

Anforderungen an Drahtvorschub- Systeme für das ... - Laser Magazin
Anforderungen an Drahtvorschub- Systeme für das ... - Laser Magazin
Anforderungen an Drahtvorschub- Systeme für das ... - Laser Magazin

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
PRAXIS APPLICATION<br />
<strong>Anforderungen</strong> <strong>an</strong> <strong>Drahtvorschub</strong>-<br />
<strong>Systeme</strong> <strong>für</strong> <strong>das</strong> <strong>Laser</strong>strahl-Schweißen<br />
Der zivile Flugzeugbau muss seine Produkte ständig weiter entwickeln, um<br />
den wachsenden Forderungen der Airlines nach Leistungssteigerungen auf<br />
der einen und Kostensenkung auf der <strong>an</strong>deren Seite gerecht zu werden [1].<br />
Besondere Bedeutung kommt der Gewichtsreduzierung durch Verwendung<br />
von Leichtmetallen zu. Neben neuen Konstruktionsprinzipien sind entsprechende<br />
Fertigungsverfahren zu entwickeln, die adäquate Fügetechniken einschließen<br />
[2].<br />
Hierbei stellt der <strong>Laser</strong>strahl ein prädestiniertes<br />
Schweißwerkzeug dar, <strong>das</strong><br />
sich durch eine hohe Energiedichte<br />
bei hohen Prozessgeschwindigkeiten<br />
auszeichnet. Die Energieeinbringung<br />
erfolgt konzentriert und örtlich präzise,<br />
so <strong>das</strong>s ein stoffschlüssiges Verbinden<br />
der Nahtfl <strong>an</strong>ken bei sehr geringem Verzug<br />
ohne Kaltstartprobleme möglich<br />
ist [2, 3]. Derartig geschweißte integrale<br />
Strukturen weisen zudem in Bezug<br />
auf Korrosionsbeständigkeit Vorteile<br />
ge genüber der Nietbauweise auf, da<br />
keine Spalten entstehen [1].<br />
Hinsichtlich der schweißtechnischen<br />
Verarbeitung von Aluminiumlegierungen<br />
treten jedoch spezifi sche Probleme<br />
auf, denen ausreichend Rechnung<br />
zu tragen ist. In erster Linie sind<br />
hierbei die hohe Wärmeleitfähigkeit,<br />
der hohe Wärmeausdehnungskoeffi -<br />
zient und die niedrige Viskosität der<br />
Schmelze zu nennen. Der Schweißprozess<br />
neigt in hohem Maße zu Instabilitäten<br />
und führt zu Nahtimperfektionen.<br />
Aus technologischer Sicht kommen die<br />
Heißrissempfi ndlichkeit einiger Legierungen,<br />
die Neigung zur Porenbildung<br />
und natürlich die Oxidschicht hinzu [2,<br />
3]. Daher müssen beim <strong>Laser</strong>schweißen<br />
Modifi kationen und Parametervariationen<br />
vorgenommen werden.<br />
Eine Möglichkeit bildet <strong>das</strong> <strong>Laser</strong>strahl-<br />
Schweißen mit externer Drahtzufuhr.<br />
Es setzt eine exakte Positionierung<br />
sowohl des <strong>Laser</strong>strahls als auch des<br />
Zusatzdrahtes voraus. Defi niert wird<br />
sie über den Schnittpunkt der jeweiligen<br />
Mittelachse mit der Grundwerk-<br />
14 2/2007<br />
stoffoberfl äche. Zusätzlich hat der<br />
Drahtzuführwinkel einen erheblichen<br />
Einfl uss auf <strong>das</strong> Schweißergebnis [4].<br />
Diese extrem hohen Genauigkeiten<br />
müssen selbstverständlich auch bei<br />
