer für Blockhausbau <strong>und</strong> Knüppeldämme<br />
Arbeitsgänge: Entasten, Entrinden, Vermessen, Einschneiden, Sortieren, Auftrennen,<br />
R<strong>und</strong>fräsen, Anspitzen, Profilieren, Imprägnieren.<br />
Rammpfähle<br />
Verwendet werden einheimische Nadelhölzer <strong>und</strong> Eiche, aber auch tropische Hartlaubhölzer,<br />
die keine Imprägnierung benötigen. Der Anteil der tropischen Laubhölzer beträgt 80 %.<br />
Besonders geeignet sind Tropenhölzer wie Bongossi, Greenheart, Basralocus <strong>und</strong> Ulin wegen<br />
langer Haltbarkeit, Verzicht auf Holzschutz <strong>und</strong> Verwendung geringerer Dimensionen.<br />
Rammpfähle werden benutzt für:<br />
- F<strong>und</strong>amentgründungen, günstig wegen geringem Gewicht (Transportkosten)<br />
leichte Bearbeitbarkeit <strong>und</strong> individueller Bedarfserfüllung<br />
- Uferbefestigungen<br />
- Wasser- <strong>und</strong> Hafenbauten, als Führungsdalbe, Anlegedalbe oder Duckdalbe, auch<br />
für Schwimmstege <strong>und</strong> Pontons<br />
- Gründung von Kaimauern, vielfach aber durch Stahlbeton verdrängt wegen der<br />
hohen Belastungen <strong>und</strong> der erforderlichen Länge bezüglich der Wassertiefe<br />
- als Dückdalben <strong>und</strong> für Landungsstege beweist Holz gegenüber Stahl <strong>und</strong> Beton<br />
seine besondere Elastizität, was wichtig ist, um Schiffsverletzungen zu vermeiden<br />
Bearbeitung: Ablängen, Entrinden, Anspitzen am schwächeren Ende <strong>und</strong> Imprägnieren.
Anforderungen:<br />
- Langholz zwischen 2b <strong>und</strong> 6 oder H4 bis H6, (H4 16 m/17 cm)<br />
- hohe mechanische Belastbarkeit wird gefordert<br />
- hohe natürliche Dauerhaftigkeit auch gegen Meeresschädlinge wie Bohrassel <strong>und</strong><br />
Schiffsbohrwurm<br />
- gerade<br />
- ohne Drehwuchs<br />
- blaue, braune <strong>und</strong> rote Streifen bis 1/4 des Durchmessers<br />
- wenig abholzig<br />
- gleichmäßige Verjüngung zum Zopf<br />
Grubenholz<br />
ausgeschlossen :<br />
- Blitzrisse<br />
- Frostrisse<br />
- Bohrlöcher durch<br />
Insekten<br />
- Mistelbefall<br />
- Ringschäle<br />
- Rot- <strong>und</strong> Weißfäule<br />
Verwendet werden vorwiegend einheimische Nadelhölzer, z.B. Kiefer in Brandenburg, außer<br />
WKi, da nicht warnfähig, von Laubhölzern vorwiegend Eiche. Es wurde unterschieden nach<br />
Grubenausbauholz <strong>und</strong> Grubenmattenholz, verwendet für Stempel in Stollen der Bergwerke.<br />
Grubenausbauholz wird in Nenndurchmessern von 7 bis 21 cm <strong>und</strong> in Längen von 1,30 m bis<br />
5,00 m, entrindet <strong>und</strong> imprägniert verwendet. Verschieden Ausbauarten, wie z. B. Türstock,<br />
Schwedenstock<br />
Ansprüche: an Stempelholz werden hohe Anforderungen an die Druckfestigkeit in<br />
Faserrichtung (Knickfestigkeit) gestellt.<br />
Zulässig:<br />
- einschnürige Krümmungen 1 cm/lfdm, kein Bajonettwuchs<br />
- Abholzigkeit 1,5 cm/lfdm, bei Erdstämmen 2,5 cm/lfdm<br />
- Drehwuchs bis 2/3 des Durchmessers/lfdm<br />
- vereinzelte nagelfeste braune oder rote Streifen<br />
- ges<strong>und</strong>e Äste bis 1/3 des Durchmessers<br />
- Bläue<br />
- Stammtrockenheit<br />
Rückgang des Grubenholzbedarfes:<br />
Unzulässig:<br />
- Grobastigkeit<br />
- Fäule <strong>und</strong> Lagerfäule im<br />
Anfangsstadium<br />
- Insekten- <strong>und</strong> Mistelbefall<br />
- Blitz- <strong>und</strong> Frostrisse<br />
- Ringschäle<br />
- Metallsplitter<br />
1950 3 Mio<br />
1974 600 Tm 3<br />
1982 240 Tm 3
Ursachen sind der Rückgang der Kohleförderung <strong>und</strong> zunehmende Automatisierung der<br />
Förderung.<br />
Aushaltung nach den Wünschen der K<strong>und</strong>en bezüglich Nennlänge <strong>und</strong> Nenndurchmesser,<br />
früher als Langholz, später wurde die Ausformung auf Holzhöfe verlagert.<br />
Ein mehrmonatige Lagerung zur Trocknung bis auf Imprägnierreife (30 %).<br />
Verwendungen im Bergbau :<br />
- Steinkohle (Streckenausbau)<br />
- Braunkohle (Entwässerung)<br />
- Erzbergbau, besonders<br />
Wismut<br />
Rückgang in den neuen B<strong>und</strong>esländern nach 1990 insbesondere wegen der Einstellung des<br />
Wismut-Bergbaues.<br />
Masten<br />
Alle einheimischen Nadelhölzer außer WKi in den Stammholzklassen 1a - 3a bzw. H1 bis H4<br />
(H3 = 14m lang, 14 cm Zopf) sind geeignet.<br />
Anforderungen :<br />
- gerader Wuchs, einseitige Krümmung, nicht mehr als halber Mastdurchmesser<br />
- Drehwuchs nicht mehr als 90 ° auf halbe Mastlänge<br />
- keine starken Äste <strong>und</strong> Astquirle<br />
- keine Fäule<br />
- keine Insektenfraßgänge<br />
- kein exzentrischer Wuchs<br />
- kein geharztes <strong>und</strong> kein gefrorenes Holz<br />
- Bläue ist nicht ausgeschlossen, wird aber durch die Einschlagsbegrenzung<br />
außerhalb des Zeitraumes vom 1.5. bis 1.10. vermieden<br />
Aufarbeitung <strong>und</strong> Bereitstellung erfolgt entweder im Wald oder auf Holzhöfen, in der Regel aus<br />
Wintereinschlag. Bei der Waldaushaltung besteht das Problem der sicheren Ansprache auf<br />
dem Stock bzw. des geringen Massenanfalles. Vielfach werden Rohmasten engringiger Kiefern<br />
aus Finnland, Schweden aber auch aus Estland eingeführt <strong>und</strong> in Deutschland weiterbearbeitet<br />
<strong>und</strong> imprägniert.<br />
Arbeitsgänge: Ablängen, Weißschälen (d.h. Rinde <strong>und</strong> 1 bis 2 Jahrringe entfernen, möglichst<br />
keine Jahrringe anschneiden <strong>und</strong> nicht r<strong>und</strong>stabfräsen), Zurichten der Enden, Stapeln bis zur<br />
Tränkreife, die Tränkreife liegt unterhalb des Fasersättigungspunktes.<br />
Die Imprägnierung erfolgt mit Teeröl oder mit Salzen. Wegen des Tüpfelverschlusses wird die<br />
Teerölimprägnierung bei Fichte <strong>und</strong> Tanne nicht angewandt, statt dessen findet die<br />
Imprägnierung mit Salzlösungen statt. Splintholz von Kiefer <strong>und</strong> Lärche läßt sich sowohl durch<br />
Teeröl als auch durch Salze gut imprägnieren. Zusätzlich wurden früher Bandagen an der<br />
Luft/Erdgrenze angebracht.<br />
Bearbeitung <strong>und</strong> Imprägnierung werden durch wenige spezialisierte Großbetriebe wie z.B. in<br />
Falkenberg <strong>und</strong> Finowfurt (außerdem gibt es noch 9 weitere Masten-Imprägnierwerke in der<br />
BRD) wahrgenommen.<br />
Haltbarkeit: 30 Jahre<br />
Abnehmer: Telekom, Energieversorgungsunternehmen
Gegenüber konkurrierenden Werkstoffen aus Stahl <strong>und</strong> Beton hat Holz folgende Vorteile:<br />
- niedrigerer Preis<br />
- geringeres Gewicht<br />
- geringere<br />
Transportgefahr<br />
- geringere Ein- <strong>und</strong><br />
Ausbaukosten<br />
Die geforderten Durchmesser für die Telekom liegen zwischen 13 <strong>und</strong> 16 cm die Längen bei 7<br />
<strong>und</strong> 8 m (0,16 m 3 pro Stück bei 8 m Länge <strong>und</strong> 16 cm Durchmesser). Masten für die<br />
Energieversorgung sind länger <strong>und</strong> stärker, das Volumen pro Mast liegt bei 0,7 bis 0,8 m³.<br />
Der Bedarf bei der Telekom ist rückläufig, da zunehmend Erdverkabelung vorgenommen wird.<br />
<strong>4.</strong>3. Die Verwendung des Holzes in der Säge- <strong>und</strong> Furnierindustrie<br />
<strong>4.</strong>3.1. Sägeindustrie<br />
<strong>4.</strong>3.1.1.Geschichte <strong>und</strong> Struktur der Sägeindustrie<br />
Bevor man die Säge kannte, wurden Holzbauteile mit Äxten in die gewünschte rechteckige<br />
Querschnittform gebracht. Die Schrotsäge war bereits den Asyrern bekannt. Sie diente im<br />
Mittelalter in etwas veränderter Form als Brettsäge , indem auf jeder Seite 2 Griffe angebracht<br />
waren <strong>und</strong> die Säge von 4 Personen bedient werden konnte. Auch die Rahmen- oder<br />
