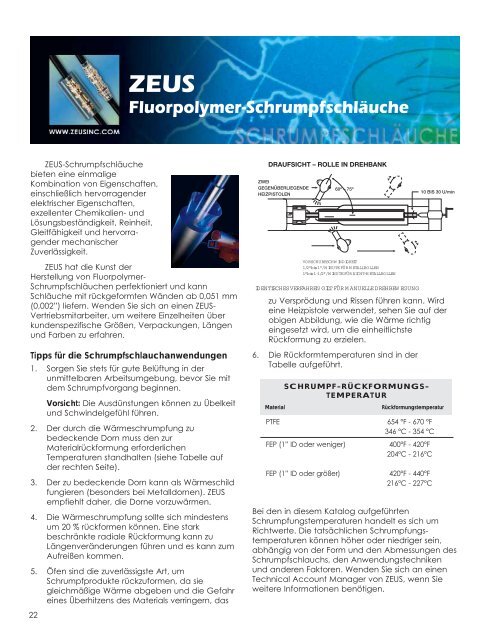
ZEUSFluorpolymer-SchrumpfschläucheZEUS-Schrumpfschläuchebieten eine einmaligeKombination von Eigenschaften,einschließlich hervorragenderelektrischer Eigenschaften,exzellenter Chemikalien- undLösungsbeständigkeit, Reinheit,Gleitfähigkeit und hervorragendermechanischerZuverlässigkeit.ZEUS hat die Kunst derHerstellung von Fluorpolymer-Schrumpfschläuchen perfektioniert und kann<strong>Schläuche</strong> mit rückgeformten Wänden ab 0,051 mm(0,002”) liefern. Wenden Sie sich an einen ZEUS-Vertriebsmitarbeiter, um weitere Einzelheiten überkundenspezifische Größen, Verpackungen, Längenund Farben zu erfahren.Tipps für die Schrumpfschlauchanwendungen1. Sorgen Sie stets für gute Belüftung in derunmittelbaren Arbeitsumgebung, bevor Sie mitdem Schrumpfvorgang beginnen.22Vorsicht: Die Ausdünstungen können zu Übelkeitund Schwindelgefühl führen.2. Der durch die Wärmeschrumpfung zubedeckende Dorn muss den zurMaterialrückformung erforderlichenTemperaturen standhalten (siehe Tabelle aufder rechten Seite).3. Der zu bedeckende Dorn kann als Wärmeschildfungieren (besonders bei Metalldornen). ZEUSempfiehlt daher, die Dorne vorzuwärmen.4. Die Wärmeschrumpfung sollte sich mindestensum 20 % rückformen können. Eine starkbeschränkte radiale Rückformung kann zuLängenveränderungen führen und es kann zumAufreißen kommen.5. Öfen sind die zuverlässigste Art, umSchrumpfprodukte rückzuformen, da siegleichmäßige Wärme abgeben und die Gefahreines Überhitzens des Materials verringern, daszu Versprödung und Rissen führen kann. Wirdeine Heizpistole verwendet, sehen Sie auf derobigen Abbildung, wie die Wärme richtigeingesetzt wird, um die einheitlichsteRückformung zu erzielen.6. Die Rückformtemperaturen sind in derTabelle aufgeführt.MaterialVORSCHUBESCHW INDIGKEIT1/2”bis1”/M INUTE FÜR M ETALLRO LLEN1”bis1-1/2”/M INUTEFÜRNICHT-METALLROLLENIDENTISCHESVERFAHREN GILTFÜRM ANUELLEDREHBEW EGUNGSCHRUMPF-RÜCKFORMUNGS-TEMPERATURRückformungstemperatur<strong>PTFE</strong> 654 °F - 670 °F346 °C - 354 °C<strong>FEP</strong> (1” ID oder weniger) 400°F - 420°F204°C - 216°C<strong>FEP</strong> (1” ID oder größer) 420°F - 440°F216°C - 227°CBei den in diesem Katalog aufgeführtenSchrumpfungstemperaturen handelt es sich umRichtwerte. Die tatsächlichen Schrumpfungstemperaturenkönnen höher oder niedriger sein,abhängig von der Form und den Abmessungen desSchrumpfschlauchs, den Anwendungstechnikenund anderen Faktoren. Wenden Sie sich an einenTechnical Account Manager von ZEUS, wenn Sieweitere Informationen benötigen.
