PTFE Paste Extrusion - Zeus Industrial Products, Inc.
PTFE Paste Extrusion - Zeus Industrial Products, Inc.
PTFE Paste Extrusion - Zeus Industrial Products, Inc.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
TECHNICAL NEWSLETTER<br />
<strong>PTFE</strong> <strong>Paste</strong> <strong>Extrusion</strong>: The Basic Process<br />
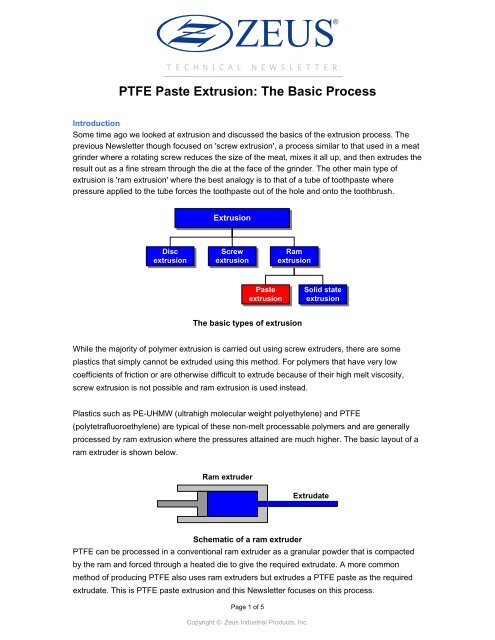
Introduction<br />
Some time ago we looked at extrusion and discussed the basics of the extrusion process. The<br />
previous Newsletter though focused on 'screw extrusion', a process similar to that used in a meat<br />
grinder where a rotating screw reduces the size of the meat, mixes it all up, and then extrudes the<br />
result out as a fine stream through the die at the face of the grinder. The other main type of<br />
extrusion is 'ram extrusion' where the best analogy is to that of a tube of toothpaste where<br />
pressure applied to the tube forces the toothpaste out of the hole and onto the toothbrush.<br />
Disc<br />
extrusion<br />
<strong>Extrusion</strong><br />
Screw<br />
extrusion<br />
<strong>Paste</strong><br />
extrusion<br />
Page 1 of 5<br />
Ram<br />
extrusion<br />
The basic types of extrusion<br />
Copyright © <strong>Zeus</strong> <strong>Industrial</strong> <strong>Products</strong>, <strong>Inc</strong>.<br />
Solid state<br />
extrusion<br />
While the majority of polymer extrusion is carried out using screw extruders, there are some<br />
plastics that simply cannot be extruded using this method. For polymers that have very low<br />
coefficients of friction or are otherwise difficult to extrude because of their high melt viscosity,<br />
screw extrusion is not possible and ram extrusion is used instead.<br />
Plastics such as PE-UHMW (ultrahigh molecular weight polyethylene) and <strong>PTFE</strong><br />
(polytetrafluoroethylene) are typical of these non-melt processable polymers and are generally<br />
processed by ram extrusion where the pressures attained are much higher. The basic layout of a<br />
ram extruder is shown below.<br />
Ram extruder<br />
Schematic of a ram extruder<br />
Extrudate<br />
<strong>PTFE</strong> can be processed in a conventional ram extruder as a granular powder that is compacted<br />
by the ram and forced through a heated die to give the required extrudate. A more common<br />
method of producing <strong>PTFE</strong> also uses ram extruders but extrudes a <strong>PTFE</strong> paste as the required<br />
extrudate. This is <strong>PTFE</strong> paste extrusion and this Newsletter focuses on this process.
<strong>Paste</strong> extrusion<br />
<strong>Paste</strong> extrusion of polymers is a fairly simple process and an outline of the <strong>PTFE</strong> paste extrusion<br />
process is shown.<br />
<strong>PTFE</strong> granular<br />
powder<br />
Measure and<br />
mix<br />
Pre-form billet<br />
<strong>Paste</strong> extruder<br />
Dry and sinter<br />
in furnace<br />
Take-off and<br />
winder<br />
Page 2 of 5<br />
Lubricant<br />
Schematic of the paste extrusion process<br />
<strong>PTFE</strong> granular powder from the emulsion polymerization process is sieved to remove any large<br />
granules or clumps and to ensure that the particle size is both uniform and small. This granular<br />
powder is spongy as a result of the emulsion polymerization process and this aids with the uptake<br />
of the lubricant.<br />
The lubricant for the paste extrusion is a hydrocarbon extrusion aid, and is tumble blended with<br />
the <strong>PTFE</strong> granules and any other process additives such as colorants. The amount of lubricant<br />
used will vary by weight depending on the resin and the specific extrusion die. These<br />
components are accurately weighed and blended by a simple mechanical tumbling process (i.e. it<br />
is not carried out under heat). The blended paste is finally pressed into a pre-form billet of the<br />
same dimensions as the extruder barrel and then loaded into the ram extruder barrel.<br />
The ram extruder applies direct pressure to the pre-form billet by mechanical or hydraulic<br />
methods to force the paste through the desired conical die/mandrel combination to form the<br />
desired extrudate. Unlike conventional extrusion, which takes place at high temperatures and<br />
uses a polymer melt, ram extrusion takes place at slightly above room temperature, generally in<br />
the region of 40 o C to 60 o C.<br />
Copyright © <strong>Zeus</strong> <strong>Industrial</strong> <strong>Products</strong>, <strong>Inc</strong>.
