Loctite Hysol 9466 TM - Webshop - GaFa Tec Handels GmbH
Loctite Hysol 9466 TM - Webshop - GaFa Tec Handels GmbH
Loctite Hysol 9466 TM - Webshop - GaFa Tec Handels GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
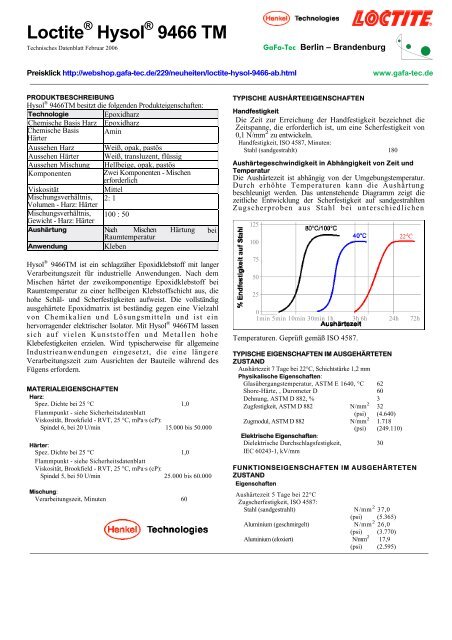
<strong>Loctite</strong> ® <strong>Hysol</strong> ® <strong>9466</strong> <strong>TM</strong><strong>Tec</strong>hnisches Datenblatt Februar 2006<strong>GaFa</strong>-<strong>Tec</strong> Berlin – BrandenburgPreisklick http://webshop.gafa-tec.de/229/neuheiten/loctite-hysol-<strong>9466</strong>-ab.htmlwww.gafa-tec.dePRODUKTBESCHREIBUNG<strong>Hysol</strong> ® <strong>9466</strong><strong>TM</strong> besitzt die folgenden Produkteigenschaften:<strong>Tec</strong>hnologie EpoxidharzChemische Basis Harz EpoxidharzChemische BasisHärterAminAussehen Harz Weiß, opak, pastösAussehen Härter Weiß, transluzent, flüssigAussehen Mischung Hellbeige, opak, pastösKomponenten Zwei Komponenten - MischenerforderlichViskositätMittelMischungsverhältnis, 2: 1Volumen - Harz: HärterMischungsverhältnis,Gewicht - Harz: Härter100 : 50Aushärtung Nach MischenRaumtemperaturHärtungAnwendung Kleben<strong>Hysol</strong> ® <strong>9466</strong><strong>TM</strong> ist ein schlagzäher Epoxidklebstoff mit langerVerarbeitungszeit für industrielle Anwendungen. Nach demMischen härtet der zweikomponentige Epoxidklebstoff beiRaumtemperatur zu einer hellbeigen Klebstoffschicht aus, diehohe Schäl- und Scherfestigkeiten aufweist. Die vollständigausgehärtete Epoxidmatrix ist beständig gegen eine Vielzahlvon Chemikalien und Lösungsmitteln und ist einhervorragender elektrischer Isolator. Mit <strong>Hysol</strong> ® <strong>9466</strong><strong>TM</strong> lassensich auf vielen Kunststoffen und Metallen hoheKlebefestigkeiten erzielen. Wird typischerweise für allgemeineIndustrieanwendungen eingesetzt, die eine längereVerarbeitungszeit zum Ausrichten der Bauteile während desFügens erfordern.MATERIALEIGENSCHAFTENHarz:Spez. Dichte bei 25 °C 1,0Flammpunkt - siehe SicherheitsdatenblattViskosität, Brookfield - RVT, 25 °C, mPa·s (cP):Spindel 6, bei 20 U/min 15.000 bis 50.000Härter:Spez. Dichte bei 25 °C 1,0Flammpunkt - siehe SicherheitsdatenblattViskosität, Brookfield - RVT, 25 °C, mPa·s (cP):Spindel 5, bei 50 U/min 25.000 bis 60.000Mischung:Verarbeitungszeit, Minuten 60beiTYPISCHE AUSHÄRTEEIGENSCHAFTENHandfestigkeitDie Zeit zur Erreichung der Handfestigkeit bezeichnet dieZeitspanne, die erforderlich ist, um eine Scherfestigkeit von0,1 N/mm 2 zu entwickeln.Handfestigkeit, ISO 4587, Minuten:Stahl (sandgestrahlt) 180Aushärtegeschwindigkeit in Abhängigkeit von Zeit undTemperaturDie Aushärtezeit ist abhängig von der Umgebungstemperatur.Durch erhöhte Temperaturen kann die Aushärtungbeschleunigt werden. Das untenstehende Diagramm zeigt diezeitliche Entwicklung