<strong>PTFE</strong>-Schrumpfschläuche2:1-SchrumpfverhältnisUngefähres Verhältnis von expandiertem ID zu rückgeformtem ID — AWG-GrößenMaße (Zoll)STANDARDWAND DÜNNE WAND LEICHTE WANDBestellt Expandiert Rückgeformt Rückgeformt Bestellt Expandiert Rückgeformt Rückgeformt Bestellt Expandiert Rückgeformt Rückgeformtals AWG ID Min. ID Max. Wandstärke als AWG ID Min. ID Max. Wandstärke als AWG ID Min. ID Max. WandstärkeGröße Nr. Nom. Tol. Größe Nr. Nom. Tol. Größe Nr. Nom. Tol.30 0,034 0,015 0,009 ±0,002 30 0,034 0,015 0,009 ±0,002 30 0,034 0,015 0,006 ±0,00228 0,038 0,018 0,009 ±0,002 28 0,038 0,018 0,009 ±0,002 28 0,038 0,018 0,006 ±0,00226 0,046 0,022 0,010 ±0,002 26 0,046 0,022 0,010 ±0,002 26 0,046 0,022 0,006 ±0,00224 0,050 0,027 0,012 ±0,002 24 0,050 0,027 0,010 ±0,002 24 0,050 0,025 0,006 ±0,00222 0,055 0,032 0,012 ±0,002 22 0,055 0,032 0,012 ±0,003 22 0,055 0,031 0,006 ±0,00220 0,060 0,039 0,016 ±0,003 20 0,060 0,039 0,012 ±0,003 20 0,060 0,038 0,006 ±0,00219 0,065 0,043 0,016 ±0,003 19 0,065 0,043 0,012 ±0,003 19 0,065 0,043 0,006 ±0,00218 0,076 0,049 0,016 ±0,003 18 0,076 0,049 0,012 ±0,003 18 0,076 0,046 0,006 ±0,00217 0,085 0,054 0,016 ±0,003 17 0,085 0,054 0,012 ±0,003 17 0,085 0,054 0,006 ±0,00216 0,093 0,061 0,016 ±0,003 16 0,093 0,061 0,012 ±0,003 16 0,093 0,057 0,006 ±0,00215 0,110 0,067 0,016 ±0,003 15 0,110 0,067 0,012 ±0,003 15 0,110 0,063 0,006 ±0,00214 0,120 0,072 0,016 ±0,003 14 0,120 0,072 0,012 ±0,003 14 0,120 0,072 0,008 ±0,00213 0,140 0,080 0,016 ±0,003 13 0,140 0,080 0,012 ±0,003 13 0,140 0,080 0,008 ±0,00212 0,150 0,089 0,016 ±0,003 12 0,150 0,089 0,012 ±0,003 12 0,150 0,089 0,008 ±0,00211 0,170 0,101 0,016 ±0,003 11 0,170 0,101 0,012 ±0,003 11 0,170 0,099 0,008 ±0,00210 0,191 0,112 0,016 ±0,003 10 0,191 0,112 0,012 ±0,003 10 0,191 0,110 0,008 ±0,0029 0,205 0,124 0,020 ±0,004 9 0,205 0,124 0,015 ±0,004 9 0,205 0,122 0,008 ±0,0028 0,240 0,141 0,020 ±0,004 8 0,240 0,141 0,015 ±0,004 8 0,240 0,139 0,008 ±0,0027 0,270 0,158 0,020 ±0,004 7 0,270 0,158 0,015 ±0,004 7 0,270 0,154 0,008 ±0,0026 0,302 0,178 0,020 ±0,004 6 0,302 0,178 0,015 ±0,004 6 0,302 0,172 0,010 ±0,0035 0,320 0,198 0,020 ±0,004 5 0,320 0,198 0,015 ±0,004 5 0,320 0,192 0,010 ±0,0034 0,370 0,224 0,020 ±0,004 4 0,370 0,224 0,015 ±0,004 4 0,370 0,214 0,010 ±0,0033 0,390 0,249 0,020 ±0,004 3 0,390 0,249 0,015 ±0,004 3 0,390 