Gestellsäge wurde zur Herstellung von Brettern <strong>und</strong> Furnieren verwendet.<br />
Eine Weiterentwicklung war eine zweiblättrige Rahmensäge mit Federbalken bei Zwei-Mann-<br />
Bedienung.<br />
Die älteste überlieferte bildhafte Darstellung einer Sägemaschine ist eine wassergetriebene<br />
Hubsäge aus dem Jahre 1230. Später kam das wassergetriebene Venezianergatter zur<br />
Anwendung (Einblattgatter). Wasser-, wind- dampfgetriebene Sägen setzten die Entwicklung<br />
fort bis es zum Einsatz von Benzin-, Diesel- <strong>und</strong> Elektromotoren kam. Sägewerke waren <strong>und</strong><br />
sind teilweise mittelständige Betriebe, die wegen der Transportkosten rohstofforientiert<br />
angelegt worden sind. Heute ist es nicht mehr zwingend. Die Ertragslage vieler Betriebe ist<br />
schlecht, weil eine lohnkostenintensive Fertigung die Produktion prägt, ein starker Importdruck<br />
bei Schnittholz herrscht <strong>und</strong> andere Werkstoffe Holz von seinen traditionellen<br />
Verwendungsbereichen zu verdrängen versuchen.<br />
55 % bis 60 % des Umsatzes werden für die Rohstoffbeschaffung ausgegeben. Die Anzahle<br />
der Sägebetriebe in der BRD nahm von 1960 bis 1989 um 50 % ab (vergleiche dazu<br />
GRAMMEL, S. 97). In den neuen B<strong>und</strong>esländern war nach der Wende eine ähnliche Situation<br />
zu ver- zeichnen. In Brandenburg reduzierte sich die Anzahl der Sägewerke von 1989 bis 1993<br />
von 70 auf 35. Außerdem wurde die Kapazität der Sägewerke gedrosselt. Da aber vorwiegend<br />
kleine Sägewerke eingingen, blieb die Gesamtkapazität mit etwa 60 % erhalten.<br />
Die Karte zeigt Verteilung <strong>und</strong> Kapazitäten der Sägewerke in Brandenburg mit<br />
Bearbeitungsstand September 199<strong>4.</strong><br />
Durch Mechanisierung <strong>und</strong> Automatisierung wurde die Gesamtkapazität der Sägeindustrie trotz<br />
zahlenmäßiger Schrumpfung in den alten B<strong>und</strong>esländern erhöht. Dies führte zu regionalen<br />
Überkapazitäten. Durch Integration mit der Weiterverarbeitung wie z.B. Trocknung,<br />
Imprägnieren, Hobeln <strong>und</strong> Spunten, Paletten- <strong>und</strong> Kistenherstellung, Holzhandel <strong>und</strong> Export<br />
soll den Absatzschwierigkeiten entgegengewirkt werden. Eine rationellere Produktionsweise<br />
wird durch größere Betriebe <strong>und</strong> durch Standardisierung, sowie durch hochmoderne <strong>und</strong><br />
flexible Sägewerkstechnik erreicht. Die schnelle Befriedigung individueller Bedarfsträger im<br />
Bauholzbereich <strong>und</strong> hohe Schnittholzausbeuten sind Ziele der Veränderungen. Die<br />
Befriedigung individueller Bedarfsträger kann insbesondere über Listenschnitte meist kleinerer<br />
Sägewerke erreicht werden. Sägewerke in Brandenburg reichen von unter 1000 m 3 (meist<br />
gepaart mit anderen Gewerken bis 400 Tm 3 (Fa. Klenk-ARBOR Baruth).
Auch hier ist die Produktion gepaart mit Leimbinderbau <strong>und</strong> Energieerzeugung. Auf dem<br />
Inlandsmarkt gilt ein Sägewerk mit 10 bis 20 Tm3 als wettbewerbsfähig.<br />
<strong>4.</strong>3.1.2.<strong>Statistik</strong> <strong>und</strong> Entwicklungen<br />
Angaben von 1998 für die BRD:<br />
- 2345 Sägewerke mit mehr als 5000 m 3 Jahreseinschnitt<br />
- R<strong>und</strong>holzverbrauch der Sägeindustrie 19,5 Mio m 3 , das sind 50 % des gesamten inländischen<br />
R<strong>und</strong>holzeinschlages<br />
- von 19,5 Mio m 3 R<strong>und</strong>holz werden in der Sägeindustrie 15 Mio m 3 Schnittholz hergestellt,<br />
davon entfallen etwa<br />
- 13,8 Mio m 3 = 92 % auf Nadelholz <strong>und</strong><br />
- 1,2 Mio m 3 = 8 % auf Laubholz<br />
Neubau bzw. Modernisierung von Groß-Sägewerken mit <strong>und</strong> ohne Zerspaneranlagen in den<br />
neuen B<strong>und</strong>esländern seit 1998:<br />
<strong>4.</strong>3.1.3. Aufbau eines Sägewerkes<br />
Fa. Rettenmeier in<br />
Ullersreuth mit 400<br />
Tm 3<br />
Fa. Klausner Holz<br />
Thüringen in Friesau<br />
mit 1200 Tm 3<br />
Fa. Klausner Nordic<br />
Timber in Wismar mit<br />
1200 Tm 3<br />
Fa. Pollmeyer GmbH<br />
in Malchow mit 200<br />
Tm 3<br />
Jedes Sägewerk gliedert sich gr<strong>und</strong>sätzlich in drei Bereiche:<br />
- R<strong>und</strong>holzplatz<br />
- Sägehalle<br />
- Schnittholzplatz<br />
<strong>4.</strong>3.1.3.1. R<strong>und</strong>holzplatz<br />
Zusätzlich gibt es:<br />
Der R<strong>und</strong>holzplatz erfüllt folgende Funktionen:<br />
- Trockenkammern<br />
- Dämpfkammern<br />
z.B. für Buche<br />
- Holzschutz<br />
- Hacker <strong>und</strong> Bunker<br />
für Hackschnitzel<br />
aus Schwarten <strong>und</strong><br />
Säumlingen<br />
- weiterverarbeitende<br />
Gewerke
- Lagerung des R<strong>und</strong>holzes (nur in begrenztem Maße, da der Wald als Vorratslager<br />
genutzt wird wegen der Kapitalbindung)<br />
- Entrindung in größeren Werken, möglicherweise Waschtrog<br />
- Vermessung, Sortierung<br />
- R<strong>und</strong>holzaufgabe- <strong>und</strong> Vereinzelungssysteme<br />
Die Entrindung wird, wie bereits unter Punkt <strong>4.</strong>1.2. behandelt, in zunehmenden Maße vom<br />
Wald zum Sägewerk verlagert. In Brandenburg findet Entrindung bis auf Ausnahmefälle nur auf<br />
Holzhöfen statt, alles andere wird beim K<strong>und</strong>en entrindet. Die Entrindung sollte vor der<br />
Vermessung erfolgen, da dann die Rindenabzugsprobleme nicht auftreten. Das trifft sowohl für<br />
die Werksvermessung als Rechnungsbasis, als auch für die Optimierung des R<strong>und</strong>holzes im<br />
Sägewerk zu. Nach der Vermessung <strong>und</strong> Qualitätsansprache erfolgt die Einteilung des<br />
Stammes in Sägeblöcke (auch Bloche genannt).<br />
Qualitätsanforderungen entsprechen den Kriterien der Gütesortierung, die in der HKS für die<br />
einzelnen Holzarten festgelegt sind, einschränkend wirken insbesondere:<br />
Krümmung, Abholzigkeit <strong>und</strong> faule (schwarze) Äste.<br />
Der Sägewerker unterscheidet 3 Astzonen:<br />
- astfreie Zone<br />
- Faulastzone<br />
- Grünastzone<br />
Die Einteilung kann wie folgt durchgeführt werden:<br />
- als absolute Handeinteilung, also Blöcke visuell festlegen <strong>und</strong> per Hand einteilen<br />
- als Einteilhilfe mit optischer Stammdatenanzeige, dabei werden Stammdaten <strong>und</strong><br />
Auftragslisten in den Rechner eingegeben. Der Rechner gibt Einteilvorschläge heraus,<br />
allerdings ohne Abholzigkeit, Krümmung <strong>und</strong> andere Qualitätsparameter zu beachten.<br />
- Optimierung mit Hilfe von Prozeßrechnern mit automatischer Erfassung der Stammform<br />
Die Daten der Prozeßsteuerung sind gleichzeitig Gr<strong>und</strong>lage für Produktionsplanung, -kontrolle,<br />
Verlohnung <strong>und</strong> Buchführung. Die eingeteilten Sägeblöcke werden zu Gattersätzen<br />
zusammengestellt. Je feiner die Sortierung, desto höher sind Leistung <strong>und</strong> Ausbeute. Wenn<br />
z.B. der notwendige Zopfdurchmesser um 1 cm überschritten wird, verringert sich die<br />
Produktausbeute um 7 % durch Mehranteil von Schwarten <strong>und</strong> Säumlingen.<br />
<strong>4.</strong>3.1.3.2.Sägeeinrichtungen<br />
Die wichtigsten Sägeeinrichtungen sind Gatter, Bandsäge, Kreissäge <strong>und</strong> Profilzerspaner<br />
(eigentlich keine Säge, stellt aber Schnittholz her).<br />
- Gatter<br />
- Vertikalgatter mit mehreren senkrecht eingespannten Gattersägeblättern <strong>und</strong><br />
Schnittfugen zwischen 3,6 <strong>und</strong> 4,0 mm <strong>und</strong> Vorschub im Mittel zwischen von 6 <strong>und</strong> 8<br />
m/min, bei Frost weniger, die Sägeblattabstände sind manuell oder hydraulisch<br />
verstellbar, eventuell mit automatischer Modelrückführung<br />
