AWF-Arbeitsgemeinschaft „Glätten, Takten, Fließen, Pullen ...
AWF-Arbeitsgemeinschaft „Glätten, Takten, Fließen, Pullen ...
AWF-Arbeitsgemeinschaft „Glätten, Takten, Fließen, Pullen ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Beschaffungskonzepte der LogistikVorratsbeschaffungLieferung auf Bestellung(Lange Wiederbeschaffungszeiten)LagerWarenannahmeWarenbereitstellungLagerKonsignationskonzeptBereitstellung in einKonsignationslagerKonsiLagerLagerVertragslagerkonzeptVertrags-LagerLieferung auf AbrufPuffer-LagerLagerStandardteilemanagementBereitstellung in verbrauchsnahem Pufferlager(C-Teile-Management, E-Kanban, etc.)Puffer-LagerLagerEinzelbeschaffungSynchroneBeschaffungsprozesseFertigung und Lieferungauf AuftragWarenannahmeWarenbereitstellungFertigung und Lieferung auf automatischen Auftragsimpuls(JiT, JiS, Web-Kanban, RFID, E-Kanban, Fax-Kanban, etc.)Puffer-LagerLagerLieferantAbnehmer(Nach: Institut für Logistik und Fabrikanlagen (IFA), Leibniz Universität Hannover)<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Lagerhaltung im BeschaffungsprozessBeschaffung mitLagerhaltung durch AbnehmerBeschaffung mitLagerhaltung oder DienstleisterKundenauftragsbezogeneBeschaffung (ohne Lagerhaltung)Vorratsbeschaffung• Vollständige Abwicklung derBeschaffung durch den Abnehmer• Vorratshaltung durch den AbnehmerStandardteilemanagement• Vollständige Abwicklung derBeschaffung durch einenDienstleister (Outsourcing)• Bereitstellung des Materialsam Verbrauchsort durch denDienstleisterKonsignationskonzept• Vertraglich vereinbarte Vorratshaltungdes Lieferanten odereines Dienstleisters beim Abnehmer(vor Ort)• Abnehmer hat Verfügungsgewaltüber den BestandVertragslagerkonzept• Vertraglich vereinbarte Vorratshaltungbeim Lieferanten odereinem Dienstleister• Bedarfssynchrone Anlieferungnach AbrufEinzelbeschaffung• Bedarfssynchrone Beschaffungfür sporadisch auftretende EinzelbedarfeSynchronisierte Produktionsprozesse• Versorgungskette ohne Bestandspufferzwischen Lieferant und Abnehmerdurch getaktete Produktionsprozesse• Steuerung der Prozesse durchautomatische Abrufimpulse<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Die Prozessmodelle der Beschaffung unterscheiden sich durch den operativen AufwandModelleBestellung/DispositionAbrufWareneingang Materialprüfung Materialbereitstellung ZahlungsfreigabeVorratsbeschaffung• Bestandsführung• Bestellung• Disposition/Mengenrechnung• Bestellüberwachung• Prüfen WE-Papiere• Mengen-/Sichtprüfung• WE-Buchung• ggf. VeranlassungTransport ab Werk• Produktprüfung• Anstoss Return• Entpacken/Umpacken• Einlagerung, Lagerhaltung,Auslagerung• Transport zum Verbrauchsort• Prüfung Einzelrechnung• ZahlungsfreigabeEinzelbeschaffung• Bestellung• Klärung•Terminierung (keineMengen-Disposition)• Bestellüberwachung• Prüfen WE-Papiere• Mengen-/Sichtprüfung• WE-Buchung• ggf. VeranlassungTransport ab Werk• Produktprüfung• Anstoss return• Entpacken/Umpacken• Transport zum Verbrauchsort• Prüfung Einzelrechnung• ZahlungsfreigabeKonsignationskonzept• Vorhalten Lagerfläche• Entnahme• Transport zum Verbrauchsort• Führung Lieferantenkonto• Erstellung GutschriftVertragslagerkonzept• Bestandsführung• Abruf• Abrufüberwachung• Sammlung Abrufe• Prüfung Sammelrechnung• ZahlungsfreigabeStandardteile-Management• Kontrolle Sammelrechnung(Plausi-Check)• ZahlungsfreigabeSynchronisierteProduktionsprozesse• voll automatisierterAbruf• automatische FührungLieferantenkonto• Erstellung Gutschrift• Zahlungsfreigabe<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Cross