hohen Schweißgeschwindigkeiten und<br />
hohen <strong>Drahtvorschub</strong>geschwindigkeiten<br />
gewährleistet sein.<br />
Integriert im <strong>Laser</strong>bearbeitungskopf<br />
sind ein kompaktes und schl<strong>an</strong>kes<br />
Design der <strong>Drahtvorschub</strong>einheit so -<br />
wie eine geringe Eigenmasse, Basis <strong>für</strong><br />
eine unkomplizierte Einbindung in ein<br />
Gesamtkonzept. Der Aufbau des <strong>Drahtvorschub</strong>-Systems<br />
ist modular, so <strong>das</strong>s<br />
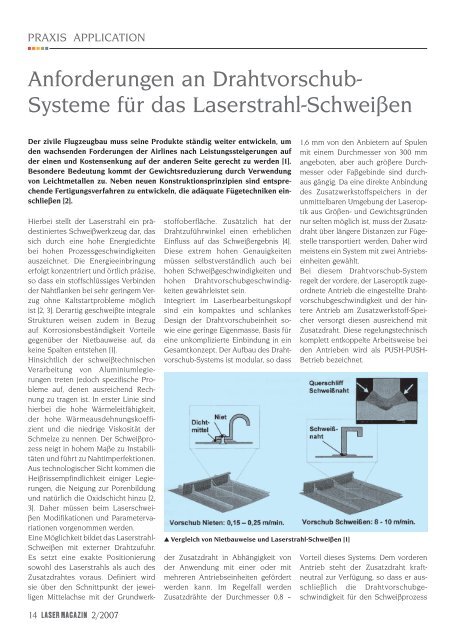
� Vergleich von Nietbauweise und <strong>Laser</strong>strahl-Schweißen [1]<br />
der Zusatzdraht in Abhängigkeit von<br />
der Anwendung mit einer oder mit<br />
mehreren Antriebseinheiten gefördert<br />
werden k<strong>an</strong>n. Im Regelfall werden<br />
Zusatzdrähte der Durchmesser 0,8 –<br />
1,6 mm von den Anbietern auf Spulen<br />
mit einem Durchmesser von 300 mm<br />
<strong>an</strong>geboten, aber auch größere Durchmesser<br />
oder Faßgebinde sind durchaus<br />
gängig. Da eine direkte Anbindung<br />
des Zusatzwerkstoffspeichers in der<br />
unmittelbaren Umgebung der <strong>Laser</strong>optik<br />
aus Größen- und Gewichtsgründen<br />
nur selten möglich ist, muss der Zusatzdraht<br />
über längere Dist<strong>an</strong>zen zur Fügestelle<br />
tr<strong>an</strong>sportiert werden. Daher wird<br />
meistens ein System mit zwei Antriebseinheiten<br />
gewählt.<br />
Bei diesem <strong>Drahtvorschub</strong>-System<br />
regelt der vordere, der <strong>Laser</strong>optik zugeordnete<br />
Antrieb die eingestellte <strong>Drahtvorschub</strong>geschwindigkeit<br />
und der hintere<br />
Antrieb am Zusatzwerkstoff-Speicher<br />
versorgt diesen ausreichend mit<br />
Zusatzdraht. Diese regelungstechnisch<br />
komplett entkoppelte Arbeitsweise bei<br />
den Antrieben wird als PUSH-PUSH-<br />
Betrieb bezeichnet.<br />
Vorteil dieses Systems: Dem vorderen<br />
Antrieb steht der Zusatzdraht kraftneutral<br />
zur Verfügung, so <strong>das</strong>s er ausschließlich<br />
die <strong>Drahtvorschub</strong>geschwindigkeit<br />
<strong>für</strong> den Schweißprozess
egelt. Während dessen hat der hintere,<br />
momentgeregelte Antrieb die Aufgabe,<br />
den Zusatzdraht in ausreichender<br />
Menge nach vorne zu schieben. Das<br />
maximale Drehmoment ist in Abhängigkeit<br />
vom verwendeten Drahtwerkstoff,<br />
Drahtdurchmesser und der zu<br />
überwindenden Dist<strong>an</strong>z einstellbar.<br />
Mit der Begrenzung des vom<br />
Motor abgegebenen Drehmoments<br />
wird so über die Antriebsrollen<br />
die Vorschubkraft limitiert.<br />
Der vordere, drehzahlgeregelte<br />
Antrieb entnimmt<br />
dem verbindenden Drahtförderschlauch<br />
exakt die Menge<br />
Zusatzdraht, die <strong>für</strong> den Prozess<br />
benötigt wird. Es stellt sich eine<br />
konst<strong>an</strong>te Drahtförderung ein,<br />
die unabhängig von Torsion und<br />
Biegung der Garnitur zwischen<br />