der Scherfestigkeit auf sandgestrahltenZugscherproben aus Stahl bei unterschiedlichen1251007550250 _____1min 5min 10min 30min 1h 3h 6h 24h 72hTemperaturen. Geprüft gemäß ISO 4587.TYPISCHE EIGENSCHAFTEN IM AUSGEHÄRTETENZUSTANDAushärtezeit 7 Tage bei 22°C, Schichtstärke 1,2 mmPhysikalische Eigenschaften:Glasübergangstemperatur, AS<strong>TM</strong> E 1640, °C 62Shore-Härte, , Durometer D 60Dehnung, AS<strong>TM</strong> D 882, % 3Zugfestigkeit, AS<strong>TM</strong> D 882 N/mm 2 32(psi) (4.640)Zugmodul, AS<strong>TM</strong> D 882 N/mm 2 1.718(psi) (249.110)Elektrische Eigenschaften:Dielektrische Durchschlagsfestigkeit, 30IEC 60243-1, kV/mmFUNKTIONSEIGENSCHAFTEN IM AUSGEHÄRTETENZUSTANDEigenschaftenAushärtezeit 5 Tage bei 22°CZugscherfestigkeit, ISO 4587:Stahl (sandgestrahlt) N/mm 2 37,0(psi) (5.365)Aluminium (geschmirgelt) N/mm 2 26,0(psi) (3.770)Aluminium (eloxiert) N/mm 2 17,9(psi) (2.595)22°C
TDB <strong>Hysol</strong> ® <strong>9466</strong><strong>TM</strong>, Februar 2006Verzinkter Stahl (feuerverzinkt) N/mm 2 8,5(psi) (1.230)Edelstahl N/mm 2 23,0(psi) (3.335)Polycarbonat N/mm 2 5,3(psi) (765)Polyamid 6 N/mm 2 1,6(psi) (230)Holz (Tanne) N/mm 2 11,3(psi) (1.635)GFK N/mm 2 5,0(psi) (725)ABS N/mm 2 4,7(psi) (680)180° Schälfestigkeit, ISO 8510-2:Stahl (sandgestrahlt) N/mm 8,0(lb/in) (45,5)Zugfestigkeit, ISO 6922:Stahlbolzen (sandgestrahlt) auf Glas N/mm 2 43,2(psi) (6.260)Scherschlagfestigkeit, ISO 9653, J/m 2 :Stahl (sandgestrahlt) 5,8BESTÄNDIGKEIT GEGEN UMGEBUNGSEINFLÜSSEAushärtezeit 5 Tage bei 22°CZugscherfestigkeit, ISO 4587:Stahl (sandgestrahlt)Temperaturfestigkeitgeprüft bei der jeweiligen Temperatur100755025WärmealterungGealtert bei der jeweiligen Temperatur und geprüft bei 22°C15012510075502500 20 40 60 80 100 120150°C22°C00 200 400 600 800 1000Beständigkeit gegen MedienAlterungstest wie beschrieben und geprüft bei 22°C.% AnfangsfestigkeitMedium °C 500h 1000hMotoröl (10W-30) 87 135 145Bleifreies Benzin 22 95 125Wasser/Glycol 50/50 87 75 75Salznebel 22 --- 8098% rel. LF 40 85 90kondensierendeFeuchtigkeit49 --- 90Wasser 22 --- 90Aceton 22 75 90Isopropanol 25 90 100Zugfestigkeit, ISO 6922:Stahlbolzen (sandgestrahlt) auf Glas:% AnfangsfestigkeitMedium °C 500h 1000h98% rel. LF 40 90 90ALLGEMEINE INFORMATIONSicherheitshinweise zu diesem Produkt entnehmen Siebitte dem Sicherheitsdatenblatt.Dieses Produkt ist nicht geeignet für reinen Sauerstoffund/oder sauerstoffangereicherte Systeme und sollte nichtals Dichtstoff für Chlor oder stark oxidierende Mediengewählt werden.Wenn die zu verklebenden Oberflächen vorher mit einemwässrigen Reinigungssystem gereinigt werden, ist darauf zuachten, dass die Verträglichkeit zwischen Reiniger und Klebbzw.Dichtstoff gegeben ist. In manchen Fällen können diesewässrigen Reiniger die Aushärtung bzw. die Eigenschaften