SMD-Reflow-Löten für Amateure
SMD-Reflow-Löten für Amateure
SMD-Reflow-Löten für Amateure

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
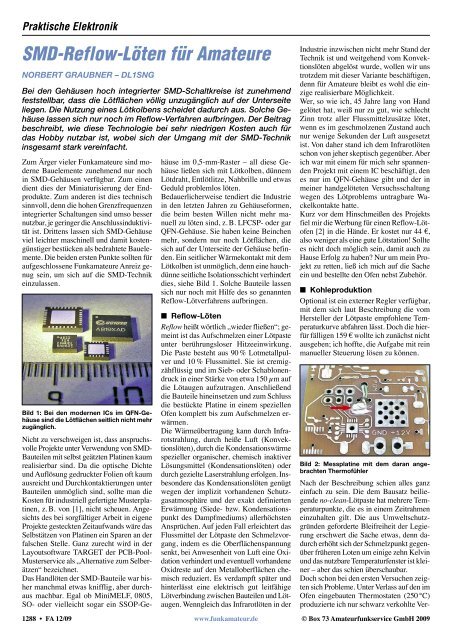
Praktische ElektronikBild 8: Die Lötpaste beim Rakeln in einemZug in die Löcher der Schablone drücken.Bild 9: Nach dem Abheben der Schablone istdie aufgetragene Lötpaste gut zu erkennen.Bild 10: Ansicht der fertig bestückte Platine;jetzt nur nicht mehr die Bauteile bewegen!es sonst insbesondere an den feinen Löt -augen die Paste breitdrückt und dadurchspäter Kurzschlüsse entstehen können. Wiewir später noch sehen, ist die Menge deraufgetragenen Lötpaste trotz der relativdünnen Schablone (0,15 mm) immer nochmehr als reichlich. Es ist alles <strong>für</strong> einenmöglichst dünnen Auftrag der Lötpaste zutun. Die Menge der Paste hängt auch vomAnstellwinkel des Rakels ab: Je flacher erist, desto mehr drückt sich die Paste hinterdem Rakel wieder hoch. Umgekehrt reißtbei zu steilem Winkel, was gleichbedeutendmit einem zu geringen Auftrag ist, der Materialflussleicht ab.Es ist also etwas Übung erforderlich. ZumGlück ist das kein Problem; wenn derStreich misslingt: Einfach die Schablonehochklappen, die Platine herausnehmenund alles mit Spiritus reinigen. Wegen derGefahr von Verunreinigungen mit demZurückfüllen von Paste in das Vorratsgefäßäußerst zurückhaltend sein. Die Bilder 8und 9 zeigen den Vorgang des Rakelns unddas Ergebnis in Großaufnahme.Sobald sämtliche <strong>SMD</strong>-Lötaugen eineneinwandfreien Lötpastenauftrag erhaltenhaben, ist die Platine vorsichtig aus demHalter herauszunehmen. Von nun an dieLötaugen mit der darauf befindlichen Pastenicht mehr berühren.Bild 11: Der Ofen bietet auch Platz <strong>für</strong> größerePlatinen. Hier waren es nur die Testplatine undeine Messplatine daneben.300ϑ[°C]2502001501005000 1 2 3 4 5 6 8t[min]Bild 12: Temperaturkurve bei Verwendungdes Reglers (blau) und ohne Regler (rot)Schritt 5: Bestücken der <strong>SMD</strong>-TeileDas Bestücken der winzigen Bauteile verliertbei Verwendung einer genau passenden<strong>SMD</strong>-Nahbrille seinen Schrecken. Diesesollte eine Brechkraft von etwa +5 Dioptrienbezogen auf das gesunde Auge haben,d. h., bei komplett entspanntem Auge sollteder Betrachtungsabstand etwa 0,2 m betragen.Bei der Anpassung durch einen Optikerberücksichtigt dieser normalerweiseauch eine eventuelle Stabsichtigkeit undeine ungleiche Brechkraft der Augen – eingroßer Vorteil gegenüber den billigen Ausführungen,die es gelegentlich bei Handelskettengibt.Mit einer solchen Brille ist trotz alterssichtigerAugen müheloses Arbeiten und Erkennenallerfeinster Details möglich. Dennochmuss so ein gutes Stück vom Optikernicht teuer sein, denn es sind ja weder einemodische Fassung noch entspiegelte odergar getönte Gläser erforderlich. Gegebenen -falls ist sogar eine alte Fassung nutzbar.Ich habe <strong>für</strong> meine <strong>SMD</strong>-Brille nur etwa60 € bezahlt. Mit meinen alterssichtigenAugen ist sie <strong>für</strong> mich bei der Arbeit mit<strong>SMD</strong>-Bauteilen zu einem unverzichtbarenWerkzeug geworden. Der Verzicht auf Bohnenkaffeesorgt <strong>für</strong> ruhigere Hände.So ausgerüstet geht es ans Bestücken. Miteiner sehr präzisen, feinfühligen Pinzettesind die Bauteile einzeln aus dem Vorratsbehälterzu nehmen, auf den jeweiligenPositionen ganz zart in die weiche Lötpastezu drücken und nach Möglichkeit nichtmehr zu verschieben!Die Paste ist zäh genug, um auch rundeBauteile, z. B. MELF oder MiniMELF,sicher am Wegrollen zu