

Preisliste
Preisliste
Preisliste

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
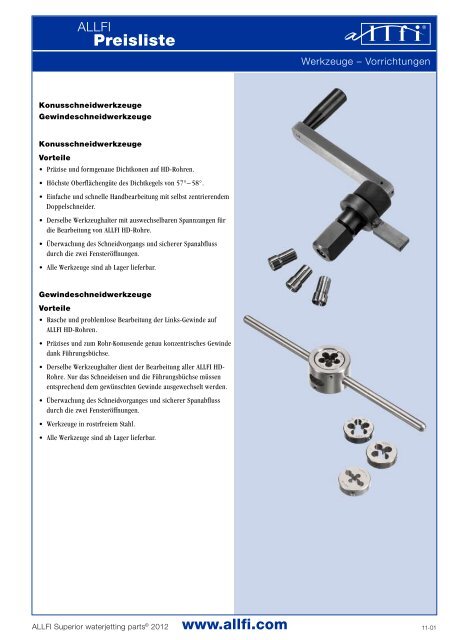
ALLFI<strong>Preisliste</strong>Werkzeuge – VorrichtungenKonusschneidwerkzeugeGewindeschneidwerkzeugeKonusschneidwerkzeugeVorteile• Präzise und formgenaue Dichtkonen auf HD-Rohren.• Höchste Oberflächengüte des Dichtkegels von 57°– 58°.• Einfache und schnelle Handbearbeitung mit selbst zentrierendemDoppelschneider.• Derselbe Werkzeughalter mit auswechselbaren Spannzangen fürdie Bearbeitung von ALLFI HD-Rohre.• Überwachung des Schneidvorgangs und sicherer Spanabflussdurch die zwei Fensteröffnungen.• Alle Werkzeuge sind ab Lager lieferbar.GewindeschneidwerkzeugeVorteile• Rasche und problemlose Bearbeitung der Links-Gewinde aufALLFI HD-Rohren.• Präzises und zum Rohr-Konusende genau konzentrisches Gewindedank Führungsbüchse.• Derselbe Werkzeughalter dient der Bearbeitung aller ALLFI HD-Rohre. Nur das Schneideisen und die Führungsbüchse müssenentsprechend dem gewünschten Gewinde ausgewechselt werden.• Überwachung des Schneidvorganges und sicherer Spanabflussdurch die zwei Fensteröffnungen.• Werkzeuge in rostrfreiem Stahl.• Alle Werkzeuge sind ab Lager lieferbar.ALLFI Superior waterjetting parts © 201211-01
ALLFI<strong>Preisliste</strong>Bearbeitungs-AnleitungenKonusbearbeitung:1. Konusschneidwerkzeug in Schraubstock einspannen.2. Rohr auf Länge zuschneiden und Stirnseite glätten.3. Zange kontrollieren und Vorschubmutter zurückdrehen.4. Rohr durch Spannzange bis ca. in die Mitte der Fensteröffnungdes Werkzeugkörpers einführen.5. Spannzange mit Spannschlüssel anziehen. Achtung: Beim Anziehenverschiebt sich das Rohr Richtung Schneideisen. 1– 2mmAbstand belassen.6. Schneideisen mittels Vorschubmutter vorschieben.7. Rohrende und Schneideisen mit Schneidfett schmieren.8. Antriebshebel mit Schneidhalter im Uhrzeigersinn drehen beigleichmässigem Vorschieben der Vorschubmutter. RegelmässigSchneidfett auftragen.9. Sobald die zwei Schneideisen im Eingriff sind, den Vorschubdurch Zurückhalten der Vorschubmutter kontrollieren. Feinen,regelmässigen Schnitt halten.10. Mass «K» laut Tabelle (siehe Seite 02-02) oder ALLFI HD-Katalogprüfen.11. Zum Beenden der Konusschneidoperation den Schneidhaltereinige Umdrehungen ohne Vorschub leer drehen.Gewindeschneiden:1. Konusschneidkörper in den Schraubstock spannen und Schneidhaltermit Vorschubmutter daraus entfernen.2. Das mit Konus versehene Hochdruckrohr durch die Spannzangeschieben und mit Spannschlüssel anziehen.3. Rohrende und Schneideisen auf Seite der Führungsbüchse mitSchneidfett schmieren.4. Gewindeschneideisen mit Führungsbüchse voraus auf das Rohrendeaufschieben bis zum Kontakt mit dem Konus.5. Gewindeschneideisen mit leichtem axialem Anpressdruck imGegenuhrzeigersinn drehen (Links-Gewinde).6. Gewindelänge laut ALLFI-Katalog überprüfen.ALLFI Superior waterjetting parts © 201211-02