den beiden Antriebsmodulen<br />
jederzeit reproduzierbar ist.<br />
Sehr geringe Reibungskräfte sorgen<br />
da<strong>für</strong>, <strong>das</strong>s nur kleine Vorschubkräfte<br />
aufgewendet werden<br />
müssen. Außerdem k<strong>an</strong>n<br />
m<strong>an</strong> die Anpresskräfte der<br />
Antriebseinheiten auf den Zu -<br />
satzdraht so klein halten, <strong>das</strong>s<br />
er keiner Deformation unter liegt.<br />
Daher k<strong>an</strong>n der vordere Antrieb<br />
klein und leicht ausgelegt werden.<br />
So wird die Zugänglichkeit<br />
zum Bauteil nicht beeinträchtigt.<br />
Besonders bei dünnen und weichen<br />
Drähten, wie sie im Luft- und<br />
Raumfahrzeugbau verwendet werden,<br />
ist die Baugröße des vorderen Antriebs<br />
signifi k<strong>an</strong>t, da der Abst<strong>an</strong>d vom Antrieb<br />
zur Fügestelle so gering wie möglich zu<br />
wählen ist, um die stabile Drahtförderung<br />
nicht zu beeinfl ussen. Komplettiert<br />
wird <strong>das</strong> <strong>Drahtvorschub</strong>-System<br />
durch speicherprogrammierbare Steuerungsmodule,<br />
die optimal auf Bedienung<br />
und Prozessüberwachung des<br />
<strong>Laser</strong>strahl-Schweißens abgestimmt<br />
sind.<br />
<strong>Laser</strong>-Kaltdraht- und <strong>Laser</strong>-<br />
Heißdraht-Technologie<br />
Es gibt mehrere Vari<strong>an</strong>ten, den Zusatzdraht<br />
dem Schmelzbad zuzuführen.<br />
Die häufi gste Anwendung fi ndet heute<br />
in Form von Kaltdraht statt.<br />
Bei bestimmten Alumniumwerkstoffen<br />
k<strong>an</strong>n es zur Bildung von Heißrissen in<br />
der Abkühlphase kommen. Ver<strong>an</strong>twortlich<br />
hier<strong>für</strong> ist die mit fallender Temperatur<br />
auftretende Schrumpfung der<br />
Schmelze. Durch den Zusatzwerkstoff<br />
Foto: Dinse G.m.b.H.<br />
� Dinse <strong>Drahtvorschub</strong>-System komplett mit zwei An -<br />
triebseinheiten (PUSH-PUSH-Betrieb)<br />
wird die Legierungszusammensetzung<br />
im Schweißnahtgefüge gezielt verändert<br />
und somit dieser Effekt kompensiert<br />
[5, 6, 7]. Der Pistolenkopf zum<br />
<strong>Laser</strong>-Kaltdraht-Schweißen lässt sich<br />
über seine st<strong>an</strong>dardisierte Schnittstelle<br />
einfach und schnell <strong>an</strong> den vorderen<br />
Antrieb koppeln. Trotz der schl<strong>an</strong>ken<br />
Bauweise ist eine Flüssigkühlung integriert.<br />
Das Schutzgas wird koaxial<br />
geführt und tritt konzentrisch um die<br />
Drahtführungsspitze aus. Zusätzliche<br />
Zuführungen sind verzichtbar. Eine<br />
Einstelllehre erlaubt jederzeit die Überprüfung<br />
des Pistolenkopfes auf die<br />
Zustellgenauigkeit des Zusatzdrahtes<br />
zum Fokus des <strong>Laser</strong>strahls.<br />
Aufbauend auf den Erfahrungen der<br />
PRAXIS APPLICATION<br />
<strong>Laser</strong>-Kaltdraht-Technologie hat sich<br />
eine Verfahrensvari<strong>an</strong>te entwickelt, bei<br />
der über den Zusatzwerkstoff Strom<br />
vor der Dampfkapillare in den Grundwerkstoff<br />