hindern. Erschütterungender Platine und das Berühren platzierterBauteile sind unbedingt zu vermeiden.Diese Platzierungsarbeit geht wesentlichschneller von der Hand als das bisher üblichemanuelle <strong>Löten</strong> – einfach nur nehmenund platzieren! Bei ruhigem Arbeitensind so etwa drei Bauteile pro Minute zuschaffen. Bild 10 zeigt die fertig bestücktePlatine.Schritt 6: <strong>Löten</strong> der BauteileSoweit noch nicht geschehen, nun in dennoch kalten Lötofen die Messplatine mitdem Thermofühler eingelegen. Dabei solltedie Zuleitung des Fühlers mindestenszweimal am Gitterrost fixiert sein, damitsich die Platine beim Schließen der Türnicht verschiebt und womöglich die bestücktePlatine herunterreißt. Damit dieEisenstäbe des Gitterrosts die Messungnicht verfälschen, ist der Thermofühler aufder Messplatine möglichst in der Mittezwischen zwei Stäben zu platzieren. Danebendie bestückte Platine legen, wie inBild 11 zu erkennen.Nach dem Schließen der Glastür kann eslosgehen. Stolze Besitzer des weiter vornerwähnten Temperaturreglers schließen denThermofühler an diesen an, drehen denZeitschalter des Ofens bei Voreinstellungauf Ober- und Unterhitze auf mindestens15 min und betätigen sodann den Solder-Knopf am Regler. Dieser steuert nun vollautomatischdie einzelnen Betriebsphasen(Preheat, Soak, <strong>Reflow</strong> und Dwell). ZumSchluss ertönt das Signal zum Öffnen derTür. Nach einer Weile die abgekühlte Platineherausnehmen und das Ergebnis begutachten.Wer keinen Temperaturregler hat, schließtden Fühler an ein gutes Digitalthermometeran (möglichst mit 1 % Genauigkeit!)und versucht, die mit dem Originalreglererreichte und in Bild 12 gezeigte Temperaturkurvebestmöglich von Hand nachzubilden.Es empfiehlt sich, dies vorher zuüben.1290 • FA 12/09 www.funkamateur.de© Box 73 Amateurfunkservice GmbH 2009
Wichtig ist, dass in der Aktivierungsphase(engl.: Soak) der Temperaturanstieg zwischen120 °C und 160 °C deutlich lang -samer erfolgt als beim eigentli chen Lötvorgangoberhalb von 160 °C.Im Wesentlichen sollte der Ofen bis etwa160 °C mit der halben Leistung arbeiten,darüber mit der vollen Leistung (1,5 kW).Beim Erreichen von 232 °C ist die Heizungabzuschalten. Die Wärmekapazität derHeizstäbe reicht aus, um diese Temperaturüber die nächsten 20 s hinweg zu halten.Keinesfalls 250 °C überschreiten, denn diesbeschädigt Bauteile und Leiterplatte. FindigeBastler konstruieren sich eine einfacheStellbox, z. B. mit einer TRIAC-Steuerung,die diese Vorgaben erfüllt.Bild 13: Platine in der Vorwärmphase; diePaste ist noch zäh.Bild 14: Platine in der Aktivierungsphase; diePaste schmiegt sich an die Bauteile an.Bild 15: Aufschmelzen der Lötpaste; der silb -rige Glanz ist insbesondere an den beidenMiniMELF-Dioden im Hintergrund gut zu erkennen.Vom Einlegen der Platine in den auf 250 °Cvorgeheizten Ofen – so wie in der Anleitungbeschrieben – halte ich nichts, denndabei kann vom Einhalten der vorgeschriebenenTemperaturkurve keine Rede sein.Außerdem stößt man mit dem Handrückenzu leicht an die rot glühenden Heizstäbeund riskiert schwere Verbrennungen. Überdiesbleibt wegen der großen Hitzeentwicklungkaum die Ruhe, die Platine ausreichenderschütterungsfrei einzulegen.Die Bilder 13 und 14 zeigen, dass währendder Vorwärm- und Aktivierungsphase deutlicheVeränderungen an der Lötpaste zu be -obachten sind. Die anfänglich eher abweisendeLötpaste schmiegt sich zusehendsan die Bauteile an, bettet diese richtiggehendein und schützt sie so nicht nur vorOxidation, sondern aktiviert sogar ältereMetallflächen mithilfe chemischer Vorgänge.Die