BY GÜHRING
BY GÜHRING
BY GÜHRING

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Mit der Entwicklung des ersten MMS-Übergabesystems war Gühring Vorreiter beider Einsparung von Kühlschmierstoffen inder Metallzerspanung.Unser Programm zur MMS-Bearbeitungumfasst neben MMS-Spannfuttern für1-Kanal- und 2-Kanal-Systeme ergänzendeFutter und Zubehör. Daneben bietenwir MMS-fähige Werkzeuge und eigensentwickelte Prüfmethoden, mit denen dieFunktionstüchtigkeit der Werkzeugschmierungüberprüft, ausgewertet, optimiert unddokumentiert werden kann.In diesem Handbuch finden Sie detaillierteInformationen zur MMS-Technologie, ihrertechnischen Umsetzung in verschiedenenVarianten, dazugehörigen MMS-gerechtenWerkzeugen mit Zubehör, dem MMS Prüfstandsowie dem MQL-Check 3000.InhaltsverzeichnisMMS - Technologie und VorteileWerkzeuge für die MMS-BearbeitungSysteme für die MMS-BearbeitungMMS by GühringMQL-Check 3000MMS-PrüfstandSeite4610121415
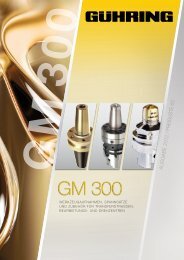
MMS - Technologie und VorteileMMS - Technologie und VorteileGrundlagenZiele der MMS-BearbeitungReduzierung des KühlschmiermittelbedarfsDie Minimalmengenschmierung (MMS) arbeitet mit einemLuft-Schmierstoff-Gemisch (Aerosol), das nur einen sehrgeringen Anteil Kühlschmierstoff (KSS) enthält. Dabeiwerden kleinste Tröpfchen Schmierstoff direkt auf dieSchneidkante aufgebracht. Durch den gezielten Einsatzentsteht ein optimaler Schmierfilm zwischen Werkzeug,Werkstück und Span, der Reibungswärme bereits vor ihrerEntstehung minimiert beziehungsweise über den Spanabführt. Bei optimaler Einstellung ist MMS eine Verlust- oderVerbrauchsschmierung. Das heißt, dass nahezu 100 Prozentdes Aerosols an der Wirkstelle verdampft.Innere und äußere ZuführungEs gibt zwei Möglichkeiten, das Schmiermittel derWirkstelle zuzuführen. Bei der äußeren Zuführung wirddas Kühlschmiermittel durch eine externe Düse an dieWerkzeugspitze transportiert. Bei der inneren Zuführungwird das Kühlschmiermittel mittels Kühlkanälen durchdie Arbeitsspindel, das Spannfutter und das Werkzeugtransportiert und gewährleistet so eine optimale Benetzungan der Wirkstelle.Bei der inneren Zufuhr ist es besonders wichtig, dassdas Aerosol versackungsfrei durch die Maschinenspindelzum Austritt an der Werkzeugspitze gelangt. Dazumüssen vom MMS-System über die Spannmittel bis zurWerkzeuggeometrie alle Komponenten optimal ausgerichtetwerden.1-und 2-Kanal-SystemDie MMS-Systeme können in 1- und 2-Kanal-Systemeunterteilt werden. Beim 1-Kanal-System wird das Aerosolaußerhalb der Spindel gemischt und über eine externeVersorgungsleitung zur Werkzeugspitze befördert.Das 2-Kanal-System mischt das Aerosol direkt amWerkzeughalter, nachdem Schmierstoff und Luft getrenntüber zwei Kanäle durch die Werkzeugspindel bis zumWerkzeughalter geführt wurden.