Docking und angepasstes BehältermanagementBehältermanagementLieferant 1Lieferant 2Wertstrom = Ein ProzessCross DockingLieferant 3Lieferant 4Cross DockLieferant ..nnn1 – 2 TageEmpfängerbezogeneVorkommissionierungJust-in-Time / Just-in-SequenceLinienbezogeneKommissionierungGleichmäßigkeit<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Beschreibung des Cross-DockingDer Begriff Cross Docking bzw. Kreuzverkupplung bezeichnet eine Warenumschlagsart, bei der Warenvom Lieferanten (Absender) vorkommissioniert geliefert werden. Das bedeutet, dass der Einlagerungsprozessund die dazugehörige Aktivität des Bestandslagers entfallen.Das konzeptionelle Gegenteil des Cross Dockings ist die sortenreine Anlieferung, Einlagerung und anschließendeKommissionierung von Waren in einem Warenlager.Einstufiges System: Die Lieferanten kommissionieren die Waren (oder auch 'logistische Einheiten' genannt)bezogen auf den Endempfänger (Filialen oder Endkunden). Im einstufigen System werden die Waren 'wie vomAbsender verpackt' über einen oder mehrere Umschlagpunkte an den Endempfänger weitergeleitet. Voraussetzunghierfür ist, dass der Absender die Waren (meist Palettenweise) kennzeichnet - also die entsprechenden Endempfängerdirekt auf/an der Ware angibt. Dieses Verfahren wird auch als Pre-Allocated Cross-Docking (PAXD) bezeichnet.Zweistufiges System (auch Transshipment genannt): Die Lieferanten kommissionieren bezogen auf den Umschlagpunktoder Cross-Docking-Punkt. Im zweistufigen System werden die logistischen Einheiten unverändert nur bis zumUmschlagpunkt geleitet. Am Umschlagpunkt erfolgt dann der eigentliche Umschlag in neue logistische Einheiten,welche von diesem Zeitpunkt an den Endkunden adressiert sind. Dieses Verfahren wird auch als Break-BulkCross-Docking (BBXD) bezeichnet.Mehrstufiges System: Ein mehrstufiges System beinhaltet noch weitere Prozessschritte neben der eigentlichenUmkommissionierung. Diese können bspw. die Konfektionierung von Artikeln oder sog. Value Added Services sein.Das Zweistufige System ist somit nur als Spezialfall des mehrstufigen Systems zu sehen.<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
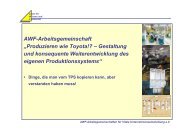
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Produktionsversorgung mit dem LogistikzugEin Logistikzug ist in der Horizontalen beim Be- und Entladen von Lkw, dem Verteilen der Ware und der Ladungsgütersowie deren Einlagerung in Regale oder Blocklager geeignet. Ferner beim Transport in den Kommissionierbereichbeziehungsweise zu den Produktionsstätten oder zu den Supermärkten, wo die Produktionsgebinde vorbereitet werden,um in passender Stückzahl und Konfiguration ans Band angeliefert zu werden.In der Produktion geht der Trend weg von großen, massiven Paletten hin zur angepassten Belieferung. Nicht zuletztdeswegen macht das Postulat „staplerfreie Produktion“ wieder die Runde. Ein Logistikzug schafft keine staplerfreieProduktion. Aber er verlagert die Staplerprozesse in eine bestimmte Region im Unternehmen. Bisher werden großepalettierte Stückgutbehälter bandnah oder direkt ans Band angeliefert und dort vom Mitarbeiter im Push-Prinzip imbenötigten Umfang an den Produktionsprozess gegeben. Der Monteur setzt die Feinlogistik um. Ganz anders mit demLogistikzug: Hier funktioniert die Belieferung der Arbeitsplätze getaktet nach Bedarfen im Pull-Prinzip. Ein Linienversorger(Logistiker) versorgt den Monteur mit den auftragsbezogenen Teilen.