Werkzeugwartung zur rechten Zeit - Kunststoffe.de
Werkzeugwartung zur rechten Zeit - Kunststoffe.de
Werkzeugwartung zur rechten Zeit - Kunststoffe.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
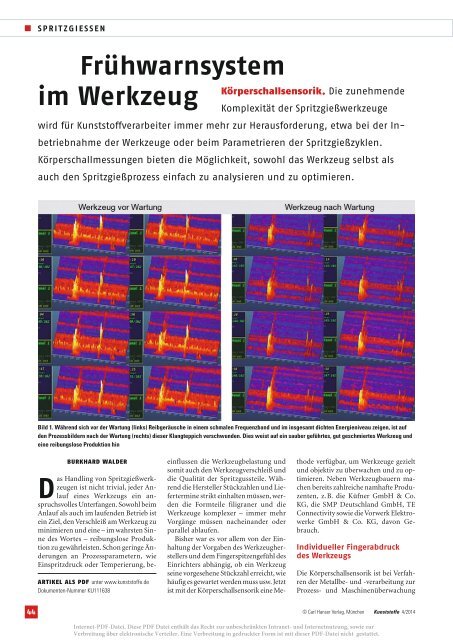
SPRITZGIESSENschon im Einsatz und gehört dort zumStand <strong>de</strong>r Technik. Die mechanischenSchwingungen, die bei <strong>de</strong>r Zerspanungdurch Werkstück und Werkzeug laufen,wer<strong>de</strong>n dabei gemessen, verstärkt und ineinem Prozessbild festgehalten.Mit <strong>de</strong>r Übertragung dieses Prinzipsauf das Spritzgießen gelingt es nun dortzu optimieren, wo es zuvor nicht möglichwar: Denn die während <strong>de</strong>s Spritzgießzykluserzeugten Prozessbil<strong>de</strong>r lassennicht nur eine Aussage über <strong>de</strong>n Zustand<strong>de</strong>s Werkzeugs zu, son<strong>de</strong>rn auchüber die Stabilität und Qualität <strong>de</strong>s Ablaufs.Sie erzeugen einen individuellenFingerabdruck eines einzelnen Werkzeugsauf einer bestimmten Maschineund offenbaren alle Impulse, die dasSpritzgießwerkzeug beim Produktionsprozessaussen<strong>de</strong>t. Die Ansteuerungssignale<strong>de</strong>r Maschine dienendabei als <strong>Zeit</strong>marker – damit lässtsich nicht nur nachvollziehen, dass,son<strong>de</strong>rn auch wo genau Verschleißstattfin<strong>de</strong>t.Für das Messverfahren bieten sichvielfältige Einsatzbereiche an: Neben<strong>de</strong>r allgemeinen Prozessüberwachungund -optimierung versetzt es <strong>de</strong>n Anwen<strong>de</strong>rin die Lage, damit Werkzeugschä<strong>de</strong>nfrühzeitig zu erkennen undWerkzeuge zu qualifizieren. Zu<strong>de</strong>mbesteht die Möglichkeit <strong>de</strong>s ConditionMonitoring, also <strong>de</strong>r zustandsbasiertenWartung von Spritzgießwerkzeugen.Die Optimierung <strong>de</strong>s Spritzgießprozessesunter Berücksichtigung <strong>de</strong>rWerkzeugstandzeit ähnelt ohne Körperschallmessungenoft einem Blindflug.Die Parameter sollen im I<strong>de</strong>alfallso verän<strong>de</strong>rt wer<strong>de</strong>n, dass die Produktivitätsteigt, also mehr Formteile inkürzerer <strong>Zeit</strong> entstehen – ohne die Teilequalitätund die Standzeit <strong>de</strong>s Werkzeugszu beeinträchtigen. Der Einrichtermuss sich dabei innerhalb einesProzessfensters bewegen, das we<strong>de</strong>rSchä<strong>de</strong>n noch erhöhten Verschleiß amWerkzeug hervorruft. Ein gern verän<strong>de</strong>rterParameter in <strong>de</strong>r Spritzgießproduktionist die Verfahrgeschwindigkeit;doch schnellere Bewegungen<strong>de</strong>r Werkzeuge verstärken fast immer<strong>de</strong>n Verschleiß.Eine Kontrollmöglichkeit, ob esdurch Än<strong>de</strong>rungen zu unerwünschtenLangzeitauswirkungen kommt,gab es bisher nicht. Deshalb bestehtdabei ein großes Risiko, dass sich dieerhofften Vorteile aufgrund von höheremVerschleiß und <strong>de</strong>n daraus folgen<strong>de</strong>nkürzeren Wartungsintervallenin einen wirtschaftlichen Nachteil umkehren.Körperschall-Prozessbil<strong>de</strong>r erlaubenjedoch eine direkte Aussage darüber,ob ein Werkzeug die verän<strong>de</strong>rten Parameterauf Dauer aushält – und damit, obdie Optimierungsabsicht sich am En<strong>de</strong>insgesamt tatsächlich positiv auswirkt.Sogar <strong>de</strong>r Einfluss <strong>de</strong>r Temperierung o<strong>de</strong>reiner Beschichtung lässt sich über Körperschall-Prozessbil<strong>de</strong>rdarstellen.Kehren sich die erhofftenVorteile in einenwirtschaftlichen Nachteil um?Die Qualifizierung eines Werkzeugs kannmit Körperschallbil<strong>de</strong>rn immer dann beschleunigtwer<strong>de</strong>n, wenn