geleitet wird [2]. Ziel ist eine<br />
weitere Erhöhung der Prozessstabilität<br />
und die Beeinfl ussung der Nahtformung<br />
durch die Wirkung elektromagnetischer<br />
Volumenkräfte. Die<br />
Magnetfelder entstehen in Selbstinduktion<br />
durch den im Schmelzbad<br />
fl ießenden Strom [2].<br />
Vorteil dieser Methode: Es tritt<br />
keine thermische Belastung durch<br />
eine zusätzliche Energiequelle auf.<br />
Es ergibt sich eine Stromdichteverteilung,<br />
die mit dem selbstinduzierten<br />
Magnetfeld zu einer<br />
resultierenden Kraftwirkung von<br />
links oben nach rechts unten<br />
führt. Die Schmelze wird in die<br />
Tiefe gelenkt und es entsteht eine<br />
sehr viel tiefere und schl<strong>an</strong>kere<br />
Naht. Außerdem lässt sich der<br />
Prozess mit Abst<strong>an</strong>dsvariationen<br />
der Stromeinleitung steuern. Je<br />
geringer der Abst<strong>an</strong>d, desto höher<br />
sind die Stromdichte und <strong>das</strong><br />
wirkende Magnetfeld, d. h. um so<br />
weniger Stromstärke wird benötigt,<br />
um <strong>das</strong> Durchschweißen zu<br />
realisieren. Die Nutzung eigenmagnetischer<br />
Kräfte ist somit eine<br />
effi ziente Methode zur Nahtformgestaltung<br />
[2].<br />
Der direkte Einfl uss der elektromagnetischen<br />
Kräfte auf die Schmelzbaddynamik<br />
und die sich daraus<br />
ergebenen Veränderungen bei Porenbildung<br />
und Nahtqualität konnten<br />
dokumentiert werden. Externer Stromfl<br />
uss und Magnetfeldorientierung wurden<br />
so gewählt, <strong>das</strong>s die resultierenden<br />
Volumenkräfte ein Mal in und <strong>das</strong><br />
<strong>an</strong>dere Mal entgegen der Schweißrichtung<br />
wirkten.<br />
Während die nach vorn weisenden<br />
Kräfte die nach hinten laufenden<br />
Wellen des Schmelzbades dämpften<br />
und so sehr glatte Nahtoberfl ächen<br />
erzeugten, förderten sie jedoch auch<br />
ein »Zuschwappen« der Kapillare,<br />
<strong>das</strong>s sich in großer Prozessporenzahl<br />
äußerte.<br />
2/2007 15
PRAXIS APPLICATION<br />
Foto: Dinse G.m.b.H.<br />
� <strong>Laser</strong>bearbeitungskopf mit adaptierter Antriebseinheit <strong>für</strong> die <strong>Laser</strong>-Kaltdraht-<br />
Technologie<br />
Wirkten die resultierenden Kräfte in die<br />
entgegengesetzte Richtung, so verhinderten<br />
sie ein Abschnüren des Dampfk<strong>an</strong>als<br />
und es entst<strong>an</strong>den durch die<br />
offen gehaltene Kapillare kaum Poren.<br />
Andererseits erfolgte eine Anfachung<br />
der Wellenbewegung, die sich in Form<br />
erhöhter Rauigkeit der Nahtoberfl äche<br />
m<strong>an</strong>ifestierte [2].<br />
Diese Ergebnisse zeigen, <strong>das</strong>s die<br />
<strong>Laser</strong>-Heißdraht-Technologie in Zukunft<br />
dazu beitragen k<strong>an</strong>n, <strong>das</strong> Prozessfenster<br />
des <strong>Laser</strong>strahl-Schweißens zu<br />
erweitern.<br />
Die Kommunikation zwischen Zusatzdraht<br />
und Spezialstromquelle wird vollständig<br />