ALLFI<strong>Preisliste</strong>Werkzeuge – VorrichtungenDichtkonus-NachschneidewerkzeugBiegewerkzeugDichtkonus-NachschneidewerkzeugVorteile• Einfaches und schnelles Nachbearbeiten der Rohr-Dichtkonen insämtlichen Hochdruck-Ventilen und Fittingen.• Ermöglicht das Wiederherstellen von feinster Oberflächengüteim Dichtkonus und damit höchster Dichtheit in den Anschlussbohrungen.• Werkzeuge sind ab Lager lieferbar.BiegewerkzeugVorteile• Die handlichen ALLFI Biegewerkzeuge ermöglichen ein schnelles,genaues und einfaches Biegen von dickwandigen Hochdruckrohren.• Diese sind in drei Dimensionen erhältlich und für zöllige undmetrische Rohre anwendbar.• Für HD-Rohre 1/4’’ und 6mm Aussendurchmesser mit dem beivoller Druckbelastung zulässigen Biegeradius von 25mm.• Für HD-Rohre 3/8’’ und 10mm Aussendurchmesser mit dem beivoller Druckbelastung zulässigen Biegeradius von 50mm.• Für HD-Rohre 9/16’’ und 14mm Aussendurchmesser mit dem beivoller Druckbelastung zulässigen Biegeradius von 75mm.• Hochdruck-Rohre müssen kalt gebogen werden, um ihre Druckfestigkeitnicht zu beeinträchtigen.• Die Biegewerkzeuge sind ab Lager lieferbar.ALLFI Superior waterjetting parts © 201211-03
ALLFI<strong>Preisliste</strong>Bearbeitungs-AnleitungenNacharbeiten des Dichtkonus:1. Führungsschraube des Nachschneidewerkzeuges in das Rohranschlussgewindeeinschrauben.2. Schneidfett auf die Fräserspitze und durch die Führungsschraubeauf den Dichtkonus auftragen.3. Zweilippenfräser mit Griff durch die Führungsschraube einführenund unter kräftiger Belastung gleichmässig im Uhrzeigersinndrehen.4. Gegen Ende der zweiten Umdrehung den Druck nach und nachreduzieren, wodurch eine feine Konusoberfläche erreicht wird.5. Sofern nötig, Bearbeitung wiederholen bis eine feine und ratterfreieOberfläche erreicht ist.6. Körper reinigen und wieder montieren.ALLFI Superior waterjetting parts © 201211-04
ALLFI<strong>Preisliste</strong>Werkzeug-SetsWerkzeug-Set für die HD-RohrbearbeitungKompletter Werkzeugkoffer für die Bearbeitung (Konusschneiden,Gewindeschneiden, Biegen von HD-Rohren der Dimensionen 1/4’’,3/8’’, 9/16’’ mit folgendem Inhalt:• Konusschneidwerkzeug mit 3 Spannzangen-Dimensionen Gewindeschneidwerkzeugmit 3 Schneideisen-Dimensionen und3 Führungsbuchsen.• Rohrbiegewerkzeug für 1/4’’-Dimension.• Aufrüstsatz von 1/4’’ auf 3/8’’.• 1 Gewindeschneid-Paste.• 1 Dose High-Tech Paste ASW 040P (gegen metallische «Fresser»).Ein Biegewerkzeug für die 9/16’’-Dimension muss separat bestelltwerden.Zusätzlich ist ein Koffer nur für die Dimensionen 1/4’’ und 3/8’’erhältlich.Montagewerkzeug-Set für DichtungswechselALLFI Schneidköpfe bestehend aus:• Aufnahme• Dorn.• O-Ring-Entferner.• Zapfenschlüssel.• 1 Dose High-Tech Paste ASW 040P (gegen metallische «Fresser»).• 1 Dose Fett für O-Ringe.OptionMontagewerkzeug-Set mit• 2 Dichtungssätzen STANDARD Art. Nr. 90 06 30• 1 Wechselsitz Art. Nr. 90 00 14ALLFI Superior waterjetting parts © 201211-05