die Aufnahmeeines optimalen Prozesses als Referenz <strong>zur</strong>Verfügung steht. Beim Anlauf eines neuenWerkzeugs auf <strong>de</strong>r Fertigungsmaschinefunktioniert das z.B. durch <strong>de</strong>n Abgleichmit <strong>de</strong>m Prozessbild <strong>de</strong>r Technikumsmaschine<strong>de</strong>s Herstellers; nach einerWartung o<strong>de</strong>r Reparatur könnenWerkzeuge anhand <strong>de</strong>r Prozessbil<strong>de</strong>rqualifiziert wer<strong>de</strong>n, die vom vorherigenBetrieb stammen (Bild 1).Der Vergleich zweier baugleicherWerkzeuge auf Maschinen <strong>de</strong>sselben Typsist immer dann sinnvoll, wenn die Produktioneines bestimmten Spritzgussteilsüber die Auslastung eines einzigen Werkzeugshinaus ausgeweitet wer<strong>de</strong>n muss.Denn dafür bedarf es eines i<strong>de</strong>ntischenWerkzeugs für eine zweite Maschine.><strong>Kunststoffe</strong> 4/2014www.kunststoffe.<strong>de</strong>Internet-PDF-Datei. Diese PDF Datei enthält das Recht <strong>zur</strong> unbeschränkten Intranet- und Internetnutzung, sowie <strong>zur</strong>Verbreitung über elektronische Verteiler. Eine Verbreitung in gedruckter Form ist mit dieser PDF-Datei nicht gestattet.
&SPRITZGIESSENBild 2. So sieht ein einwandfreies Körperschall-Prozessbild aus; vonSekun<strong>de</strong> 3 bis 4 ist die Einspritzphase gut zu erkennen (die unspezifiziertenSchiebersignale zwischen Sekun<strong>de</strong> 1 und 2 spielen hier keine Rolle)Bild 3. Das verlängerte Frequenzband markiert ein typisches, gut erkennbaresRisssignal. Der hohe Peak zeigt, dass das Energieniveau im Werkzeug– verglichen mit <strong>de</strong>m Ausgangsbild – <strong>de</strong>utlich angestiegen istSelbst wenn das erste Werkzeug hervorragendfunktioniert, und selbst wenndas zweite, baugleiche Werkzeug vom selbenHersteller kommt, ist das keine Garantiefür eine reibungslose Inbetriebnahme.Das ist insofern auch nicht <strong>de</strong>r Anspruch,als dass – i<strong>de</strong>ntisch hin o<strong>de</strong>r her– Mitarbeiter in <strong>de</strong>r Fertigung doch immereiniges, wie z.B. Führungen, vonHand anpassen müssen. Doch gera<strong>de</strong> weildas Werkzeug bekannt ist, sollte es zügigfür die Produktion <strong>zur</strong> Verfügung stehen.Durch <strong>de</strong>n Abgleich <strong>de</strong>r Prozessbil<strong>de</strong>r <strong>de</strong>rbei<strong>de</strong>n baugleichen Werkzeuge könnenQualifizierung und Einfahren <strong>de</strong>s neueren<strong>de</strong>utlich schneller erfolgen, weil <strong>de</strong>roptimale Ablauf im Prozessbild bekanntist und ganz gezielt darauf hin gearbeitetwer<strong>de</strong>n kann.Einfache Werkzeugqualifizierung,unkomplizierte MessungDie Körperschallmessungen lassen sichnach Anschaffung o<strong>de</strong>r durch Ausleihe<strong>de</strong>s kompletten Equipments <strong>zur</strong> Messungund Auswertung in Eigenregie erledigen.Die einfachere Variante, insbeson<strong>de</strong>re füreinzelne Probemessungen o<strong>de</strong>r auch regelmäßigeServicemessungen, ist die Beauftragungeines Dienstleisters wie <strong>de</strong>r inHagen ansässigen Toses Tooling SecurityBild 4. Die ständigeBelastung <strong>de</strong>s angebrochenenKernsführt zum komplettenBruch – klar zu erkennendurch dasausgeweitete Risssignal.Ab jetzt produziertdieses Werkzeugnur noch Ausschuss(Bil<strong>de</strong>r: Toses)Services GmbH & Co. KG: Zur Durchführungeiner Servicemessung bringendie Techniker <strong>de</strong>n Körperschallsensor ineinem gera<strong>de</strong> einmal 10 mm tiefen M5-Gewin<strong>de</strong>loch am Werkzeug an. Es solltemöglichst nah an <strong>de</strong>r Kavität