After extrusion, the extrudate is drawn through a drying/sintering furnace where the processing<br />
aid is driven off by heating the extrudate above the volatilization temperature of the lubricant. The<br />
final extrudate is then coiled, cut or otherwise treated by the necessary downstream equipment.<br />
<strong>Paste</strong> extrusion is a discontinuous or batch process, and the amount of material that can be<br />
produced is limited by the size of the pre-formed billet which in turn is limited by the size of the<br />
ram portion of the extruder.<br />
Variations on the process<br />
Wire coating<br />
If the application requires wire coating then the same basic process is used except that the wire<br />
to be coated is fed through the billet, into the ram area, and drawn out of the wire coating die as<br />
the extrudate coats it. The complete coated wire is then drawn through the drying/sintering<br />
furnace to complete the process.<br />
Tapes<br />
<strong>PTFE</strong> insulation and thread sealing tapes are made using the paste extrusion process to produce<br />
an unsintered rod that is calendared and then dried to produce a thin <strong>PTFE</strong> tape. These products<br />
are not generally sintered after production.<br />
<strong>Products</strong>, applications and materials<br />
<strong>Paste</strong> extrusion can be used to produce similar products to those produced by screw extrusion.<br />
Typical products are:<br />
Thin tubing<br />
Wire insulation<br />
Biaxially unsintered stretched films and tapes<br />
Rods<br />
Sections and hollow sections<br />
The applications for paste extruded products are wide and some typical applications are:<br />
Hoses with diameters between 1 and 50 mm for use in aggressive environments<br />
Medical products (hoses and tubes)<br />
Pipe and tube linings<br />
Wire insulation and coatings<br />
Insulation and thread sealing tapes<br />
While pure <strong>PTFE</strong> is the main material processed by paste extrusion, it is also possible to process<br />
granular <strong>PTFE</strong> by this method to extend the range of applications.<br />
The last ‘black art’<br />
<strong>Paste</strong> extrusion is a simple process in concept, but the low volume of material processed in<br />
comparison to screw extrusion means that the science of paste extrusion is not as well<br />
Page 3 of 5<br />
Copyright © <strong>Zeus</strong> <strong>Industrial</strong> <strong>Products</strong>, <strong>Inc</strong>.
developed. As a result, the successful operation of the process demands careful processing<br />
technology and experience in the art.<br />
One aspect of paste extrusion that is of more than academic interest is how the final extruded<br />
product stays complete. The extrusion of granules at just above room temperature does not melt<br />
the granules (although it does produce considerable shear forces in the paste), therefore there is<br />
no mixing into a continuous melt as there is with screw extrusion. The mechanism that holds the<br />
paste granules together is thought to be due to the unwinding of <strong>PTFE</strong> crystallites at the surface<br />
of the granules during extrusion to create fibrils of sub-micron dimensions. The entanglement of<br />
these fibrils effectively creates the solid structure of the paste extrusion. 1 The number and<br />
properties of these entangled fibrils determines the final strength of the extrudate and this is a<br />
delicate balance to be achieved during processing. High pressures are necessary to unwind the<br />
fibrils and to orient them in the extrusion direction. Research continues into the basic mechanism<br />
and the optimum combination of die dimensions, lubricant content, and molecular weight of the<br />
pre-form paste.<br />
Summary<br />
<strong>Paste</strong> extrusion is a vital part of polymer processing technology. It is very different than<br />
conventional screw extrusion, but it allows for materials that are non-melt processable to be<br />
extruded and is an essential technique in polymer processing. <strong>Zeus</strong> has been doing <strong>PTFE</strong> paste<br />
extrusion since its founding in 1966. For over 40 years, the process has been perfected and<br />
honed making <strong>Zeus</strong> the leader in the fluoropolymer tubing extrusion industry.<br />
How <strong>Zeus</strong> Can Help<br />
With a technical inside and outside sales force backed up with engineering and polymer experts,<br />
<strong>Zeus</strong> is prepared to assist in material selection and can provide product samples for evaluation. A<br />
dedicated R&D department staffed with PHD Polymer chemists and backed with the support of a<br />
world-class analytical lab allows <strong>Zeus</strong> an unparalleled position in polymer development and<br />
customization.<br />
<strong>Zeus</strong> was built upon the core technology of precision extrusion of high temperature plastics.<br />
Today, with a broad portfolio of engineered resins and secondary operations, <strong>Zeus</strong> can provide<br />
turnkey solutions for development and high-volume supply requirements.<br />
1 Properties of polytetrafluoroethylene (<strong>PTFE</strong>) paste extrudates. A. B. Ariawan, S. Ebnesajjad, S.<br />
G. Hatzikiriakos. Polymer Engineering & Science, Volume 42, Issue 6 (2002), Pages 1247 - 1259<br />
Page 4 of 5<br />
Copyright © <strong>Zeus</strong> <strong>Industrial</strong> <strong>Products</strong>, <strong>Inc</strong>.
Contact Us<br />
Additional technical support is available by contacting a <strong>Zeus</strong> technical account manager at:<br />
Toll-Free in US (800) 526-3842 or International (803) 268-9500. Email us at editor@zeusinc.com.<br />
3737 <strong>Industrial</strong> Blvd.<br />
Orangeburg, SC 29118 United States<br />
<strong>Zeus</strong> Ireland - Tel +353-74-9109700<br />
<strong>Zeus</strong> China - 电话 +(86)20-38791260<br />
Page 5 of 5<br />
Copyright © <strong>Zeus</strong> <strong>Industrial</strong> <strong>Products</strong>, <strong>Inc</strong>.