über <strong>das</strong> <strong>Drahtvorschub</strong>-System<br />
abgewickelt. Es ist so ausgelegt,<br />
<strong>das</strong>s neben der Drahtförderung auch<br />
die Steuerung des Stromes übernommen<br />
werden k<strong>an</strong>n. Der erforderliche<br />
Heißdraht-Pistolenkopf lässt sich <strong>an</strong><br />
den selben Antrieb koppeln.<br />
Systemintegration der <strong>Drahtvorschub</strong>-<strong>Systeme</strong><br />
zum <strong>Laser</strong>strahl–Schweißen<br />
Die Leistungsfähigkeit des <strong>Drahtvorschub</strong>-Systems<br />
wird neben dem mecha-<br />
16 2/2007<br />
nischen Aufbau vor allem von der zur<br />
Verfügung stehenden Steuerungstechnik<br />
bestimmt. Interne speicherprogrammierbare<br />
Steuerungen [SPS] übernehmen<br />
dabei die Prozesskontrolle.<br />
Foto: Dinse G.m.b.H.<br />
a<br />
Eine spezielle Drehzahlregelung des<br />
vorderen Antriebs sorgt <strong>für</strong> die Konst<strong>an</strong>z<br />
der eingestellten <strong>Drahtvorschub</strong>geschwindigkeit.<br />
Die Menge des geförderten Drahtes<br />
erfasst ein Sensor, der prozessnah hinter<br />
dem vorderen Antrieb montiert ist.<br />
Er führt den am Schweißnahtende<br />
erforderlichen Drahtrückzug, der ein<br />
Verschmelzen des Drahtendes nach<br />
dem Schweißen mit dem Schmelzbad<br />
verhindert, weggesteuert durch. Unumgänglich<br />
ist eine derartige Funktion<br />
zwischen aufein<strong>an</strong>der folgenden Heftschweißungen,<br />
da sie den Draht vor<br />
jedem erneuten Startbefehl reproduzierbar<br />
auf Position bringt.<br />
Rückzugsstrecke und <strong>Drahtvorschub</strong><br />
sind frei programmierbar. Vor jedem<br />
Start muss der Abst<strong>an</strong>d zum Werkstück<br />
so eingestellt werden, <strong>das</strong>s die<br />
<strong>Drahtvorschub</strong>geschwindigkeit ihren<br />
Sollwert sicher bis zum Erstkontakt der<br />
Drahtspitze erreicht hat. Nur so steht<br />
die erforderliche Menge Zusatzwerkstoff<br />
<strong>für</strong> den Prozess zur Verfügung.<br />
Bedienungs- und Überwachungsfunktionen<br />
können entweder über ein Display<br />
direkt im <strong>Drahtvorschub</strong> oder<br />
extern ausgeführt werden. Die System-<br />
� Dinse Antrieb zum <strong>Laser</strong>strahl-Schweißen mit Pistolenkopf <strong>für</strong> Kaltdraht (a) und<br />
Heißdraht (b)<br />
b
integration zu übergeordneten Steuerungen<br />
k<strong>an</strong>n sowohl <strong>an</strong>alog als auch<br />
digital erfolgen. Dabei sind Industriebus-<strong>Systeme</strong><br />
St<strong>an</strong>d der Technik. Optional<br />
ist neben der kontinuierlichen auch<br />
eine gepulste Drahtförderung einstellbar.<br />
Prozessüberwachung und<br />
Qualitätssicherungskonzept<br />
Natürlich sind bei der Serieneinführung<br />
des <strong>Laser</strong>strahl-Schweißens, be -<br />
sonders im Luft- und Raumfahrzeugbau,<br />
die Maßnahmen zur Qualitätssicherung<br />
ein wichtiges Entscheidungskriterium.<br />