im Muster verwendeten Mini-MELF-Dioden hatten z.B. eine Lagerzeitvon mehr als 20 Jahren in der <strong>SMD</strong>-Boxhinter sich und ließen sich dennoch einwandfreilöten!Ab 160 °C beginnt der eigentliche Lötvorgangmit voller Heizleistung, wobei dasAufschmelzen der Lötpaste bei etwa 210 °Cerfolgt, bei den größeren Bauteilen etwasspäter. Dies ist deutlich in Bild 15 zu sehen.Sobald sich die Temperatur dem Wertvon 232 °C nähert, ist die Heizleistung soweit zu reduzieren und eventuell abzuschalten,dass die Temperatur insgesamtetwa 20 s auf diesem Wert verharrt. Dannden Ofen ausschalten und die Tür vollständigöffnen. Da die Lötstellen noch flüssigsind, den Ofen während des Lötvorgangsund danach keinerlei Erschütterung aussetzenund die Platine erst nach dem weitgehendenAbkühlen herausnehmen.Praktische ElektronikBild 16: Fertig gelötete Platine; lediglich derIC vorne weist eine Lötbrücke auf.Fotos: DL1SNG■ ErgebnisseGemessen am geringen Aufwand kann sichdas Ergebnis sehen lassen. Die Lötstellensind zwar zugegebenermaßen etwas zu fett,was auch prompt zu einem Kurzschluss amIC mit dem 0,5-mm-Raster im Vordergrundvon Bild 16 führte, aber immerhin exakter,als dies beim Handlöten möglich wäre. Zudementfiel das Reinigen der Platine – diedem <strong>Reflow</strong>-Kit beiliegende No-clean-Lötpasteträgt ihre Bezeichnung also völlig zuRecht. Beim Typ des Tasters (rechts hintenin Bild 10) gab es beim Handlöten stetsProbleme; die Beinchen zeigten sich äußerstwiderspenstig gegen Verzinnen. Mitder Lötpaste ging es hingegen einwandfrei.Der Kurzschluss am vorderen IC ließ sichmit Entlötlitze leicht beseitigen. Die übrigenLötstellen waren in Ordnung, auch unterdem ATtiny24 im 20-poligen QFN-Gehäusemit nur 0,5 mm Anschlussabstandgab es keine Kurzschlüsse und keine Wackelkontakte– die Schaltung funktionierteauf Anhieb.Mit Absicht hatte ich auf der Musterpla -tine möglichst unterschiedliche Gehäuseformenkombiniert, angefangen von einemTransistor (NE68819), der nur halb so großist wie ein SOT23-Gehäuse und <strong>für</strong> den esnoch nicht einmal eine internationale Gehäusenormgibt, über Widerstände undKondensatoren im Gehäuse 0603, die jahrelangin der <strong>SMD</strong>-Box gelagert wordenwaren, bis hin zu einem relativ großenSpannungsregler im DPAK-Gehäuse mitimmerhin neun Durchkontaktierungen unterder Auflagefläche. Alle waren einwandfreiund völlig problemlos zu löten – was<strong>für</strong> eine Erleichterung!Das <strong>SMD</strong>-<strong>Reflow</strong>-<strong>Löten</strong> löst das müh sameund fehlerträchtige Handlöten ab und ermöglichtdie Verwendung noch kleinererBauteile als bisher – ein riesiger Fortschritt,sowohl <strong>für</strong> <strong>Amateure</strong> als auch <strong>für</strong> Profis,die gelegentlich Musterplatinen zu bauenhaben!Meinen ganz herzlichen Dank richte ichan Herrn Gernot Seeger, DL5ZAO, vonBeta-Layout, der mich insbesondere beimeinen anfänglichen Problemen bestmöglichunterstützt hat. Die persönliche Begeisterungund Überzeugung <strong>für</strong> das hiervorgestellte extrem preiswerte Infrarot-<strong>Reflow</strong>-<strong>Löten</strong> war ihm deutlich anzumerken.Die Methode erleichtert und erweitertdie Verwendung von <strong>SMD</strong>-Bauteilen durchFunkamateure ganz erheblich.Bezugsquellen[1] Beta-Layout GmbH: Im Aartal 14, 65326 Aarbergen;Tel. (0 61 20) 90 70-10, Fax -14; E-Mail:info@pcb-pool.com; www.pcb-pool.com[2] Beta-Layout GmbH: <strong>Reflow</strong>-Kit. www.reflow-kit.de© Box 73 Amateurfunkservice GmbH 2009 www.funkamateur.deFA 12/09 • 1291