liegen, <strong>de</strong>nnje weniger Schnittstellen sich zwischen<strong>de</strong>m Ort <strong>de</strong>s Geschehens und <strong>de</strong>m Sensorbefin<strong>de</strong>n, <strong>de</strong>sto genauer sind dieDaten.Einiges spricht dafür, einen einmal füreine Servicemessung angebrachten Sensoranzuschaffen, um ihn an „seinem“Werkzeug zu belassen. Denn erstens wer<strong>de</strong>nmeist Werkzeuge überwacht, die einenbeson<strong>de</strong>rs hohen Wartungs-, Instandhaltungs-und Reparaturaufwan<strong>de</strong>rzeugen, bei <strong>de</strong>nen also weitere Messungenwahrscheinlich sind. Und zweitenslebt die Aussagekraft <strong>de</strong>r Aufzeichnungen<strong>de</strong>s Sensors auch von <strong>de</strong>r Formschlüssigkeit<strong>de</strong>s Gewin<strong>de</strong>s, mehrmaligesFest- und wie<strong>de</strong>r Aufdrehen ist darum zuvermei<strong>de</strong>n. Drittens ist nach je<strong>de</strong>m Anbringen<strong>de</strong>s Sensors eine erneute Referenzmessungerfor<strong>de</strong>rlich. Und nicht zuletztsind die Sensoren so preiswert, dass<strong>de</strong>r Aufwand für Aus-, Einbau und Referenzmessungenin keinem Verhältnissteht.Für eine Servicemessung wird ein Kabelam Sensor <strong>zur</strong> Messung aufgestecktund <strong>de</strong>r Rechner über eine Schnittstelle<strong>zur</strong> Maschine aktiviert. Nach 25 bis 30 Zyklenkönnen die Geräte wie<strong>de</strong>r abgebautwer<strong>de</strong>n. Die Produktionsunterbrechungliegt bei eingebautem Sensor inklusive<strong>de</strong>m Auf- und Abbau unter zwei Minuten.Die anschließen<strong>de</strong> Auswertung <strong>de</strong>raggregierten Daten durch Toses zeigt, obes dabei zu ungewöhnlichen Erscheinungengekommen ist.Problemwerkzeuge –wer hat keins?In <strong>de</strong>r Praxis hat sich die hohe Empfindlichkeit<strong>de</strong>r Messmetho<strong>de</strong> zuletzt bestätigt,als <strong>de</strong>r Nachweis gelang, dass sichein Kernbruch schon beim 50. Zyklus in<strong>de</strong>n Prozessbil<strong>de</strong>rn erkennbar anbahnte,obwohl <strong>de</strong>r komplette Bruch erst beim600. Zyklus erfolgte (Bil<strong>de</strong>r 2, 3 und 4).Nichtnur, dass Zulieferer von Spritzgussteilenimmer öfter nachweisen müssen, dass siein <strong>de</strong>r Lage sind, solche Werkzeugschä<strong>de</strong>nfrühzeitig zu erkennen, gibt diesesWissen zu<strong>de</strong>m wertvolle Hinweise für dieKonstruktion von Werkzeugen.Problemwerkzeuge gibt es in je<strong>de</strong>r Produktion.Sie lassen sich mit einer ABC-Analyse i<strong>de</strong>ntifizieren, etwa wenn einBruchteil <strong>de</strong>r Werkzeuge <strong>de</strong>n Großteil <strong>de</strong>rWartungs-, Instandhaltungs- und Reparaturkostenin Anspruch nimmt. Ganzabgesehen davon, dass die zuständigenMitarbeiter meist genau wissen, welcheWerkzeuge immer wie<strong>de</strong>r erhöhte Aufmerksamkeiterfor<strong>de</strong>rn. Für diese Werkzeugegibt es nun mit <strong>de</strong>r Körperschallsensorikeine einfache, objektive Metho<strong>de</strong>,um sie nachweislich schneller und besserin <strong>de</strong>n Griff zu bekommen. DER AUTORDIPL.-ING. BURKHARD WALDER, geb. 1964, istGrün<strong>de</strong>r und Geschäftsführer <strong>de</strong>r Toses Tooling SecurityServices GmbH & Co. KG, Hagen; B.Wal<strong>de</strong>r@Toses.<strong>de</strong>46 © Carl Hanser Verlag, München <strong>Kunststoffe</strong> 4/2014Internet-PDF-Datei. Diese PDF Datei enthält das Recht <strong>zur</strong> unbeschränkten Intranet- und Internetnutzung, sowie <strong>zur</strong>Verbreitung über elektronische Verteiler. Eine Verbreitung in gedruckter Form ist mit dieser PDF-Datei nicht gestattet.