• Reduzierung der Temperaturbelastung an derWerkzeugspitze• Verringerung des Werkzeugverschleißes• Effektive Spanabfuhr aus tiefen Bohrungen• Reduzierung des Kühlschmiermittelbedarfs (KSS BedarfMMS 0,025 l/h)• Hohe Kühlschmierwirkung besonders bei tiefen Bohrungen• Senkung der Reinigungskosten der Bauteile• Senkung der Kosten für die Kühlschmiermittelentsorgung• Reduzierung der Kosten für die Entsorgung mitKühlschmiermittel belasteter Späne• Umwelt- und Gesundheitsschutz durch weniger EmissionenDie Kosten rund um die Kühlschmierung machen neben denMaschinen- und Werkzeugkosten einen beträchtlichen Teilder Kosten des Zerspanungsprozesses aus. Die Senkungdes Kühlschmiermittelbedarfs bietet daher vielfältigeEinsparpotenziale.Bei der Minimalmengenschmierung werden im Vergleichzur Nassbearbeitung nur geringe Mengen an KSSverwendet. Nur die Menge Öl, die wirklich gebraucht wird,wird eingesetzt und direkt an den Wirkungsbereich amWerkstück aufgesprüht. Statt bis zu 1000 Litern kommt dieMinimalmengenschmierung mit einem Schnapsglas (0,025 l)Schmierstoff in der Stunde aus.Die Einsparung von Kühlschmiermittel bringt nicht nurKostenvorteile, sondern unterstützt auch den Umwelt- undGesundheitsschutz, da bei der MMS-Fertigung wenigerEmissionen freigesetzt werden.Fertigungskosten(konventionelle Kühlschmierung)Fertigungskosten(MMS-Bearbeitung)Nassbearbeitung MinimalmengenschmierungKostenanteilkonventionelleKühlschmierungKostenanteilWerkzeugeSonstige Kosten(Maschinen,Personal etc.)<strong>BY</strong> <strong>GÜHRING</strong>EinsparpotenzialMMS-BearbeitungKostenanteilMMS-KühlschmierungKostenanteilWerkzeugeSonstige Kosten(Maschinen,Personal etc.)4 MMSMMS5
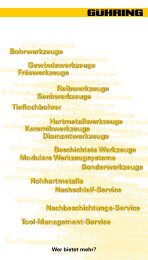
Werkzeuge für die MMS-BearbeitungWerkzeuge für die MMS-BearbeitungBestform für MMSDie MMS-gerechte KühlmittelzufuhrDa bei der Trocken- und MMS-Bearbeitung die entstehendeZerspanungswärme nicht wie bei der konventionellenNassbearbeitung durch das Kühlschmiermittel abgeführtwerden kann, müssen entsprechend optimierte Werkzeuge sogestaltet sein, dass:• beim Zerspanungsprozess weniger Wärme entsteht (z.B.durch scharfe Schneiden mit positivem Spanwinkel beigleichzeitig gesteigerten Schnittparametern),• die Reibung minimiert wird (z.B. durch geringere Breite derFührungsfasen im Vergleich zum Nass-Werkzeug und einegrößere Verjüngung des Werkzeugs),• der Wärmeübergang zwischen Span und Werkzeugreduziert wird (z.B. durch thermisch isolierendeHartstoffschichten und polierte Werkzeugoberflächen zurReduzierung der Reibung zwischen Span und Spanfläche),• der Wärmeübergang zwischen Span und Werkstückvermindert wird (z.B. durch rasche Spanabfuhr aus derBohrung bzw. von der Werkstückoberfläche weg).Ein professioneller Ansatz bei der Gestaltung MMS-gerechterWerkzeuge erlaubt heute eine deutliche Leistungssteigerungbei gleichzeitiger Wahrung der Prozesssicherheit. Die fürdie Leistungsfähigkeit und Prozesssicherheit relevantenEigenschaften eines Bohrwerkzeugs werden dabei vonder Schneide über die Spannuten bis zum Schaftende denbesonderen Anforderungen der MMS-Technologie angepasst.Dazu gehört neben der Auswahl des Hartmetalls auchdie spezielle Werkzeuggeometrie, die Beschichtung desWerkzeugs und die Gestaltung des Schaftendes bei MMS-Bohrern.Da bei der Minimalmengenschmierung mit extrem geringenKühlschmierstoffmengen gearbeitet wird, ist die Zufuhr diesergeringen Mengen zur Wirkstelle von enormer Bedeutung.Dabei kommt vor allem der geometrischen Gestaltung desSchaftendes zur sicheren Schmiermittelübergabe eine zentraleBedeutung zu.Um die Leistungsfähigkeit und Prozesssicherheit gewährleistenzu können, müssen folgende Grundanforderungen