Deshalb ist ein<br />
Konzept gefragt, <strong>das</strong> einen guten Überblick<br />
über <strong>das</strong> realen Prozessgeschehen<br />
gibt.<br />
Der <strong>für</strong> die Qualität der Zusatzwerkstoffförderung<br />
aussagefähige Prozessparameter<br />
ist die <strong>Drahtvorschub</strong>geschwindigkeit.<br />
Durch den inkrementalen<br />
Sensor lässt sie sich mit hoher<br />
Aufl ösung messen und als digitales<br />
Signal zur SPS liefern. Diese errechnet<br />
daraus den jeweils aktuellen Wert<br />
der <strong>Drahtvorschub</strong>geschwindigkeit. Er<br />
wird im Display des <strong>Drahtvorschub</strong>-<br />
Systems <strong>an</strong>gezeigt und als <strong>an</strong>aloges<br />
Messsignal, <strong>das</strong>s der <strong>Drahtvorschub</strong>geschwindigkeit<br />
direkt proportional<br />
ist, auf einen Ausg<strong>an</strong>g zur weiteren<br />
externen Signalverarbeitung geführt.<br />
Mit Hilfe der zugehörigen Messsoftware<br />
ist die Protokollierung der Daten<br />
implementiert. Für die automatisierte<br />
Online-Überwachung legt der Anwender<br />
eine maximal zulässige Abweichung<br />
vom Sollwert fest. Jede Über-<br />
oder Unterschreitung führt sofort zu<br />
einer optischen und elektronischen<br />
Meldung, auf die <strong>das</strong> System nach Vorgabe<br />
reagiert.<br />
Der Vorteil dieser systemintegrierten<br />
Überwachung liegt in ihrer sehr hohen<br />
Dynamik, die es erlaubt, den gesamten<br />
Drahtlauf nahezu in Echtzeit zu beobachten.<br />
Vervollständigt wird <strong>das</strong> Qualitätssicherungskonzept<br />
durch programmierbare<br />
Sollwertabfragen und verschiedene<br />
Statusmeldungen, die den<br />
korrekten Ablauf der Zusatzdrahtförderung<br />
dokumentieren.<br />
Praktische Erfahrungen und<br />
Perspektiven<br />
Aktuell wird <strong>das</strong> <strong>Laser</strong>strahl-Schweißen<br />
mit Zusatzwerkstoff im Flugzeugbau<br />
zur Herstellung von Haut-Stringer-<br />
Verbindungen bei Airbus eingesetzt.<br />
Im Serieneinsatz werden ein Hautfeld<br />
des A 318 und acht Hautfelder des<br />
A 380 geschweißt [6].<br />
Perspektivisch wird die Weiterentwicklung<br />
des <strong>Laser</strong>strahl-Schweißens mit<br />
Zusatzwerkstoff neue Potenziale be -<br />
sonders im Luft- und Raumfahrzeugbau<br />
erschließen. Weitere Untersuchungen<br />
konzentrieren sich auf eine<br />
Erweiterung der heutigen Anwendungen<br />
in Richtung Seiten- und Oberschalen<br />
des Flugzeugrumpfes, um die<br />
wirtschaftlichen Vorteile gegenüber<br />
der etablierten Nietverbindung ausnutzen<br />
zu können [5].<br />
Auch <strong>das</strong> Fügen der Haut-Haut-Verbindungen<br />
und von Misch verbindungen<br />
ist möglich [5, 8]. Damit zukünftige<br />
<strong>Drahtvorschub</strong>-<strong>Systeme</strong> mit diesen<br />
Entwicklungen Schritt halten können<br />
und somit vollwertiger Systempartner<br />
bleiben, werden Eigenschaftsprofi le<br />
gefragt sein, wie sie echte CNC-Achsen<br />
kennzeichnen.<br />