desKlebstoffes beeinträchtigen.Gebrauchshinweise1. Für beste Klebeeigenschaften müssen Oberflächensauber und fettfrei sein.2. Für hochfeste strukturelle Klebeverbindungen alleOberflächenverunreinigungen, wie Farbe, Oxidschichten,ölige Rückstände, Staub, Trennmittel, etc. entfernen.3. Doppelkartuschen: Kartusche in die Dosierpistoleeinlegen. Verschluß der Kartusche entfernen und einekleine Menge herausdrücken, damit sichergestellt ist,dass beide Komponenten ungehindert dosiert werdenkönnen.Für eine selbsttätige Vermischung den statischen Mischerauf die Kartusche aufstecken und mit dem Dosierenbeginnen. Die ersten 3 bis 5 cm der dosiertenKlebstoffraupe verwerfen.Zum Mischen von Hand die gewünschte Menge Harz undHärter ausdrücken und gründlich vermischen. NachErzielung einer einheitlichen Durchfärbung noch ca. 15Sekunden weiter homogenisieren.Großgebinde: Komponenten im empfohlenen Verhältnisnach Gewicht oder Volumen (siehe Abschnitt'Produktbeschreibung') gründlich miteinander vermischen.Nach Erzielung einer einheitlichen Durchfärbung noch ca.15 Sekunden weiter intensiv homogenisieren.Henkel <strong>Loctite</strong> Americas Henkel <strong>Loctite</strong> Europe Henkel <strong>Loctite</strong> Asia Pacific+860.571.5100 +49.89.9268.0 +81.45.758.1810Den direktesten Zugang zu Informationen und Unterstützung in kaufmännischen und technischen Fragen
4. Keine Mengen über 4 kg mischen, da die Gefahrübermäßiger Wärmeentwicklung besteht. Durch kleinereAnsatzmengen wird die Wärmebildung minimiert.5. Klebstoff nach dem Mischen so schnell wie möglich aufeine Fügefläche auftragen. Für maximale KlebefestigkeitKlebstoff gleichmäßig auf beide Oberflächen auftragen.Bauteile sollten nach dem Klebstoffauftrag sofort gefügtwerden.6. Gefügte Bauteile während der Aushärtung nichtgegeneinander bewegen. Vor Belastung die Klebungmindestens 24 Stunden aushärten lassen.7. Überschuß von nicht ausgehärtetem Klebstoff kann mitorganischen Lösungsmitteln entfernt werden (z.B.Aceton).8. Misch- und Dosiergeräte sollten nach Gebrauch und vorAushärtung des Klebstoffs mit heißer Seifenlaugegereinigt werden.Nicht für ProduktspezifikationenDie hierin enthaltenen technischen Angaben dienen nur zurInformation. Für Empfehlungen und Unterstützung bei derErstellung von Spezifikationen für dieses Produkt wenden Siesich bitte an Ihre Qualitätsabteilung vor Ort.LagerungProdukt im ungeöffneten Behälter in trockenen Räumen lagern.Hinweise zur Lagerung können sich auf dem Etikett desProduktbehälters befinden.Optimale Lagerung: 8 °C bis 21 °C Durch Lagerung unter8°C und über 28°C können die Produkteigenschaftennachteilig beeinflusst werden.Aus dem Gebinde entnommenes Produkt kann beim Gebrauchverunreinigt worden sein. Deshalb keine Produktreste in denOriginalbehälter zurückschütten. Henkel kann keine Haftungfür