konstruktivumgesetzt werden:• Vermeidung von Toträumen, die zu einer eventuellenVersackung führen können• Gestaltung einer dichten Übergabefläche zwischenSchaftende und Übergabeschraube, um ein Entweichendes Kühlschmiermittels in den Spannbereich des Futtersoder in die HSK-Innenräume zu vermeiden (Vermeidungvon Spananklebungen, die beim nachfolgendenWerkzeugwechsel zu Rundlauffehlern führen)• Einfache Handhabung• Preisgünstige HerstellungUm den Forderungen nach Leistungsfähigkeit undProzesssicherheit bei der MMS-BohrungsbearbeitungRechnung zu tragen, hat Gühring die Gestaltung desSchaftendes und somit der Kühlmittelübergabe ins Werkzeugdetailliert untersucht.Strömungsprofil mit geringer WirbelbildungStrömungsverhältnisse imKühlkanal-Verbindungsschlitzan der Stelle des kegeligenÜbergangsMMS-optimierter SpantransportMMS-SchaftausführungHA/HEStandard Nass-WerkzeugoptimaleBeschichtungoptimierteOberflächenrauhheitDie MMS-gerechte SpannutDie Spannut hat im Bereich direkt hinter der Schneide dieAufgabe, den Span so einzuformen, dass er möglichstklein gebrochen wird. Im hinteren Bereich kommt ihr dieAufgabe zu, den Span schnellstmöglich abzutransportieren.Diese Aufgaben sind bei Nassbearbeitung, MMS undTrockenbearbeitung gleich. Bei der MMS kommt es allerdingsganz besonders darauf an, dem Span im hinteren Bereich einenminimalen Reibungswiderstand entgegenzusetzen, um einenstörungsfreien Abtransport zu gewährleisten. Hierzu trägt eineoptimierte Nutform ebenso bei wie eine speziell geglätteteOberfläche dieser Nut.MMS-WerkzeugDie MMS-gerechte BeschichtungDie MMS-gerechte Hartstoffschicht erleichter die Spanabfuhrund gewährleistet eine erhöhte Prozesssicherheit.Diese Beschichtung findet vor allem in der Stahl- undGussbearbeitung Anwendung.angepassteVerjüngungMMS-Spitzengeometrie6 MMSMMS7
Werkzeuge für die MMS-BearbeitungWerkzeuge für die MMS-BearbeitungPilotbohrerSpiralisierter TieflochbohrerReibahle HauptölbohrungReibahle für SteuerbohrungKühlkanal-GewindfräserReibahle Führung & GrundsitzPKD-BefestigungsbohrungNutenfräser für HauptölbohrungKühlkanal-GewindebohrerPKD-HVA-BohrungZylinderkopf(komplett mit MMS zerspanbar)Pumpengehäuse(komplett mit MMS zerspanbar)8 MMSMMS9
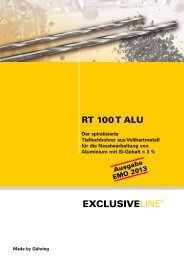
Systeme für die MMS-BearbeitungSysteme für die MMS-BearbeitungDie Bereitstellung des MMS-Mediums über das Werkzeugermöglicht eine präzise Zufuhr des Aerosols direkt andie Wirkstelle. Unabhängig von der Zugänglichkeit derBearbeitungsstelle wird so die optimale Zufuhr desKühlschmierstoffs sichergestellt. Dadurch lassen sichgroße Bohrungstiefen und hohe Schnittgeschwindigkeitenrealisieren. MMS-Systeme mit innerer Schmierstoff-Zufuhrwerden in 1-Kanal und 2-Kanal-Systeme unterschieden.1-Kanal-System1-Kanal-SystemBeim 1-Kanal-System wird das Aerosol in einer externenMMS-Einheit gemischt. Das Luft-Öl-Gemisch wird über dieAerosolleitung, die Drehdurchführung und die Spindel direktzum Werkzeug geleitet. Nur eine Versorgungsleitung isterforderlich.KugelhahnDrehdurchführungSpindelWerkzeugDrehdurchführung Spindel WerkzeugWerkzeughalterAerosol KompaktaggregatNachfüllaggregatLuft-/Öl-GemischMMS-GerätGrafik: Bielomatik2-Kanal-System2-Kanal-SystemIm 2-Kanal-System werden Schmierstoff und Luft