- Horizontalgatter schneiden waagerecht, nur mit einem Sägeblatt ausgerüstet, meist<br />
für große Dimensionen (lang <strong>und</strong> stark)<br />
- Bandsäge<br />
Mit einem endlosen über 2 Rollen geführten Sägeblatt wird der Sägeprozeß durchgeführt.<br />
Insbesondere sind sogenannte Blockbandsägen zum Schneiden von starkem Laubholz oder<br />
zum Zurichten von Furnierblöcken vorgesehen. Jeder Schnitt kann individuell eingestellt<br />
werden, somit können Holzfehler umgangen werden. Blockbandsägen gibt es heute als
Vertikalbandsägen, als Horizontalbandsägen, als Zwillings- <strong>und</strong> Mehrfachbandsägen zum<br />
Einschnitt von Nadelholz. Auch ein Schneiden beim Rückwärtsfahren mit Zähnen am Rücken<br />
des Sägebandes war schon vorgesehen.<br />
Vorteile: Vorschub 30 bis 60 m/min, Schnittfugen von 2,2 bis 3 mm, statt 3,6 bis 4 mm, großer<br />
Durchlaß <strong>und</strong> individueller Schnitt für jedes Brett.<br />
Bandsägen gibt es auch als mobile Sägeeinrichtungen z.B. von der Fa. Wood-Mizer mit<br />
Vorschub 3-16 m/min, 40 PS <strong>und</strong> ca. 8 m 3 Tagesproduktion, auch von der Fa. Serra im<br />
Fachbereich Holztechnik.<br />
Kreissägen gibt es als Doppel- <strong>und</strong> Mehrblattkreissägen. Sie werden hauptsächlich für<br />
schwaches <strong>und</strong> geringwertiges Holz eingesetzt, weil eine hohe Motorleistung für starkes Holz<br />
nötig wäre. Für geringwertiges Holz werden sie deshalb eingesetzt, weil infolge der<br />
Schnittfugen von 6 mm bis 8 mm ein großer Anteil Sägespäne entsteht. Es gibt auch<br />
Doppelwellenkreissägen, bei denen das Holz von oben <strong>und</strong> von unten je zur Hälfte eingesägt<br />
wird. Dadurch sind höherer Vorschub, geringere Schnittfuge bei kleineren Sägeblättern <strong>und</strong><br />
geringerer Motorleistung möglich. Außerdem gibt es mobile Kreissägewerke z.B. von der Fa.<br />
Nuhn, Vorschub 20 bis 40 m/min.<br />
Profilzerspaner <strong>und</strong> Profilieranlagen<br />
Beim Einsatz von Profilzerspanern wird die Seitenware abgefräst, so daß Hackschnitzel <strong>und</strong><br />
Kanthölzer entstehen. Vorschub 30 - 80 m/min. Dabei werden Hölzer bei der Fa. Robeta bis zu<br />
einem Zopfdurchmesser von 45 cm, sonst auch stärker verwendet. Ausbeuteverluste durch<br />
Sägespäne entstehen nicht. Allerdings werden zu ca. 50 % Hackschnitzel produziert.<br />
Bei der Profilieranlage werden mit einem Eckenfräsgerät die späteren Seitenbretter besäumt<br />
<strong>und</strong> dann mit Kreissägen oder Bandsägen abgetrennt. Hervorzuheben ist die gute<br />
Oberflächenbeschaffenheit des Schnittholzes.<br />
Vor- <strong>und</strong> Nachteile der genannten Sägeeinrichtungen:<br />
Vorschub Schnittfuge<br />
m/min mm<br />
Durchlaß<br />
m<br />
Individualität<br />
Vertikalgatter 6 - 8 3,6 - 4,0 65 (71) nein<br />
Blockbandsäge 30 - 60 2,2 - 3,0 100 ja<br />
Kreissäge 20 - 40 6,0 - 8,0 Schwachholz bedingt<br />
Profilzerspaner 30 - 80 keine 45 nein<br />
Als Nebenmaschinen gibt es im Sägewerk :<br />
- Kappsägen<br />
- Besäumsägen<br />
- Trennsägen<br />
- Hackgeräte wie Trommelhacker <strong>und</strong> Scheibenhacker<br />
- Metallsuchanlagen<br />
- Portalkräne<br />
- Wendeeinrichtungen<br />
<strong>4.</strong>3.1.3.3. Schnittholzplatz<br />
Der Schnittholzplatz dient der natürlichen Trocknung <strong>und</strong> geordneten sowie pfleglichen<br />
Lagerung von Schnittholz. Stapelarten:<br />
- Blockstapel<br />
- Kreuzstapel<br />
-<br />
Rohfriesenflachstape<br />
l<br />
- Kreuzstapel
- Kastenstapel (eng,<br />
weit)<br />
- Sonderstapel<br />
(Scheren-,<br />
Senkrecht-,<br />
Schwellen- <strong>und</strong><br />
Rohfriesenstapel)<br />
Die natürliche Lufttrocknung ist pfleglich <strong>und</strong> geschieht im Freien oder unter einem Dach. Die<br />
Dauer der Trocknung ist von der Holzart <strong>und</strong> von der Dicke der Schnittware abhängig. Durch<br />
technische Trocknung in Trockenkammern können diese Zeiträume stark verkürzt werden, bei<br />
geringen Dimensionen bis auf eine Woche.<br />
Fehler bei der Trocknung:<br />
- Risse<br />
- Verziehen<br />
- Verfärben<br />
- Fleckenbildung<br />
- Kollaps, Zellschw<strong>und</strong>, auch<br />
Zelleinbrüche, bei<br />
mikroskopischer Betrachtung<br />
ist ein völliges Zusammenfallen<br />
der Zellwände zu verzeichnen<br />
- Verschalung, bei zu<br />
schnellem Wasserentzug, es<br />
erfolgt eine Versteifung der<br />
äußeren Schichten <strong>und</strong><br />
Rißbildung im Inneren<br />
Nach der Trocknung erfolgt die Kennzeichnung <strong>und</strong> Paketierung. Die Vermessung <strong>und</strong><br />
Sortierung von Schnittholz kann u.a. auf der Basis der " Tegernseer Gebräuche " durchgeführt<br />
werden. Ein wesentliches Klassifizierungsmerkmal dabei ist der Astflächenanteil.<br />
Außerdem spielen insbesondere für Bau- <strong>und</strong> Konstruktionsholz noch folgende Kriterien eine<br />
Rolle:<br />
- Beschaffenheit<br />
- Maßhaltigkeit<br />
- Feuchtigkeitsgehalt<br />
- Mindestdichte<br />
- Risse<br />
- Krümmung<br />
Vom Gesichtspunkt der Holzstruktur sind wichtig:<br />
Weiterhin müssen beachtet werden:<br />
-<br />
Faserneigung/Faserabweichun<br />
g<br />
- Drehwuchs<br />
- Zugholz/Druckholz<br />
- Jahrringbreite<br />
- Harzgallen<br />
- Fehler durch Pilze
<strong>4.</strong>3.1.<strong>4.</strong> Übliche Einschnittarten<br />
- Insektenfraß<br />
- Baumkante<br />
- Schnittfläche<br />
- Einfachschnitt, Scharfschnitt oder Blockschnitt<br />
- Doppelschnitt, Prismen- oder Modelschnitt mit Vor- <strong>und</strong> Nachschnitt<br />
- Riftschnitt oder Spiegelschnitt<br />
- Kantholzschnitte einstielig, zweistielig oder vierstielig auch als Kreuzholz bezeichnet (muß im<br />
Mark über Kreuz getrennt sein, jedes der 4 Einzelstücke muß eine Querschnittsfläche von 32<br />
cm 2 aufweisen)<br />
Für Nadelholz- <strong>und</strong> Laubholz sind die Einschnittarten unterschiedlich zu beurteilen.<br />
<strong>4.</strong>3.1.5. Erzeugnisse der Sägeindustrie<br />
Die Erzeugnisse der Sägeindustrie werden nach den Querschnittsabmessungen, nach der<br />
Länge, nach Kantenbeschaffenheit <strong>und</strong> Güte sowie nach der Erzeugung <strong>und</strong> Verwendung<br />
unterschieden (siehe DIN <strong>und</strong> Grammel ab S.109)<br />
Nach Querschnittsabmessungen:<br />
Latten (Leisten) : Querschnittsfläche bis 32 cm² , eine Seite bis max. 80 mm<br />
Bretter : Stärke zwischen 8 <strong>und</strong> 40 mm, Breite mindestens 80 mm<br />
Bohlen : Schnittholz mit einer Dicke von mindestens 40 mm, die große Querschnittsseite ist<br />
mindestens doppelt so groß wie die kleine<br />
Kantholz : quadratischer oder rechteckiger Querschnitt mit einer Seitenlänge von mindestens<br />
60 mm, dabei ist die große Querschnittsseite höchstens 3 mal so groß wie die kleine<br />
Kreuzholz : es müssen 4 Stück aus einem R<strong>und</strong>holz geschnitten werden <strong>und</strong> im Mark über<br />
Kreuz getrennt sein, jede Querschnittsfläche muß größer als 32 cm² sein<br />
Balken : Kanthölzer, dessen größere Querschnittsseite mindestens 200 mm breit ist.<br />
Nach der Länge:<br />
Normallänge : ca. 3 bis 6 m<br />
Kürzungen : 2 bis 3 m<br />
Überlängen : 5 bis 8 m<br />
Nach der Kantenbeschaffenheit:<br />
besäumte Ware <strong>und</strong> unbesäumte Ware<br />
als Schwarten gibt es Brett- bzw. Randschwarten, besäumt oder unbesäumt<br />
Nach Erzeugung <strong>und</strong> Verwendung:<br />
Rifts : Jahrringe 60 bis 90 °<br />
Halbrifts : Jahrringe 30 bis 60 °<br />
Rohhobler : parallel besäumte Bretter <strong>und</strong> Bohlen, geeignet zur Erzeugung von<br />
Hobelware<br />
Rohfriesen : parallel besäumte ungehobelte mit Übermaß versehene<br />
Laubholzzuschnitte, an den Enden gekappt <strong>und</strong> auf gleiche Dicke geschnitten, zur<br />