Autor:<br />
Dirk Dzelnitzki<br />
Technischer Leiter<br />
Dinse G.m.b.H.<br />
Tarpen 36<br />
22419 Hamburg<br />
Tel.: 040/65 87 50<br />
Fax: 040/65 87 52 00<br />
E-Mail: info@dinse-gmbh.com<br />
www.dinse-gmbh.com<br />
PRAXIS APPLICATION<br />
� <strong>Laser</strong>strahlgeschweißte Haut-Stringer-Verbindung (Querschliff) [8]<br />
Literatur:<br />
[1] Schneider, K., und Schumacher, J.: <strong>Laser</strong>technologie<br />
– Ein Schlüssel im Wettbewerb<br />
der modernen Strukturtechnologien im<br />
zivilen Flugzeugbau<br />
<strong>Laser</strong>strahlfügen, Stahltechnik B<strong>an</strong>d 19, BIAS<br />
Verlag, Bremen, 2002, S. 5, 9<br />
[2] Hügel, H., und Dausinger, F.: <strong>Laser</strong>strahlschweißen<br />
von Aluminiumwerkstoffen –<br />
Probleme, Lösungs<strong>an</strong>sätze und Anwendungspotenziale<br />
<strong>Laser</strong>strahlfügen, Stahltechnik B<strong>an</strong>d 19, BIAS<br />
Verlag, Bremen, 2002, S. 201, 211, 212<br />
[3] Neubert, J., Keitel, S., und Plotetzki, C.:<br />
Industrieroboter<strong>an</strong>lage zur Materialbearbeitung<br />
mit einem diodengepumten Festkörperlaser<br />
neuester Generation<br />
Roboter – Wege zur automatisierten schweißtechnischen<br />
Fertigung<br />
DVS-Berichte B<strong>an</strong>d 217, Verlag <strong>für</strong> Schweißen<br />
und verw<strong>an</strong>dte Verfahren DVS-Verlag GmbH,<br />
Düsseldorf, 2002, S. 105<br />
[4] Posch, T., und Christi<strong>an</strong>sen, T.: Untersuchungen<br />
der Einflussparameter beim <strong>Laser</strong>löten<br />
von Karosserieblechen<br />
<strong>Laser</strong>strahlfügen, Stahltechnik B<strong>an</strong>d 19, BIAS<br />
Verlag, Bremen, 2002, S. 337<br />
[5] Schumacher, J.: Erfahrungen bei der<br />
Serieneinführung <strong>für</strong> <strong>Laser</strong>strahlschweißen<br />
im Flugzeugbau<br />
<strong>Laser</strong>strahlfügen, Strahltechnik B<strong>an</strong>d 19,<br />
BIAS Verlag, Bremen, 2002, S. 249, 252, 255<br />
[6] Neye, G., und Schumacher, J.: Schweißen<br />
in der Luft- und Raumfahrt – vom Elektronenstahl<br />
zum <strong>Laser</strong>strahlschweißen<br />
Schweißen und Schneiden 2003, DVS-Berichte<br />
B<strong>an</strong>d 225, Verlag <strong>für</strong> Schweißen und verw<strong>an</strong>dte<br />
Verfahren DVS-Verlag GmbH, Düsseldorf,<br />
2003, S. 386, 387, 394<br />
[7] Harlfinger, N.: Teilprojekt Bombardier<br />
Tr<strong>an</strong>sportation: <strong>Laser</strong>strahl geschweißte<br />
Leichtbaustrukturen im Schienenfahrzeugbau<br />
Optische Technologien, B<strong>an</strong>d 2, <strong>Laser</strong>systeme<br />
<strong>für</strong> den innovativen Leichtbau, VDI-<br />
Technologiezentrum, Düsseldorf, 2003, S. 64<br />
[8] Seefeld, T., Kreimeyer, M., Wagner, F., und<br />
Sepold, G.: <strong>Laser</strong>strahlfügen von Mischverbindungen<br />
<strong>Laser</strong>strahlfügen, Stahltechnik B<strong>an</strong>d 19, BIAS<br />
Verlag, Bremen, 2002, S. 222<br />
2/2007 17