getrenntüber zwei Kanäle durch die Werkzeugspindel bis zumWerkzeughalter geführt und erst dort gemischt. Eine in derSpindel montierte Lanze transportiert das Öl. Sie unterdrücktden Zentrifugaleffekt und damit Entmischungsvorgänge inder Spindel. Die Spindeldrehzahl kann daher im Vergleichzum 1-Kanal-System deutlich angehoben werden.Ein integriertes Schnellventilsystem steuert die optimaleDosierung der Ölmenge. Öl und Luft können bei diesemSystem in fast beliebigen Mengen gemischt werden. Der Wegvon der Mischkammer zur Wirkstelle ist nur minimal, waseine sehr schnelle Reaktionszeit bewirkt und eine schnelleÄnderung der Ölmenge zulässt.EntlüftungsventilDrehdurchführung Spindel WerkzeugDrehdurchführung Spindel WerkzeugLuftÖlLanzeWerkzeughalterLuftSteuerung EAoder ProfibusÖlÖl-LanzeLuft-/Öl-GemischPneumatik-VersorgungHydraulik-VersorgungÜbergabe RohrSchnittstelleWerkzeug/WerkzeughalterMMS-GerätGrafik: Bielomatik10 MMSMMS11
MMS by GühringDurch seine Grundlagenforschung für die MMS-Bearbeitung schuf Gühring dieVoraussetzung für eine praxisnahe MMS-Technologie. Vom Spannsatz bis zurWerkzeugschneide wurden alle Komponenten in die Entwicklung miteinbezogen.Das Gühring MMS-Programm umfasst:MMS by GühringMMSSystemfinderHydrodehnspannfutterHSK-Afür automatischenWerkzeugwechselHSK-Afür manuellenWerkzeugwechsel4210 4209• MMS-fähige Werkzeuge mit optimierten Eigenschaften für die Trockenbearbeitung• Hydraulik-Dehnspannfutter, Schrumpffutter und Synchrofutter für 1-Kanal- und2-Kanal-Systeme• Längeneinstellschrauben und dazugehörige Dichtlippen• Kühlmittelübergabe-Sätze und Montageadapter• Das Messgerät MQL-Check 3000 zur quantitativen und zeitaufgelösten Prüfungdes MMS-Aerosol-Förderverhaltens• Den MMS-Prüfstand zur Prüfung, Auswertung und Optimierung derFunktionstüchtigkeit der Werkzeugschmierung<strong>BY</strong> <strong>GÜHRING</strong>1SchrumpffutterSynchrofutter4741 47354330 42981 <strong>BY</strong> <strong>GÜHRING</strong> 2 <strong>BY</strong> <strong>GÜHRING</strong><strong>BY</strong> <strong>GÜHRING</strong>2HydrodehnspannfutterSchrumpffutter4612 46114614 4613Unsere Produkte für dieMMS 1-Kanal-Techniksind mit diesem Symbolgekennzeichnet.Unsere Produkte für dieMMS 2-Kanal-Techniksind mit diesem Symbolgekennzeichnet.Synchrofutter4341 4298Optisches Merkmalfür das 1-Kanal-Systemist die goldfarbeneMMS-Längeneinstellschraube.Optisches Merkmalfür das 2-Kanal-Systemist die schwarzeMMS-Längeneinstellschraube.automatische Werkzeugspannungmanuelle WerkzeugspannungMMS-SchrumpffutterHSK-AArt.-Nr. 4741MMS-SchrumpffutterHSK-AArt.-Nr. 4735MMS-KühlmitteleinheitHSK-AArt.-Nr. 4939MMS-FüllstückHSK-AArt.-Nr. 4940MMS-Einstellschraube mitDichtlippe für HSK-AArt.-Nr. 4937MMS-Einstellschraube mitDichtlippe für HSK-AArt.-Nr. 4937MMS-gerechtes SchaftendeMMS-gerechtes Schaftende12 MMSMMS13