Parkettherstellung geeignet<br />
Parkett : allseitig gehobelt bzw. gefräst , mitunter zu Verlegeeinheiten verklebt oder<br />
auf Trägermaterial aufgeleimt<br />
Spaltware : durch Auftrennen z. B. auf Trennbandsägen aus prismierter oder parallel<br />
besäumter Ware in Längsrichtung, sogenannter Battens mit einer Dicke von 50,8 bis
228,6 mm gleich 2 bis 9 engl. Zoll<br />
Schwellen : drei- oder vierseitig bearbeitete Schnittstücke<br />
Hobelware : drei- oder vierseitig gehobelte Ware, auch mit Profilen<br />
Rauhsp<strong>und</strong> : nur schmalseitig gehobelt, in der Regel mit Nut <strong>und</strong> Feder<br />
Leimholz : auch Brettschichtholz (BS) oder Lamellenholz<br />
- Lamellen werden unter Druck schichtweise zu stabilen Bauteilen verleimt<br />
- vorher gehobelt, getrocknet, <strong>und</strong> Fehler herausgeschnitten<br />
- auch Herstellung von gekrümmten oder sogar r<strong>und</strong>en Bauteilen möglich<br />
- Herstellung endloser Bauteile<br />
<strong>4.</strong>3.1.6. Verwendung von Schnittholz<br />
Nachteil:<br />
- Keilverzinkungsanlage kostet<br />
500 TDM<br />
Vorteile:<br />
-<br />
dimension<br />
sstabil<br />
<strong>und</strong><br />
paßgenau<br />
- beliebige<br />
Längen<br />
Formen<br />
<strong>und</strong><br />
Profile<br />
- keine<br />
Verdrehun<br />
gen <strong>und</strong><br />
Risse<br />
in der Bauwirtschaft<br />
für tragende Konstruktionen wie Dachstühle <strong>und</strong> Fachwerke<br />
im Ingenieurholzbau<br />
für Spezialbauwerke wie Hallen <strong>und</strong> Lok-Schuppen<br />
im Hausbau<br />
für Treppen, Fußböden, Geländer, Wand- <strong>und</strong> Deckenverkleidung<br />
für Fenster, Türen, Rolläden, Tore <strong>und</strong> Pergolen<br />
im Möbelbau<br />
für Gleis-, Weichen- <strong>und</strong> Brückenschwellen, für Feld- <strong>und</strong> Industriebahnen <strong>und</strong><br />
Baggerschwellen<br />
im Waggon- <strong>und</strong> Fahrzeugbau<br />
für Holzboote <strong>und</strong> Decksaufbauten<br />
im Bergbau als Grubenr<strong>und</strong>holz <strong>und</strong> Grubenschnittholz<br />
im Packmittelbau<br />
im Modellbau, Spielwaren <strong>und</strong> Kunstgewerbe, Sportgeräte, Musikinstrumente<br />
<strong>4.</strong>3.2. Furnierindustrie<br />
<strong>4.</strong>3.2.1. Geschichte der Furnierindustrie<br />
Furniere bestehen aus "unvergütetem Vollholz mit einer Dicke kleiner gleich 5 mm <strong>und</strong> einer<br />
Breite größer gleich 80 mm, welche durch spanloses oder spanendes Schneiden aus Rohholz
hergestellt werden", gemäß Holzlexikon, S. 263.<br />
Die Geschichte der Furniererzeugung beginnt bereits in den Jahren 4000 - 3000 v.u.Z., damals<br />
wurden schon Furniere mit Hilfe von Handsägen hergestellt. Aus dem Jahre 1340 v.u.Z.<br />
stammt eine Truhe aus Zedernholz mit Ebenholz belegt, um besonders wertvolle <strong>und</strong> schöne<br />
Hölzer soweit wie möglich für Ansichtsflächen zu nutzen.<br />
In der Folgezeit kam es zu einem rasanten Aufschwung der Furnierindustrie durch die<br />
aufkommende Motorisierung:<br />
1825 Furnierherstellung mit Kreissägen<br />
1834 Furnierherstellung mit Messermaschinen<br />
1844 Furnierherstellung mit Schälmaschinen<br />
Weitere Bedeutung erlangte die Furniererzeugung, als es technisch möglich wurde,<br />
Lagenhölzer herzustellen:<br />
1893 wurde durch HAUSMANN die erste Sperrholzplatte aus 3 bis 5 Buchenfurnieren<br />
hergestellt, verwendet z.B. für Faßdeckel <strong>und</strong> Sitzplatten<br />
Vorteile: geringeres Gewicht, formstabil<br />
1989 gab es in der DDR 4 Messerwerke in Berlin-Karlshorst, Leipzig-Wiederitzsch, Böhlitz-<br />
Ehrenberg <strong>und</strong> Eisenberg, welche inzwischen nicht mehr existieren.Von den 9<br />
Schälfurnierwerken in Gernrode, Ilsenburg, Neu-Zauche, Wesenberg, Bad Kösen, Karlshorst,<br />
Loitz, Geisa <strong>und</strong> Mengersgereuth existieren nur noch 4, u. a. in Loitz <strong>und</strong> Gernrode.<br />
Hinzugekommen ist das Furnierwerk Prignitz in Brandenburg.<br />
Der Holzverbrauch der deutschen Furnierwerke lag 1998 bei 388 Tm³. Daran war Laubholz mit<br />
256 Tm³, Nadelholz mit 83 Tm³ <strong>und</strong> der Import mit 18 Tm³ beteiligt.<br />
In den alten B<strong>und</strong>esländern war die Branche durch rohstofforientierte mittelständige Betriebe<br />
geprägt, z.B.<br />
in Unterfranken mit Eiche (Nordbayrischen Furnierwerke in Unsleben)<br />
im hessischen Mittelgebirge mit Buche<br />
in Niedersachsen durch Hafennähe <strong>und</strong> Binnenwasserstraßen bedingt mit Tropenholz<br />
Nach GRAMMEL existierten 1989 in den alten B<strong>und</strong>esländern ca. 30 Messerfurnierwerke <strong>und</strong><br />
ca. 55 Schälfurnierwerke<br />
Die Anzahl der Betriebe ist stark rückläufig wie ein Vergleich mit den Werten von 1975 zeigt.<br />
Damals gab es noch 75 Schälfurnierwerke <strong>und</strong> 40 Messerfurnierwerke. Dieser Strukturwandel<br />
wurde durch den zunehmenden Export von Fertigfurnieren aus Übersee begünstigt.<br />
<strong>4.</strong>3.2.2. Verfahren der Furnierherstellung<br />
Furniere werden gr<strong>und</strong>sätzlich nach 3 Verfahren hergestellt:<br />
als Schälfurnier<br />
als Messerfurnier<br />
als Sägefurnier<br />
Sägefurniere mit einer Dicke von 1 mm bis 5 mm werden im Horizontalgatter mit einer<br />
Einblattsäge bei einer Sägeblattdicke von 0,9 - 1,3 mm hergestellt. Ausbeute <strong>und</strong> Leistung sind<br />
gering. Eine Vorbehandlung des Holzes ist nicht nötig. Dieses Verfahren wurde früher häufig<br />
angewendet, ist jetzt aber es rückläufig, da nicht wirtschaftlich. Es ist das älteste Verfahren der<br />
Furnierherstellung. Sägefurniere sind die besten <strong>und</strong> teuersten Furniere. Teuer sind sie wegen<br />
der hohen Schnittverluste durch das spanende Abheben (die Fugenbreite beträgt bis 1,3 mm).
Die besten Furniere sind es deshalb, weil dieses Verfahren nur bei wertvollen Hölzern<br />
angewendet wird, die beim Dämpfen oder Kochen Wertminderungen z.B. in Form von<br />
Verfärbungen erfahren oder für Zwecke benötigt werden, wo Risse unzulässig sind, z.B. für<br />
Musikinstrumente.<br />
Messerfurniere werden auf horizontal <strong>und</strong> vertikal schneidenden Messermaschinen spanlos in<br />
Stärken von 0,35 bis 1,9 mm hergestellt.Es erfolgt ein ziehender Schnitt, indem das zu<br />
bearbeitende Holz in einem Winkel von 75° bis 80° z ur Bewegungsrichtung steht. Dabei stehen<br />
Messer <strong>und</strong> Druckbalken fest, während sich das Holz von oben nach unten oder umgekehrt<br />
darüber bewegt. Auch horizontal kann gemessert werden. Ebenso könnte das Messer gegen<br />
das Holz bewegt werden. Gebräuchlichste Methode ist das vertikale Messern, indem der<br />
Furnierblock von unten nach oben gegen das Messer bewegt wird.<br />
Wenn gegen die Faser gemessert werden müßte, dann wird der halbe Block noch einmal in<br />
zwei Viertelblöcke gesägt <strong>und</strong> so gedreht, daß nicht gegen die Faserrichtung gemessert<br />
werden muß (wegen der Rauhigkeit der Furnieroberfläche).<br />
Vier Methoden des Messern gibt es:<br />
Flachmessern 1<br />
Echt-Quartier-Messern 2<br />
(Quartier kommt von ein<br />
Viertel)<br />
Flach-Quartier-Messern 3<br />
Faux-Quartier-Messern 4 (Faux<br />
bedeutet falsch)<br />
Schälfurniere werden hergestellt, indem sich das Holz um einen Drehpunkt innerhalb oder<br />
außerhalb des Holzes gegen ein Messer bewegt. Diese Methode der Furnierherstellung ist die<br />
rationellste mit größter Ausbeute <strong>und</strong> geringstem Zeitaufwand. Beim konzentrischen <strong>und</strong> beim<br />
exzentrischen Schälprozess wird der Stamm wie bei einer Drehbank zwischen den Pinnolen<br />