Material übernehmen, das verunreinigt oder in einer Weisegelagert wurde, die von den oben aufgeführten Bedingungenabweicht. Wenn Sie weitere Informationen benötigen, wendenSie sich bitte an Ihren zuständigen technischen Service oderden Kundenbetreuer vor Ort.Umrechnungsfaktoren(°Cx 1.8)+ 32 = °FkV/mm x 25.4 = V/milmm /25.4 = inchesµm / 25.4 = milNx0.225=lbN/mm x 5.71 = lb/inN/mm 2 x145=psiMPax 145= psiN·m x 8.851 = lb·inN·m x 0.738 = lb·ftN·mm x 0.142 = oz·inmPa·s = cPTDB <strong>Hysol</strong> ® <strong>9466</strong><strong>TM</strong>, Februar 2006HinweisDie hierin enthaltenen Daten dienen lediglich zur Informationund gelten nach bestem Wissen als zuverlässig. Wir könnenjedoch keine Haftung für Ergebnisse übernehmen, die vonanderen erzielt wurden, über deren Methoden wir keineKontrolle haben. Der Anwender selbst ist dafür verantwortlich,die Eignung von hierin erwähnten Produktionsmethoden fürseine Zwecke festzustellen und Vorsichtsmaßnahmen zuergreifen, die zum Schutz von Sachen und Personen vor denGefahren angezeigt wären, die möglicherweise bei derHandhabung und dem Gebrauch dieser Produkte auftreten.Dementsprechend lehnt die Firma Henkel im besonderenjede aus dem Verkauf oder Gebrauch von Produkten derFirma Henkel entstehende ausdrücklich oderstillschweigend gewährte Garantie ab, einschließlich allerGewährleistungsverpflichtungen oder Eignungsgarantienfür einen bestimmten Zweck. Die Firma Henkel lehnt imbesonderen jede Haftung für Folgeschäden odermittelbare Schäden jeder Art ab, einschließlichentgangener Gewinne. Die Tatsache, dass hier verschiedeneVerfahren oder Zusammensetzungen erörtert werden, sollnicht zum Ausdruck bringen, dass diese nicht durch Patente fürandere geschützt sind, bzw. unter Patenten der Firma Henkellizenziert sind, die solche Verfahren oder Zusammensetzungenabdecken. Wir empfehlen jedem Interessenten, die von ihmbeabsichtigte Anwendung vor dem serienmäßigen Einsatz zutesten und dabei diese Daten als Anleitung zu benutzen.Dieses Produkt kann durch eines oder mehrere in- oderausländische Patente oder Patentanmeldungen geschütztsein.Verwendung von WarenzeichenLOCTITE ist ein Warenzeichen der Firma HenkelReferenz 1.1Ihr Handel in Berlin – Brandenburg<strong>GaFa</strong>-<strong>Tec</strong> <strong>Handels</strong> <strong>GmbH</strong>Potsdamer Straße 19D- 14548 Schwielowsee OT CaputhTel.: + 49 (0) 33209 - 2299 0Fax: + 49 (0) 33209 - 2299 33info@gafa-tec.de • www.gafa-tec.de‣ Preisklick http://webshop.gafa-tec.de/229/neuheiten/loctite-hysol-<strong>9466</strong>-ab.htmlHenkel <strong>Loctite</strong> Americas Henkel <strong>Loctite</strong> Europe Henkel <strong>Loctite</strong> Asia Pacific+860.571.5100 +49.89.9268.0 +81.45.758.1810Den direktesten Zugang zu Informationen und Unterstützung in kaufmännischen und technischen Fragen