<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Produktionsversorgung mittels MilkrunDas Milkrun-Konzept oder Milchflaschenkonzept ist ein Konzept der Beschaffungslogistik und Distributionslogistik,um Material bedarfsgerecht innerbetrieblich und überbetrieblich bereitzustellen. Als Vorbild diente der traditionelleMilchjunge in den USA und England, der eine Milchflasche nur dann bereitstellte, wenn er eine leere Flaschemitnehmen konnte. So konnte sichergestellt werden, dass nie zu viel Milch im Haus war und schlecht werden konnte.(Wer braucht schon Milch, wenn noch eine Flasche vorrätig ist oder man selber vielleicht gerade nicht zu Hause ist?)Das Konzept beruht auf der Grundidee, dass nur das Material in der Menge wieder aufgefüllt wird, wie esverbraucht worden ist. Die Losgröße wird hierzu einmalig festgelegt (eine Milchflasche) und gegebenenfalls durchSignalkarten (Kanban) gesteuert. Der Wiederbeschaffungszyklus und die Route sind ebenfalls im Vorfeld festgelegt(ähnlich einem Busfahrplan).Es sind zwei Arten von milkrun zu unterscheiden:• Bei einem innerbetrieblichen milkrun werden die Güter meist von einer Quelle (Supermarkt) an verschiedeneSenken (zum Beispiel Fertigungslinien) transportiert.• Bei einem überbetrieblichen milkrun werden die Materialien von verschiedenen Quellen (Lieferanten) zu einerSenke (Wareneingang des Produzenten) transportiert.Durch die Fixierung von Losgrößen, Routen (meist Minimalnetze) und Fahrplänen wird versucht, die Komplexität imBeschaffungsprozess zu reduzieren, die Auslastung zu steigern und somit (Transport-)Kosten zu senken.<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Prinzip des externer MilkrunTraditionelles TransportschemaTransportschema „Milkrun-Prinzip“Zulieferer AZulieferer AZulieferer BZulieferer BVerarbeitungsbetriebVerarbeitungsbetriebZulieferer CZulieferer CLieferung einmal die WocheZulieferer DZulieferer DLieferung täglich<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Visualisierung der Transportzyklen (interner Milkrun)21 Versorgungs- Umläufe pro Tag mit Logistikzug06:00 Leergut, Teiler, Aufträge, Wertstoff06:30 Teileversorgung07:30 Halbfabrikate08:30 Leergut, Teiler, Aufträge, Wertstoff09:30 Teileversorgung10:30 Halbfabrikate11:00 Teileversorgung11:30 Leergut, Teiler, Aufträge, Wertstoff12:30 Teileversorgung13:30 Halbfabrikate14:00 Teileversorgung14:30 Leergut, Teiler, Aufträge, Wertstoff15:30 Teileversorgung16:30 Halbfabrikate17:00 Teileversorgung17:30 Leergut, Teiler, Aufträge, Wertstoff18:30 Teileversorgung19:30 Halbfabrikate20:30 Leergut, Teiler, Aufträge, Wertstoff21:30 Teileversorgung22:30 Halbfabrikate<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Vereinfachte Logistik - Anlieferung von TeilesätzenAbrufVorkommissionierteWare / Produktions-KanbanLinienversorgerMilkrunzugLinienbezogeneSortierung<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Aufgaben des Mizusumashi (Materialversorger)Spezialist ProduktionAufgabenverteilungSpezialist Materialfluss(Mizusumashi)Anlage bedienenMaterialversorgungProduzieren (Wertschöpfung)BuchungenFehler behebenMaschine optimierenRüstenTrennung vonWertschöpfung undLogistikaufgabenInformationsflussLogistik (Buchung, Etiketten)Rüstvorgänge vorbereitenParameter beobachtenMüll- & BehältermanagementMaschine beschickenSpeicherbeschickungOptimierungenFlurfahrzeugeMitarbeiter anlernenKanbanWeiterbildungInventurenDer Mizusumashi (Linienversorger) spielt als Versorgungsspezialisteine wichtige Rolle in der