MQL-Check 3000MMS-PrüfstandMessung direkt an der WerkzeugspitzeGerade bei der Minimalmenschenschmierung kommt es aufdie optimale Zufuhr der sehr geringen Schmierstoffmengenan der Werkzeugschneide an.Eine mangelhafte Zufuhr beziehungsweise zu langeAnsprechzeiten können fatale Folgen wie vorzeitigerVerschleiß, verschlechterte Bearbeitungsqualität odersogar Werkzeugbruch haben. Eine zu große Menge anKSS führt hingegen zu erhöhten Kosten durch unnötigenSchmierstoffverbrauch und zusätzlichen Reinigungsaufwandfür Bauteile beziehungsweise Maschinen.Mit dem MQL-Check 3000 stellt Gühring ein einfach zubedienendes Messgerät für die schnelle Prüfung derSchmierstoffmenge direkt an der Werkzeugspitze zurVerfügung.Funktion & AnwendungDer MQL-Check 3000 wird in der Maschine montiert, dannwird die Werkzeugspitze in die Messöffnung der Messeinheitverfahren und die Schmierstoffzufuhr eingeschaltet. Dieermittelten Daten sendet die Messeinheit des MQL-Check3000 per Funk an das zugehörige Anzeigegerät, an demdie ermittelten Werte in ml/h angezeigt werden. EineDatenschnittstelle am Anzeigegerät ermöglicht darüberhinaus optional die Übertragung der Daten auf einen PC, mitdem weitere Auswertungen und vor allem die Dokumentationder Messungen möglich sind.Vorteile des MQL Check 3000Technische Daten• einfache, direkte, schnelle Messung derSchmierstoffmenge an der Werkzeugspitze• die Ermittlung der tatsächlichen Ansprechzeit – alsoder Zeit vom Start des Systems bis zum Austritt desSchmierstoffs an der Werkzeugspitze• die Reproduzierbarkeit und jederzeit vergleichbareMessdaten• ein werkstattgerechtes System, das kabellos arbeitet– sowohl bei der Stromversorgung als auch bei derDatenübertragung• vergleichende Messungen zur Funktion von MMS-Gerät,Maschine, Spindel, Werkzeugaufnahme und WerkzeugPrüfbereichDurchmesserbereichWerkzeugMesslageStromversorgung5 bis 60 ml/h3 bis 20 mmMQL-Check 3000 besteht aus:0 bis 90° (vertikale und horizontaleBearbeitung)Batterie• Messeinheit inkl. Sender und Magnetfuß für dieMontage bei horizontaler Bearbeitung• Anzeigegerät mit Empfänger• Messfilter für Prüfbereiche bis 30 ml/hDatenschnittstelle und PC-Software sind optional möglich.Für die perfekte Funktionsweise seiner MMS-Werkzeuge hatGühring einen eigenen MMS-Prüfstand entwickelt. Dabei wirdüberprüft:• Ansprechzeit bis zum ersten Aerosol-Austritt• Zeit bis zum konstanten Aerosol-Fluss• ob MMS-Prozess mit konstanter Öl-Menge läuftDer MMS Prüfstand bietet die Möglichkeit sowohl Werkzeugefür 1-Kanal MMS-Systeme als auch 2-Kanal-MMSSysteme zu prüfen. Variationsmöglichkeiten in Bezug aufDrehzahl, MMS Menge, und Luftdruck sind möglich. Damitkann überprüft werden, ob das Schmiermedium an allenKühlkanälen gleichmäßig austritt und eine ausreichendeSchmierung der Schneiden gewährleistet ist. Andersfallskönnen die Kühlkanäle dementsprechend modifiziert werden.Dank des freizugänglichen Werkzeugspanners dauert einUmrüsten der MMS Systeme nur wenige Minuten.Eine eingebaute Motorspindel mit automatischer Werkzeugspannungermöglicht reelle Prüfbedingungen. Der MMS-Prüfstandkann mit einer Arbeitsdrehzahl von bis zu 16.000 min -1gefahren werden.Mit Hilfe der Aufzeichnungen des Prüfstands kanndie Funktionstüchtigkeit der Werkzeugschmierung fürden Kunden optimiert und dokumentiert werden. DieAnwendung des MMS-Prüfstandes von Gühring steigert dieProzesssicherheit und optimiert damit die Effektivität derFertigung.14 MMSMMS15
<strong>BY</strong> <strong>GÜHRING</strong>Gühring KGHerderstraße 50 - 54 | 72458 AlbstadtTel.: +49 74 31 17 - 0 | Fax: +49 74 31 17 - 21 279info@guehring.de | www.guehring.de148 623/1384-IX-15 • Printed in Germany • 2013