eingespannt <strong>und</strong> dreht sich gegen ein feststehendes Messer <strong>und</strong> gegen eine Druckleiste, die<br />
ein vorauslaufendes Reißen des Furnierblattes vermindern soll. Die Druckleiste wird ungefähr<br />
auf Furnierdicke eingestellt <strong>und</strong> befindet sich kurz vor dem Messer. Sie ist nur bei spanenden<br />
Verfahren, wie Messern <strong>und</strong> Schälen nötig. Am Ende des Prozesses verbleibt eine Restrolle<br />
unterschiedlichen Durchmessers. Vom Durchmesser der Pinnole ist der Durchmesser der<br />
Mindestrestrolle abhängig, in Loitz ist der kleinste Pinnolendurchmesser 90 mm. Die<br />
Bearbeitungslängen liegen zwischen 0,80 m <strong>und</strong> 5,20 m. Die Pinnolenabstände sind variabel.<br />
Wie das Furnier abgeschält wird, so wird es auf der anderen Seite als "Endlosband" wieder<br />
aufgewickelt oder je nach Umfang der Holzrolle nach jeder vollen Umdrehung geklippt. Dann<br />
liegen beim Stapeln eventuelle Holzfehler alle übereinander. Die Arbeitsgeschwindigkeit liegt<br />
zwischen 100 <strong>und</strong> 200 m/min, je nach Furnierstärke.<br />
Die zur Druckleiste zeigende Seite ist die "geschlossene Seite", die von der Druckleiste<br />
abgewandte Seite ist die "offene Seite" (hängt mit der Rißbildung zusammen). Während die<br />
Messerfurniere tangentiale <strong>und</strong> radiale Schnittbilder zeigen <strong>und</strong> auf die Blockbreiten beschränkt<br />
sind, gibt es bei Schälfurnieren unregelmäßig breite Früh- <strong>und</strong> Spätholzzonen.<br />
Dabei wird ein endloses Furnierband erzeugt in Stärken zwischen 0,5 bis 3 mm, aber auch<br />
Mikrofurniere zwischen 0,08 <strong>und</strong> 0,1 abei wird ein endloses mm auf Spezialpapier<br />
kaschiert.Schälfurniere werden weiterverarbeitet zu Sperrholz, Spankörben, Kisten <strong>und</strong><br />
Zündhölzern.<br />
Folgende 6 Einspannverfahren sind gebräuchlich:<br />
-Konzentrisch-Schälen (in der Mitte eingespannt)<br />
-Exzentrisch-Schälen (außermitte, aber im Holz eingespannt)<br />
-Stay-Log-Schälen des r<strong>und</strong>en Blockes (außermitte <strong>und</strong> außerholz eingespannt) Der<br />
Furnierblock wird auf einen zentrisch gelagerten Stahlgußbalken gesetzt. Zu diesem
Zweck werden 2 Nuten längs in das Holz gefräst. In diesen Nuten wird von einer<br />
durchgehenden <strong>und</strong> einer unterbrochenen Federleiste das Holz gehalten. Die Größe<br />
der Außermittigkeit kann wahlweise eingestellt werden. Beim Schälen entsteht durch<br />
den großen Radius ein messerfurnierähnliches Bild. Dieses in den 30er Jahren in<br />
den USA entwickeltes Verfahren des exzentrischen Schälens bestimmter Holzarten<br />
bietet die Möglichkeit auch schwächere Furnierstämme zu schälen. Ausbeute,<br />
Furnierqualität, Kosten <strong>und</strong> Preise sind dabei mit Messerfurnieren vergleichbar.<br />
-Stay-Log-Schälen eines Viertelblockes (am Radius des Viertelblockes eingespannt,<br />
es entstehen dabei Riftfurniere, sog. "Streifer")<br />
-Stay-Log-Schälen eines Drittelblockes (am Umfang des Drittelblockes eingespannt,<br />
es entstehen dabei Furniere mit blumiger Zeichnung: "aus dem Herz schälen eines<br />
Drittelblockes")<br />
-Stay-Log-Schälen auch eines Viertel- oder Halbblockes, am Umfang eingespannt<br />
gleich Blume-Schälen über Kern außerdem R<strong>und</strong>schälen über den Splint, im Kern<br />
eingespannt wie konzentrisch im ganzen Stück geschält.<br />
Sonderfurniere:<br />
Stockmaserfurniere, z.B. werden von Nußbaum Wurzelstöcke gemessert<br />
Radialfurnier, ein Schälfurnier wird wie beim Bleistiftspitzen abgedreht<br />
Stamm-Maserfurniere werden geschält, z.B. Birke, Esche, Vogelaugenahorn<br />
Pyramidenfurniere sind gemesserte Zwieselansätze, z.B. von Nußbaum <strong>und</strong> Mahagoni (Khaya<br />
ausgestellt im S2)<br />
Maserknollenfurnier <strong>und</strong> Austernfurnier<br />
Die Zusammenfassung der wichtigsten Herstellungs- <strong>und</strong> Einspannverfahren für Furniere<br />
befindet sich auf<br />
Beispiele für erzeugte Texturen:<br />
- Pommele` : Buche, Makore`<br />
- feingeriegelt: Ahorn<br />
- Rift : Nadelhölzer, Ringporer<br />
Besondere Furnierbezeichnungen nach der späteren Verwendung:<br />
Deckfurniere sind Furniere, die an der Fertigware sichtbar innen oder außen sind.<br />
Blindfurniere (auch Unterfurniere) werden diagonal <strong>und</strong> quer zur Faserrichtung unter<br />
rißempfindliche Deckfurnier geleimt um Rißbildungen im Deckfurnier zu vermeiden. Kreuzfugen<br />
<strong>und</strong> Intarsien werden auch unterfurniert. Die Wirksamkeit der Absperrung wird erhöht. Als<br />
Unterfurnier werden minderwertige Furniere mit gleichmäßiger Struktur verwendet, z.B. von<br />
Pappel, Linde, Nußbaum, Ahorn. Auch Gewebe oder andere faserige Laminate können zur<br />
Verbesserung der Formbeständigkeit verwendet werden.<br />
Absperrfurniere werden quer zur Faserrichtung unter Deckfurniere <strong>und</strong> Massivhölzer gelegt. Sie<br />
verhindern das Quellen <strong>und</strong> Schwinden bei Sperrholz <strong>und</strong> Verb<strong>und</strong>platten aus Stabmittellagen.<br />
Es handelt sich also ein schubfestes Verbinden von mindestens 3 Holzlagen.<br />
Gegenfurniere werden bei einseitig deckfurnierten Werkstoffen auf der Gegenseite zur<br />
Verhinderung von Verziehungen ohne dekorative Ansprüche aufgeleimt.<br />
<strong>4.</strong>3.2.3. Holzarten <strong>und</strong> Qualitätsanforderungen<br />
Wichtige in- <strong>und</strong> ausländische Holzarten für die Furnierherstellung nach verschiedenen<br />
Verfahren sind:<br />
Messerfurniere : Eiche, Esche, Ulme, Nußbaum, Kirsche, Birne, Buche, Lärche, Kiefer, Fichte,<br />
Douglasie <strong>und</strong> viele tropische Holzarten wie Mahagoni, Palisander <strong>und</strong> Teak<br />
Schälfurniere : Buche, Pappel (Italien), Birke (Finnland), Kiefer, Fichte, Douglasie (Kanada) <strong>und</strong><br />
viele tropische Laubhölzer wie Okoumè, Abachi, Limba, Meranti (mehr als Kantelholz)
Anforderungen an die Qualität des R<strong>und</strong>holzes: gemäß der Güteklassen F, TF, SS, TS<br />
innerhalb von A werden besonders Astreinheit, Beulenfreiheit, Geradschaftigkeit, gleichmäßiger<br />
Jahrringaufbau, Durchmesser über 35 cm, Länge über 2 m, Reinheit, Farbe <strong>und</strong> Struktur<br />
gefordert.<br />
Furnier- <strong>und</strong> Schälholz wird meist auf Versteigerungen <strong>und</strong> Submissionen verkauft.<br />
<strong>4.</strong>3.2.<strong>4.</strong> Vorbereitung <strong>und</strong> Nachbereitung von Furnierholz<br />
Zur Vorbereitung des Furnierholzes gehört die richtige Lagerung im Walde <strong>und</strong> im Furnierwerk<br />
z.B. als Wasserlagerung oder Beregnung. Auch das Schützen von Stirnflächen durch<br />
Einschlagen von S-Haken oder Wellband, durch Auftragen von Schutzschichten, früher aus<br />
Latex jetzt aus Paraffin, gehört zur Vorbereitung.<br />
Nach dem Entrinden, Fräsen <strong>und</strong> Zurichten erfolgt das Dämpfen oder Kochen (eigentlich<br />
Kochen, da das Holz immer im Wasser liegen muß) in Dämpfgruben bei Temperaturen<br />
zwischen 70 <strong>und</strong> 90° C, z.B. Esche 50 bis 55 St<strong>und</strong>en bei 85 bis 90°C oder Erle bei 87 ° <strong>und</strong><br />
100 St<strong>und</strong>en. Die Kochdauer beeinträchtigt die Farbe, so wird Esche gelb, Eiche dunkel, Buche<br />
rötlich. Die Farbgebung wird neuerdings weniger durch Beizen als durch die Dauer des<br />
Kochprozesses beeinflußt.<br />
Rezepte über Dauer <strong>und</strong> Temperatur sind meist Betriebsgeheimnis. Der Fasersättigungspunkt<br />
muß dabei erreicht werden. Zweck von Dämpfen oder Kochen ist es einerseits, das Holz zu<br />
erweichen, um es schäl- oder messerfähig zu machen <strong>und</strong> andererseits, um eine bestimmte<br />