0,241 0,010 ±0,0032 0,430 0,278 0,020 ±0,004 2 0,430 0,278 0,015 ±0,004 2 0,430 0,270 0,010 ±0,0031 0,450 0,311 0,020 ±0,004 1 0,450 0,311 0,015 ±0,004 1 0,450 0,301 0,010 ±0,0030 0,470 0,347 0,020 ±0,004 0 0,470 0,347 0,015 ±0,004 0 0,470 0,347 0,012 ±0,003AMS-DTL-23053/12VERPACKUNG: Weitere Einzelheiten finden Sie unter „Technische Daten“.Für alle militärischen und kommerziellen Spezifikationen gelten die neuesten Revisionen. Sofern nichtanders angegeben, erfolgt die Lieferung in Naturfarbe. Benutzerspezifische Pantone-Farben oder ZEUS-Standardfarben sind auf Anfrage erhältlich.UL-Dateinr. E64007 / CSA-Dateinr. 082582.23
- Seite 9 und 10: PTFE Sub-Lite-Wall ®Extrudierte Sc
- Seite 11 und 12: PTFE, FEP, PFA, ETFEExtrudierte Sch
- Seite 13 und 14: PTFE, FEP, PFA, ETFEExtrudierte Sch
- Seite 15 und 16: PTFE, FEP, PFA, ETFEDickwandige Sch
- Seite 17 und 18: PTFE, FEP, PFA, ETFEExtrudierte Sch
- Seite 19 und 20: PTFE, FEP, PFA, ETFEExtrudierte Sch
- Seite 24 und 25: PTFE-Schrumpfschläuche2:1-Schrumpf
- Seite 26 und 27: PTFE-Schrumpfschläuche2:1-Schrumpf
- Seite 28 und 29: FEP-Schrumpfschläuche1.3:1-Schrump
- Seite 30 und 31: FEP-Schrumpfschläuche1,6:1-Schrump
- Seite 32 und 33: PTFE/FEPDual-Shrink ® -SchläucheS
- Seite 34: FEP- & PFA-SchrumpfschläucheRollen
- Seite 37 und 38: WellrohreFEPStandard-WellrohreGewic
- Seite 39 und 40: WellrohrePEEK , PTFEPEEK -Wellroh
- Seite 41 und 42: SpezialformenAlle Multi-Lumen sindS
- Seite 43 und 44: Dual Tube ®ZEUS Dual Tube ® istei
- Seite 45 und 46: ePTFESchläuche und MonofilamentePT
- Seite 48 und 49: NachbearbeitungDie Vorteile der Nac
- Seite 50 und 51: NachbearbeitungAufweitungsbänder u
- Seite 52: NachbearbeitungEinkerben■■■Sc
- Seite 55 und 56: MaterialeigenschaftenPTFE — Polyt
- Seite 57 und 58: MaterialeigenschaftenPFA/MFA — Pe
- Seite 59 und 60: MaterialeigenschaftenTHV - Tetraflu
- Seite 61 und 62: MaterialeigenschaftenPEEK — Poly
- Seite 63 und 64: MaterialeigenschaftenNylonSeit sein
- Seite 65 und 66: AllgemeinesFarbenDie Standardfarben
- Seite 67 und 68: AllgemeinesHaltbarkeit und Lagerbed
- Seite 69 und 70: TechnischeAnmerkungenSchlauchbieger
- Seite 71 und 72:
TechnischeAnmerkungenÄtzen — Tec
- Seite 73 und 74:
TechnischeAnmerkungeneinem Fluorosk
- Seite 75 und 76:
TechnischeAnmerkungenNiedrigtempera
- Seite 77 und 78:
Zusammenfassung der MerkmaleExtrudi