JIT-Produktion und im Fließ-Betrieb!MaterialproblemeBeschickungsstörungen<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Linienversorgungssysteme im TPSMinomi bezeichnet ein Verfahren, bei dem die produzierten Teile gleich auf ein mobiles Rollgestellaufgehängt werden und ohne Zwischenlagerung und Mehrfachhandling via Tugger oder händischweiter geschoben werden.Mizusumashi heißt auf deutsch Wasserläufer. Der Begriff steht für einen Logistik-Experten imFertigungsprozess, der dafür sorgt, dass sich die Fachkräfte auf ihre eigentlichen Tätigkeitenkonzentrieren können. Als Hüter von Logistik-Standards sorgt er dafür, dass der Materialfluss funktioniert<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Vereinfachte Logistik - Anlieferung von Teilesätzen und vorkommissionierter Aufträge<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Spezielle Kanban-/Transportwagen zum visuellen Management<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Vor- und Nachteile der TeilesatzfertigungVorteile der TeilesatzfertigungNachteile der Teilesatzfertigung• Erhöhen der Flexibilität (bzgl. Produktion, Änderungen)• Erhöhen der Transparenz• Probleme werden sofort ersichtlich undkonsequent angegangen• Kapazitäten werden nur nach Bedarf beansprucht(Pull-Prinzip)• Keine Bestände und Lagerflächen• Programmieraufwand entfällt• Reduktion der zu verwaltenden Fertigungsaufträge• Umstellungsaufwand von Los- zur Einzelstückfertigung• Hohe Prozessanfälligkeit bei Fehlteilen undFehlern• Hoher Anspruch an die Mitarbeiter-Disziplin• Nachfertigung von Ausschussteilen (Schnellschüsse)• Ersatzteile müssen einzeln nachproduziert werden<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Von der Anlieferung in Kisten zur Set-BelieferungVon der Anlieferung in Kisten zur Set-BelieferungGeräte-Set• weniger Platzbedarf in der Montage• einfacheres Handling bei KT• geringere Bestände• Auftragsbezogene Bereitstellung aus SM an denMontageplatz• höherer Aufwand beim Lieferant• zusätzliches Fehlerrisiko beim Lieferant• „Schwarzbestände“ in der Montagemit Pullsequenz 2 (über SM) 2 Paletten-Stellplätze<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Bereitstellungsverfahren bei Pull-SystemenMinimarkt-PrinzipSupermarkt-PrinzipFiFo-BahnhofLieferanten-Kanban<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Minimärkte, Supermärkte im Pull-System<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Werkerdreieck in der FließmontageBeim Werkerdreieck hat der Montagewerker einen Punktam Fahrzeug (bzw. Produkt), an dem er arbeitet undBehälter, aus denen er sich das erforderliche Material holt.Die Materialbereitstellung wird so organisiert, dass erpraktisch keine Laufwege mehr hat und der Fokus somitauf Wert schöpfenden Tätigkeiten liegt. Das Material wirdvor der Bereitstellung sequenziert. Diese Sortierung solltenach Möglichkeit bereits beim Lieferanten erfolgen (bis hinzur Set-Anlieferung), sofern dadurch kein Mehraufwandentsteht.<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Verkettung von Kanban-RegelkreisenRegelkreis 1Regelkreis 2Regelkreis 3PufferProfileZuschnittPufferZuschnitteSchweißenPufferBaugruppenExternerLieferantSchneidenWaschenEntgratenBohrenSchweißenFAXKanbanKanbanMontageRegelkreis 4 Regelkreis 5PufferBlechBlechbearbeitungPufferBaugruppenExternerLieferantStanzenBiegenFAXKanbanDie Wiederbeschaffungszeit eines Kanban-Regelkreises sollte möglichst kleiner als eine Wochesein, um die Fertigungsabläufe transparent zu halten und eine reproduzierbare Wiederbeschaffungszeitzu erhalten<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong>Der Entnahme Kanban: Der Entnahme-Kanbanist die einfachste Form der Kanban-Steuerung.Hier dient die Kanban-Karte lediglich als Nachfüllauftrag.In der Regel werden Kleinladungsträgernach dem Zwei-Behälter-Prinzip am Montageplatzbereitgestellt.<strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Arten von Kanban - 1Der Produktions-Kanban: Beim Produktions-Kanban geht es in erster Linie darum, zweiProduktionsschritte voneinander zu entkoppeln.Es liegen also keinerlei Restriktionen bezüglichder Losgröße im Lieferprozess vor. Die Losgrößeentspricht im Lieferprozess entspricht dann derBehältermenge im Kundenprozess.Funktionsweise: Bei Entnahme des ersten Teilsaus einem Behälter, wird die darin befindlicheKanban-Karte entnommen und an einem definiertenPlatz für die Logistik bereitgestellt. Bei dernächsten Tour nimmt der Logistiker die Kanban-Karte mit. Diese dient als Nachfüllauftrag. DerLogistiker entnimmt einen entsprechenden Kleinladungsträgerder angeforderten Teilenummeraus dem Supermarkt und liefert den KLT bei dernächsten Route an den Kundenprozess.Funktionsweise: Bei Entnahme des ersten Teilsaus einem bereit gestellten Behälter durch einenMitarbeiter im Kundenprozess, gibt dieser dasdarin befindliche Kanban an den Lieferprozessweiter, wo es wiederum als Produktionsanweisungdient. Nachdem das Los gefertigt wurde,wird dieses, zusammen mit dem entsprechendenProduktions-Kanban in dem dafür vorgesehenenLagerplatz im Supermarkt eingelagert. Ohneentsprechenden Kanban darf der Lieferprozessnicht produzieren.<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong>Der Sichtkanban: Der Sicht-Kanban stellt eineetwas vereinfachte Form des Produtkions-Kannbandar. Die Nachproduktion der entnommenenTeile wird heirbei nicht mittels einer Kanban-Karte, sondern wie der Name schon sagt auf„Sicht“ ausgelöst.<strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Arten von Kanban - 2Der Signal-Kanban: Der Signal-Kanban kommt dannzur Anwendung, wenn auf einen Produktionsprozessmit großer Rüstzeit ein Produktionsprozess mit geringerbzw. keiner Rüstzeit folgt. Die Entnahmemengeentspricht also nicht mehr der Produktionslosgröße,d.h. ein Los im Lieferprozess muss auf mehrereBehälter im Kundenprozess aufgeteilt werden.Der Lieferprozess muss5 Behälter à 10 StückproduzierenFunktionsweise: Der Lieferprozess ist direkt anden Supermarkt angeschlossen. Die verschiedenenTeilenummern sind jeweils festen Regalkanälenzugeordnet. Durch farbliche Markierungenan den Kanälen können auf einfache Weise Minimal-und Maximalbestände definiert werden. DerLieferprozess darf nur bis zur definierten Höchstgrenzeproduzieren, und muss produzieren sobaIdeine bestimmte Mindestmenge erreicht ist. Inder obigen Abbildung ist dargestellt, wie ein Sicht-Kanban im Wertstrom visualisiert wird.Im Beispiel werden 6 Behälter à 10 Teile im Supermarktvorgehalten. Durch die behälterweise Entnahmesinkt der Bestand bis der Behälter mit dem Signal-Kanbanerreicht wird. Bei dessen Anbruch wirddas darin befindliche Kanban an den Lieferprozessweiter gegeben. Hier dient es als Produktionsanweisung.Die verbleibende Menge im Supermarkt mussdie Wiederbeschaffungszeit sowie einen Puffer- undSicherheitsbestand abdecken. Hierbei steht die „5“innerhalb des Signal-Dreiecks für 5 Behälter (à 10Stück) d.h. im Lieferprozess wird die Produktion einesLoses von 50 Stück<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong>Der Sammel-Kanban: Das Sammel-Kanbanist dem Signal-Kanban sehr ähnlich und kommtebenfalls zur Anwendung, wenn auf einenProduktionsprozess mit vergleichsweise großerRüstzeit ein Produktionsprozess mit kleinerRüstzeit folgt. Bei diesem Verfahren wird dieNachproduktion über ein so genanntes Kanban-Board gesteuert.<strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Arten von Kanban - 3Der Sonder-Kanban: Diese Art von Kanbankommt bei Teilen mit sehr stark schwankendemBedarf und mittleren bis hohen Stückzahlen zumEinsatz, da hier eine Supermarkt-Steuerung nurschwer realisierbar ist. Entweder man hat hoheBestände im Supermarkt oder man ist imBedarfsfall nur teilweise lieferfähig. Hier beitetsich die Möglichkeit einer Einsteuerung überSonder-Kanban. Die Großaufträge werden inmehrere kleine Aufträge umgewandelt und mitHilfe von entsprechend gekennzeichnetenSonder-kanban-Karten, die beispielsweisefarblich gekennzeichnet werden, in die Produktioneingesteuert.Funktionsweise: Jeder Behälter im Supermarktwird mit einem Kanban versehen. Bei Entnahmedes Behälters aus dem Supermarkt wird das sichdarin befindliche Kanban an der entsprechendenStelle im Kanban-Board eingesteckt (jede Teilenummerhat eine zugewiesene Reihe im Kanban-Board). Jede Karte im Kanban-Kreislauf stehtdabei für ein Feld auf dem Kanban-Board. In derobigen Abbildung ist die entsprechende Darstellungim Wertstrom dargestellt.Der Behälter-Kanban: Beim Behälter-Kanbanübernimmt der Behälter selbst die Funktion desKanban. Dabei sind die Behälter mit allen benötigtenInformationen versehen, um die Nachproduktionbzw. die Nachbestückung anzustoßen.Ein Nachteil dieser Methode ist der wenigerflexible Einsatz der Transportbehälter.<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Pick to light und poka yoke in der MontagelinieAnstelle von Lagerlisten oder Datenfunkterminals trägt der Kommissionierereinen für die Kommissionierung optimierten Kopfhörer mit Mikrofon, der an einenmobilen Computer angeschlossen ist. Der komplette Kommissioniervorgang wirddurch Sprache gesteuert. Das System PickTerm Voice nutzt eine vom Sprecherunabhängige Spracherkennung, was bedeutet, dass keine Einlernzeiten anfallen.Das System ist sofort einsatzbereit. Das Pick by Voice-Prinzip empfiehlt sich z.B.für ausgedehnte Lagerbereiche.<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“3D-Trackingsystem zur fehlerfreien Montage1 2 31. Marker übermitteln die Position von Hand oder Werkzeugan den Empfänger. Der Arbeitsbereich des Markers kannmit einer Präzision von 0,1 mm festgelegt werden.2. Die Montageposition wird mittels eines Empfängers überdem Montagebereich an den Rechner weitergegeben und inEchtzeit mit dem hinterlegten Montagevorgang abgeglichen.3. Der Monitor dient zur Verfolgung der Montageschritte undzeigt ggf. Fehler im Ablauf an.<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Pick to light und poka yoke in der Montagelinie<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“So, da wär dässau geschwätzt!Noch Fragen?www.awf.deinfo@awf.deTel.: 0 61 52 – 18 77 0Wir beantworten sie gerne!<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung
<strong>AWF</strong><strong>AWF</strong>-<strong>Arbeitsgemeinschaft</strong>: <strong>„Glätten</strong>, <strong>Takten</strong>, <strong>Fließen</strong>, <strong>Pullen</strong>“Vereinfachte Logistik - Anlieferung von Teilesätzen<strong>AWF</strong> <strong>Arbeitsgemeinschaft</strong> für Wirtschaftliche Fertigung