Farbgebung zu erreichen. Ahorn wird wegen der ungewollten Verfärbung nicht gekocht, bzw. in<br />
Ausnahmefällen gewollt verfärbt.<br />
Nach dem Dämpfen oder Kochen erfolgt das Hobeln der Furnierblöcke, da sie sich inzwischen<br />
verzogen haben.<br />
Zur Nachbereitung der Fertigware gehören:<br />
Trocknen<br />
Bügeln<br />
auf genormte Länge <strong>und</strong> Breite klippen<br />
Fehler herausklippen<br />
zu schmale Reststücke stumpf zusammenkleben bzw. nähen<br />
Messen<br />
Bündeln <strong>und</strong> Verpacken<br />
Die Aufarbeitungskosten in einer Lohnmesserei liegen etwa bei 1000 DM/m (von 800<br />
DM bei Buche bis 1200 DM bei Ahorn, je nach Holzart verschieden).<br />
Die Ausbeute beträgt ca. 800 m 2 /m 3 R<strong>und</strong>holz je nach Holzart des Furnierblattes <strong>und</strong> bei<br />
Furnierdicken von 0,56 bis 0,62 mm.<br />
<strong>4.</strong>3.2.5. Verwendung von Furnieren<br />
Die Weltproduktion an Furnieren betrug 1993 ca. 3,4 Mio m 3 . Produktion <strong>und</strong> Verbrauch sind in<br />
den Kontinenten z.T. sehr unterschiedlich in Mio m³:<br />
Produktion Verbrauch<br />
Afrika 0,5 0,25<br />
N.-Amerika 0,9 0,65<br />
S.-Amerika 0,3 0,2<br />
Asien 0,7 1,0
Europa 1,0 1,3<br />
Deutschland 0,48 0,59<br />
Deck- <strong>und</strong> Absperrfurniere werden vorwiegend in der Möbelindustrie verwendet. Schälfurniere,<br />
insbesondere aus Buche, finden Einsatz als Sperrholz, für Formteile wie<br />
Schichtholzfederleisten, Sitzplatten für Stühle, Lehnen <strong>und</strong> Tischplatten.<br />
<strong>4.</strong>3.3. Sperrholz<br />
Sperrholz ist nach DIN 68705 ein plattenförmiger Holzwerkstoff, der aus mehreren<br />
aufeinandergeleimten Holzlagen hergestellt wird (gegeneinander gegen Quellen <strong>und</strong><br />
Schwinden abgesperrt).<br />
Das Quellen <strong>und</strong> Schwinden in Plattenebene wird dabei auf die Längsschwindwerte der<br />
entsprechenden Holzart herabgemindert. Sperrholz (auch Furnierplatten) ist Lagenholz, bei<br />
dem die Faserrichtung der Furniere von Schicht zu Schicht im Winkel von 90° zueinander liegt.<br />
Bei Lagenholz liegen die Schichten alle in einer Richtung.<br />
Die industrielle Produktion erfolgte seit 1893. Gr<strong>und</strong>lage hierfür war die seit 1850 entwickelte<br />
Schältechnik. Sperrholz wird meist aus konzentrischem Schälfurnier hergestellt.<br />
Sperrholzabmessungen: Dicken von 4 bis 20 mm<br />
Länge <strong>und</strong> Breite in Faserrichtung der äußeren Furnierlagen ca. 1000 bis 3000 mm<br />
Die erste serienmäßig hergestellte Sperrholzplatte um die Jahrh<strong>und</strong>ertwende produziert.<br />
Verwendung:<br />
im Möbel- <strong>und</strong> Innenausbau (für Füllungen, Böden, Rückwände, Türen <strong>und</strong> Verkleidungen)<br />
für Verpackungsmittel (Kisten, Kleincontainer)<br />
als technisches Sperrholz im Fahrzeug-, Gehäuse- <strong>und</strong> Behälterbau (Container)<br />
sowie im Baugewerbe als Schalungstafeln.<br />
Die Sperrholzproduktion in der B<strong>und</strong>esrepublik Deutschland lag im Jahre 1998 bei 428 Tm 3 .<br />
Ihre Tendenz ist eher stagnierend, denn es gibt Konkurrenz durch plattenförmige<br />
Holzwerkstoffe <strong>und</strong> durch Sperrholzimporte aus folgenden Ländern:<br />
Finnland in Birke<br />
Balkan in Buche<br />
Italien in Pappel<br />
USA in Oregonpine <strong>und</strong> Pitchpine<br />
Korea <strong>und</strong> Malaysia in Meranti<br />
Afrika in Limba, Macore <strong>und</strong> Okume<br />
Deutschland hat sich auf 11- bis 27-lagige Multiplexplatten für Container, Werkbänke <strong>und</strong><br />
Fahrzeuge spezialisiert. In 3-lagigem dünnen Sperrholz sind wir nicht mehr konkurrenzfähig.<br />
<strong>4.</strong><strong>4.</strong> Verwendung des Holzes in der Platten- <strong>und</strong> Zellstoffindustrie<br />
<strong>4.</strong><strong>4.</strong>1. Geschichte der Platten- <strong>und</strong> Zellstoffindustrie<br />
Im wesentlichen handelt es sich hierbei um Plattenherstellung im weitesten Sinne. Ab 1893<br />
wurden Hartfaserplatten durch einen chemisch-mechanischen Aufschluß, ähnlich der<br />
Zellstoffindustrie, hergestellt.<br />
1941 begann die industrielle Spannplattenproduktion in Bremen<br />
1942 nahmen die Westdeutschen Sperrholzwerke in Wiedenbrück <strong>und</strong> die Sperrholzwerke in<br />
Mannheim die Spanplattenproduktion auf<br />
In den neuen B<strong>und</strong>esländern existierten vor der Wende 16 Spanplattenanlagen <strong>und</strong> 6<br />
Faserplattenanlagen z.B. in Klosterfelde, Tangermünde, Leipzig, Gotha, Gernrode, Beeskow,
Loitz, <strong>und</strong> Wesenberg. In Ribnitz-Damgarten existierte Europas erste MDF-Anlage. Geblieben<br />
sind von diesen Werken nur die Anlagen in Gotha <strong>und</strong> Beeskow. Neu hinzugekommen sind<br />
moderne Werke in Heiligengrabe <strong>und</strong> Lampertswalde. Außerdem wurden die vorhandenen<br />
Werke modernisiert <strong>und</strong> erweitert. In Zary (Polen, unweit der Grenze) ist ein Werk entstanden,<br />
welches sowohl Spanplatten, als auch MDF- <strong>und</strong> OSB-Platten herstellt.<br />
Der Plattenmarkt in Deutschland wird im wesentlichen von den Herstellergruppen Glunz, Bison,<br />
Pfleiderer, Hornitex <strong>und</strong> Kronotex/Kronospan beherrscht.<br />
Holz ist auf Gr<strong>und</strong> folgender besonderer Eigenschaften ein vorzüglicher geeigneter Baustoff:<br />
Härte, Elastizität, Bearbeitbarkeit, Farbe, Struktur, Schalldämmung, Wärmedämmung,<br />
Umweltfre<strong>und</strong>lichkeit<br />
Nachteile:<br />
-<br />
Dimensionsinstabilitä<br />
t bei<br />
Feuchtigkeitsveränd<br />
erungen<br />
- ungenügende<br />
Dauerhaftigkeit bei<br />
Verwendung im<br />
Freien<br />
- Inhomogenität<br />
- geringe<br />
Abmessungen als<br />
flächendeckender<br />
Körper<br />
- Fehlerhaftigkeit<br />
Durch Umwandlung von Holz in Holzwerkstoffe können diese Nachteile weitgehend<br />
aufgehoben werden:<br />
- es entstehen homogene Rohstoffe beliebiger Abmessungen<br />
- mit hoher Formstabilität, z.B. verbesserter statischer Eigenschaften<br />
- Züchtung spezieller Eigenschaften bei Dämmplatten, Akustikplatten<br />
Definition aus Lexikon: ... ein flächiger plattenförmiger Holzwerkstoff, der aus zerkleinerten,<br />
vorwiegend zerspaltenen Holz oder anderen ligno-cellulosehaltigen Ausgangsstoffen hergestellt<br />
wird.<br />
Im Bereich Zellstoff-Papier gab es in der DDR 122 Betriebe, davon erzeugten:<br />
8 Betriebe Holzschliff, z.B. in Schwedt <strong>und</strong> Kriebstein<br />
114 Betriebe Papier <strong>und</strong> Pappe<br />
10 Betriebe Zellstoff, davon 7 Sulfitanlagen (z.B. in Blankenstein <strong>und</strong> in Schwedt) <strong>und</strong> 3<br />
Sulfatanlagen (z.B. in Trebsen)<br />
wobei in 2 von 7 Sulfitanlagen Buchentextilzellstoff erzeugt wurde, nämlich in Pirna <strong>und</strong> in<br />
Wolfen.<br />
Nach der Wende wurden 7 der 9 Zellstoffwerke geschlossen, insbesondere wegen der<br />
ungenügenden Beherrschung des Ablaugenproblems. Eine ähnliche Situation bestand auch<br />
auf dem Holzschliffsektor wegen der ungenügenden Produktivität der Anlagen.<br />
Es gab den Neubau von 2 großen Papierfabriken in Schwedt <strong>und</strong> in Kopsa mit 100 %igen<br />
Altpapier- <strong>und</strong> Zellstoffeinsatz, aber keinem Waldholzeinsatz.<br />
Das einziges Zellstoffwerk in den neuen B<strong>und</strong>esländern befindet sich in Blankenstein. Dieses<br />
Werk wurde 1999 vom Sulfitverfahren auf das Sulfatverfahren umgerüstet <strong>und</strong> erlaubt neben<br />
der Verarbeitung von Fichten-Industrieholz auch den Einsatz von Kiefern-Industrieholz. Der<br />
jährliche Holzbedarf liegt bei 1,4 Mio. m³. Daraus werden 280 Tt Zellstoff erzeugt.
Die Wiederinbetriebnahme des Zellstoffwerkes Pirna durch ein russische Unternehmen konnte<br />
bisher nicht realisiert werden..<br />
Bereits 1990 wurde ein neues Zellstoffwerk in Wittenberge konzipiert. 1992 lebte dieser<br />
Gedanke wieder auf. Im umweltfre<strong>und</strong>lichen Organocell-Verfahren sollten nach diesen<br />
Vorstellungen 1,3 Mio fm Holz verbraucht werden. Zur Förderung dieses Investitionsvorhabens<br />
hatten sich verantwortliche Vertreter der Länder Brandenburg, Niedersachsen, Mecklenburg-<br />
Vorpommern <strong>und</strong> Sachsen-Anhalt zusammengef<strong>und</strong>en. Damit sollte der volkswirtschaftliche<br />
Unsinn des Holz-Tourismus nach Skandinavien <strong>und</strong> der Rückführung von Zellstoff eingedämmt<br />
werden.<br />
In Stendal führte der norwegische Papier-Konzern Kvaerner am 16.12.1997 den ersten<br />
Spatenstich aus.<br />
Größtes deutsches Unternehmen ist die PWA (Papierwerke Aschaffenburg), welches sich mit<br />
der SCA (Svenska Celluosa Aktiebolaget) zusammengeschlossen hat zur SCA Holz-GmbH <strong>und</strong><br />
konzerneigene Zellstoffwerke in Mannheim, Stockstadt <strong>und</strong> Hallein hat.<br />
<strong>4.</strong><strong>4.</strong>2. Plattenförmige Holzwerkstoffe<br />
Holzwolle-Leichtbauplatten<br />
Die Holzwolle-Leichtbauplatte ist auch unter dem volkstümlichen Namen "Sauerkrautplatte"<br />
oder "Heraklit" bzw. abgekürzt unter "HWL-Platte" bekannt.<br />
Hauptinhaltsstoffe: Holzwolle, d.h. lange, flache Holzspäne in einer Breite von 0,5 bis 4 mm <strong>und</strong><br />
einer Stärke von 0,03 bis 0,5 mm <strong>und</strong> mineralische Bindemittel.<br />
Herstellung: aus R<strong>und</strong>holz o.R. , 2, 00 m lang, Durchmesser 14 bis 28 cm, früher Holzwolleholz<br />
lt. TGL, heute auch Verwendungssorte,<br />
Holzarten: Fi, T, Ki, Aspe (ehemals aus Rußland)<br />
Verwendung:<br />
- beim Bau von<br />
Zwischenwänden<br />
- als Putzträger von<br />
Holzbalkendecken<br />
- für Dachausbauten<br />
- zur Wärmeisolierung<br />
- für Akustikplatten<br />
- für verlorene Schalung<br />
Die HWL-Platte wird auch als Verb<strong>und</strong>platte mit Styropor-Mittellage zur besseren<br />
Wärmeisolierung <strong>und</strong> damit zur Aufstockung der gesunkenen Marktanteile produziert.<br />
Die Produktion der Platten erfolgt in wenigen spezialisierten Betrieben, in Brandenburg sind es<br />
die Werke Sperenberg <strong>und</strong> Liebenwalde der Fa. Schwenk-Dämmtechnik, sie hält 30 % der<br />
Marktanteile, Fa. Heraklit hält 70 % der Marktanteile in Deutschland, der Name der Firma gilt<br />
gleichzeitig auch als inoffizielle Produktbezeichnung.<br />
Faserplatten<br />
Unter Dampfdruck wird bei hoher Temperatur das natürliche Gefüge mechanisch zerfasert.<br />
Unter Zugabe von Bindemitteln werden Platten gepreßt, wobei die natürliche Faserverbindung<br />
genutzt wird (hier Übergang zu chemischer Holzverwertung). Außer Holz lassen sich alle<br />
Faserstoffe wie z.B. Abgase (Zuckerrohr), Stroh, Altpapier usw. dafür verwenden.<br />
Holzarten: vorwiegend Nadelholz, besonders Fichte <strong>und</strong> Kiefer, auch Laubholz, besonders<br />
Buche, auch Sägeresthölzer werden eingesetzt.<br />
Herstellung:
Im Naßverfahren erfolgt eine Zerfaserung unter Wasserzugabe in Mühlen bzw. in Refinern mit<br />
anschließendem Entwässern, Sortieren <strong>und</strong> unter Leimzugabe. Erkennbar ist die im<br />
Naßverfahren hergestellte Faserplatte am Siebmuster auf der Rückseite.<br />
Beim Naßverfahren besteht hoher Wasserbedarf <strong>und</strong> es gibt Abwasserprobleme.<br />
Für das Trockenverfahren sind geringe Preßzeiten, geringer Dampf- <strong>und</strong> Stromverbrauch <strong>und</strong><br />
höherer Bindemittelbedarf zu verzeichnen (da bei der trocknen Zerfaserung ein Teil der Fasern<br />
zerstört wird).<br />
Spanplatten<br />
Rohstoffe: gr<strong>und</strong>sätzlich sind alle Holzarten verwendbar; schwere, harte <strong>und</strong> inhaltsreiche<br />
konnten anfangs nicht oder nur mit geringen Anteilen verwertet werden. Heute werden wegen<br />
des Industrieholzüberangebotes vorwiegend Nadelhölzer wie Fichte, Kiefer <strong>und</strong> Tanne<br />
verwendet. Von den Laubhölzern kommt hauptsächlich Buche zum Einsatz. Die Entrindung<br />
findet beim Verbraucher statt. Aus Preisgründen werden auch Industrieresthölzer wie<br />
Schwarten, Spreißel, Furnierabfälle, Schäl- <strong>und</strong> Hobelspäne sowie Hackschnitzel verwendet.<br />
Arbeitsgänge:<br />
- Zerspanung: Spanform <strong>und</strong> Spangröße haben entscheidenden Einfluß auf die Plattenqualität,<br />
unterschiedliche Spänequalität wird an Deckschichten <strong>und</strong> Mittellagen gestellt, im ersten<br />
Arbeitsschritt werden Hackschnitzel hergestellt, die nachfolgende Zerspanung erfolgt mit<br />
verschiedenen Spanertypen, je nach gewünschter Spanform.<br />
- Sortierung : Sichtung <strong>und</strong> gegebenenfalls Nachzerkleinerung<br />
- Trocknung: auf ca 5 % Holzfeuchte herabgetrocknet<br />
- Beleimung: die trockenen Späne werden mit 6 - 10 % Kunstharzleim vermischt, Leimarten :<br />
Harnstoffharze, Melaminharze, Phenolharze ( alles Formaldehydharze ), Isocyanate<br />
Verleimungstypen:<br />
V 100 beständig gegen hohe Luftfeuchte<br />
V 70 beständig gegen erhöhte Luftfeuchte (nicht wetterfest)<br />
V 20 zur Verwendung in Räumen mit niedriger Luftfeuchte<br />
Der Festharzanteil bestimmt die Platteneigenschaften, insbesondere die Dichte. Dieser Anteil<br />
wird mit der oberen Grenze von 10 % angesetzt.<br />
Einteilung in 3 Emissionsklassen nach Formaldehydabgabe aus dem Werkstoff in die Luft:<br />
Weitere Arbeitsgänge:<br />
E 1 kleiner 0,1 ppm<br />
Formaldehydabgabe aus dem<br />
Holzwerkstoff<br />
E 2 größer 0,1 bis 1,0 ppm<br />
E 3 größer 1,0 bis 2,3 ppm<br />
- Streuen von Deckschichten<br />
<strong>und</strong> Mittelschicht<br />
- Pressen in Einetagen- oder<br />
Mehretagenpressen oder auch<br />
Herstellung von Endlosplatten<br />
in Conti-Rol-Pressen, auch im<br />
Flachpreß <strong>und</strong> Strangverfahren<br />
- Reifelagerung<br />
- auf Formate schneiden,<br />
besäumen <strong>und</strong> schleifen
Spanplatten werden im Möbelbau <strong>und</strong> im Innenausbau verwendet.<br />
MDF – Platten<br />
MDF = Medium Density Fibreboard (mitteldichte Holzfaserplatte oder auch mittelharte<br />
Faserplatte) ist im Gegensatz zur Hartfaserplatte zweiseitig glatt.<br />
Diese Platte besteht aus Holzfasern, die mit Kunstharzleim verb<strong>und</strong>en sind. Die MDF-Platte<br />
vereinigt Vorteile <strong>und</strong> Merkmale der halbharten Faserplatte <strong>und</strong> der Spanplatte (also bessere<br />
mechanische, technologische <strong>und</strong> physikalische Eigenschaften, vergleichbar mit Vollholz,<br />
deshalb in manchen Bereichen Ersatz für dieses).<br />
Gleichmäßige Faserverteilung <strong>und</strong> Dichte über den gesamten Plattenquerschnitt führen zur<br />
perfektionierten Oberflächen- <strong>und</strong> Kantenbearbeitung. Das ist bei allen anderen Plattenarten<br />
nicht erreichbar, deshalb erfolgte eine starke Produktionssteigerung.<br />
Arbeitsgänge:<br />
- R<strong>und</strong>holz lagern<br />
- Entrinden z.B. in Trommelentrindungsanlagen<br />
- Hacken bzw. Fremdhackgut hinzufügen<br />
- Sieben, zu feine <strong>und</strong> zu grobe Teile aussortieren, anders verwenden bzw. noch einmal hacken<br />
- Späne waschen, kochen <strong>und</strong> Zermahlen in Refinern zu Fasern<br />
- Trocknen<br />
- Zugabe von Paraffin <strong>und</strong> Leimgemischen<br />
- Formen <strong>und</strong> Pressen im Contirol-Verfahren, Faserflies ca. 30 cm hoch bei einer Plattenstärke<br />
von 19 mm, übliche Plattenstärken 4 bis 40 mm<br />
- Kühlen, Stapeln, Schleifen, Formatschneiden<br />
- Beschichten, z.B. oben Leimblatt, dann Dekorpapier <strong>und</strong> Rückseite mit Gegenzugpapier<br />
(siehe Herstellungsschema)<br />
Holzarten:<br />
Laub- <strong>und</strong> Nadelhölzer, bevorzugt Kiefer oder Fichte, auch Waldhackschnitzel <strong>und</strong> Industrie-<br />
Resthölzer<br />
Verwendung:<br />
Möbelindustrie, insbesondere Seiten- <strong>und</strong> Frontteile, Schubkästen <strong>und</strong> Schranktüren, Rahmen<br />
<strong>und</strong> Innenausbau. Laminat-Fußboden mit hoher Abriebfestigkeit 6000 oder 9000<br />
Umdrehungen.<br />
Leime:<br />
Melamin-Harnstoff-Formaldehyd<br />
Phenol-Formaldehyd<br />
Tannin-Formaldehyd<br />
polymeres Diisocyanat<br />
Chemische Holzeigenschaften spielen eine Rolle, weil sie in den Aushärteprozeß eingreifen,<br />
insbesondere spielt der pH-Wert für die Dauer des Aushärteprozesses eine Rolle.<br />
OSB - Platten<br />
Oriented Strand Board<br />
"Strands" sind flache , längliche Späne mit einem Breiten-Längenverhältnis von 1 : 10<br />
"Board" gibt den Hinwies, daß es sich um einen plattenförmigen Werkstoff handelt,<br />
"oriented" bedeutet, daß diese Späne in der Platte ausgerichtet sind, sie sind nämlich in einer<br />
Ebene orientiert.<br />
Die Entwicklung dieses Produktes kommt aus den USA <strong>und</strong> aus Kanada, da das Aufkommen
von starken Nadelhölzern aus Naturwäldern zurückgeht bzw. diese Wälder unter Schutz gestellt<br />
worden sind. Aus diesem Gr<strong>und</strong>e wurde begonnen, aus schwächeren Hölzern <strong>und</strong> auch aus<br />
Resthölzern größere Bauteile herzustellen.<br />
Technische Eigenschaften: bestehend aus 3 bis 5 Schichten, gewöhnlich 8 - 22 mm dick, läßt<br />
sich wie Vollholz schrauben, nageln <strong>und</strong> bohren, vergleichsweise geringes Gewicht,<br />
Eigenschaften liegen zwischen Spanplatte <strong>und</strong> Sperrholz<br />
Verwendung :<br />
- Hausbau<br />
- für Dachschalung<br />
- Fußbodenverlegeplatte<br />
- Wandbekleidungen<br />
- stabile, langlebige <strong>und</strong> wiederverwendbare Verpackung<br />
- Warenregale im Ladenbau<br />
- generell anstelle von Sperrholz<br />
- Fahrzeugbau ( für Kofferaufsätze )<br />
- Möbelindustrie z. B. Federleisten<br />
Hersteller in Europa: Inverness (Schottland), Chatellereault (Frankreich), Sanem (Luxemburg,<br />
Zari in Polen (Nähe Grenzübergang Forst), Heiligengrabe (Brandenburg)<br />
- LSL (Intrallam) = Laminated Strand Lumber (Langspanholz)<br />
Bauholz aus verleimten Großspänen (Strands) 1 mm stark, bis zu 3 cm breite <strong>und</strong> 30 cm<br />
Länge, nicht aus Schälfurnierteilen hergestellt!<br />
Hergestellt in Plattenform mit Dicken von 30 bis 140 mm, in Abmaßen 2,40 m mal 10,70 m<br />
Verwendung:<br />
als Tür- <strong>und</strong> Fensterstürze, anstelle von Brettschichtholz, als Bindemittel Polyurethanleim, kein<br />
Formaldehyd<br />
- PSL (Parallam) = Parallel Strand Lumber (Furnierstreifenholz)<br />
Bauholz aus parallel verleimten Schälfurnierstreifen (Strands) von 3 mm Dicke, 13 mm breit <strong>und</strong><br />
2500 mm lang hergestellt in Balkenform mit Querschnitten bis zu 28 mal 49 cm <strong>und</strong> Längen bis<br />
zu 20 m.Die Strands dazu werden aus Schälfurnieren hergestellt, die in einer Breite bis zu 20<br />
mm geclipt werden.<br />
Diese Schälfurnierstreifen werden alle in die gleiche Richtung orientiert. Höhere<br />
Festigkeitswerte als Vollholz, da keine Fehlerstellen wie z.B. Astquirle. Tragende<br />
Konstruktionen können daher mit weniger Materialeinsatz als bei Vollholz oder Leimholz<br />
hergestellt werden.<br />
Besonderer Vorteil: fehlerlose Länge bis 20 m möglich<br />
Holzarten: Dou, Ki<br />
Leim: Phenol-Formaldehyd<br />
- LVL (Microllam)=Laminated Veneer Lumber (Furnierschichtholz)<br />
Bauholz aus faserparallel verleimten Schälfurnieren hergestellt zu Platten von 61 cm Breite bis<br />
24 m Länge, die Dicke ist gleich einem Vielfachem der eingesetzten Furnierdicke 2,5 bis 4,5<br />
mm, von 19 bis maximal 89 mm Furnierblätter in einer Breite von 61 cm bis 122 cm ähnelt dem<br />
finnischen Kerto-Schichtholz<br />
<strong>4.</strong><strong>4.</strong>3 Zellstoffherstellung<br />
Holzschlifferzeugung<br />
Nach der Art der Schlifferzeugung wird unterschieden in
- Steinschliff unter Verwendung von Schleifersteinen, Rohstoff ist r<strong>und</strong>es Holz<br />
- Refinerschliff auch Hackschnitzelschliff aus Hackschnitzeln, die mit speziellen Mahlgeräten<br />
(Refinern) zerfasert werden.<br />
Das verwendete Holz wird wegen des Produktionsprozesses auch als Schleifholz bezeichnet.<br />
Nach der Farbe des entstehenden Holzschliffes wird unterschieden in:<br />
- Weißschliff : Fi, T, Pa, Ki (wegen Harzgehalt nur beschränkt möglich) ohne Vorbehandlung<br />
des Holzes<br />
- Braunschliff : für harzreiche Nadelhölzer insbesondere Ki, Vorbehandlung des Holzes mit<br />
Wasser unter Druck bei höheren Temperaturen oder unter Dampfbehandlung<br />
- chemischer Schliff : Vorbehandlung des Holzes mit Chemikalien zum Auflockern des Lignins<br />
Zellstoffherstellung<br />
Lignin wird durch chemische Behandlung bei hohen Temperaturen unter Druck<br />
(Zellstoffkochung) aus dem Holz herausgelöst, so daß Zellstoff übrigbleibt. Dieser Stoff wird<br />
absichtlich nicht als Cellulose, sondern als Zellstoff bezeichnet, weil Zellstoff (als technischer<br />
Begriff) nicht rein ist, sondern außerdem aus Polyosen (Hemicellulose) <strong>und</strong> Restlignin besteht.<br />
Es gibt Papierzellstoff für Druck-, Schreib- <strong>und</strong> Zeitungspapiere, aus langfaserigem <strong>und</strong><br />
homogenen Holz <strong>und</strong> es gibt Kunstfaserzellstoff zur Weiterverarbeitung zu halbsyntethischen<br />
Fasern z.B. zu Viskose (Textilindustrie), insbesondere aus Buchen-Industrieholz hergestellt.<br />
Sulfitzellstofferzeugung<br />
Lignin wird durch Calciumbisulfit Ca(HSO 3 ) 2 ( Calciumhydrogensulfit) herausgelöst.<br />
Eigentlich müßte es Calcium-Bisulfitverfahren heißen. Auch Modifizierungen sind möglich, z.B.<br />
kann anstelle von Calcium auch Magnesium, Natrium <strong>und</strong> NH4 im Mehrstufenverfahren<br />
verwendet werden.<br />
Sulfatzellstofferzeugung<br />
Die Aufschlußchemikalien bestehen aus Natronlauge (NaOH) <strong>und</strong> Natriumsulfid (Na 2 S).<br />
Dieses Verfahren ist für alle Holzarten anwendbar, da sich im alkalischen Medium phenolische<br />
Substanzen <strong>und</strong> Harzsäuren lösen. Es stellt im Gegensatz zum Sulfitverfahren geringe<br />
Anforderungen an das Holz, an das Holzartenspektrum (auch Laubhölzer sind möglich), an den<br />
Entrindungszustand <strong>und</strong> an den Gerbstoffgehalt.<br />
Beim Verbrennen der Ablauge entsteht aus der Natronlauge Soda (Na 2 CO 3 ) <strong>und</strong> aus<br />
Natriumsulfid (Na 2 S) wird Natriumsulfat (Na 2 SO 4 ).<br />
Der Kochprozeß findet bei Temperaturen von 110°C bi s 180°C, die erhöhtem Druck in <strong>und</strong> bei<br />
pH-Werten von 13 bis 14 (also alkalisch) im Zeitraum von 2 bis 3 St<strong>und</strong>en statt.<br />
Andere Verfahren der Zellstofferzeugung<br />
ASAM-Verfahren: Alkali-Sulfitaufschluß mit Antrachinon <strong>und</strong> Methanol als<br />
Verstärkungschemikalien<br />
MD-Organosolv-Verfahren (Organocell): 1. Stufe : Aufschluß der Hackschnitzel bei 195 °C mit<br />
einer Methanol-Wasser-Mischung<br />
2. Stufe: weniger Methanol (CH3OH) <strong>und</strong> dafür zusätzlich 15 % Natronlauge sowie 0,2 %
Antrachinon<br />
Acetosolv-Verfahren (Acetocell-Verfahren): Aufschlußchemikalien sind 93 %-ige Essigsäure<br />
(CH3COOH) <strong>und</strong> 0,13 %-ige Salzsäure (HCl). Verarbeitung bei 110 °C , druckfrei<br />
Formacell-Verfahren (weiterentwickeltes Acetosolv-Verfahren) mit 5 - 10% Ameisensäure <strong>und</strong><br />
Essigsäure bei 150 bis 185 °C, mit Ozon <strong>und</strong> Peressi gsäure gebleicht, Zellstoff wird weißer,<br />
Bleichverfahren<br />
hinsichtlich der Bleiche werden 3 Verfahren unterschieden:<br />
* Bleiche mit Elementar-Chlor (sehr belastend)<br />
* ECF-Zellstoff, elementarchlorfreier Zellstoff, statt dessen wird mit Sauerstoff <strong>und</strong><br />
Chlorverbindungen gebleicht,<br />
* TCF-Zellstoff, total chlorfrei gebleicht mit Sauerstoff, Ozon <strong>und</strong> Wasserstoffperoxid<br />
Papierherstellung<br />
Papier ist ein dreidimensionales Netzwerk von Fasern, in welches Faserfragmente <strong>und</strong><br />
faserfremde Füll- <strong>und</strong> Farbstoffe eingelagert sind. Verwendung finden Pflanzenfasern, also<br />
Holz, Schilf, Bambus, Stroh u.a., auch aus zerfasertes Altpapier <strong>und</strong> Textilien (Hader) oder auf<br />
rein synthetischem Wege erzeugte Produkte.<br />
Produktionsfolge:<br />
1. Gewinnung der Halbstoffe (Schliff, Zellstoff usw.)<br />
2. Herstellung des Ganzstoffes (aus Halbstoffen <strong>und</strong> Zuschlagstoffen)<br />
3. Bildung des Papierblattes<br />
<strong>4.</strong> Vollendungsarbeiten am fertigen Papier<br />
Papiersorten: Druck-, Schreib-, Zeichen-, Pack-, Sach-, Seiden-, Krepp-, Saug-, Filter- <strong>und</strong><br />
Isolationspapier<br />
Papier Papiergewicht: 6 bis 250 g/m 2<br />
Karton Papiergewicht: 250 bis 500 g/m 2<br />
Pappe Papiergewicht: 500 bis 1000 g/m 2<br />
Wellpappe wird aus Liner <strong>und</strong> Fluting aus Kraftzellstoff hergestellt.




![LITERATURVERZEICHNIS [1] AUTORENKOLLEKTIV, 1990 ...](https://img.yumpu.com/28117308/1/184x260/literaturverzeichnis-1-autorenkollektiv-1990-.jpg?quality=85)