
Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
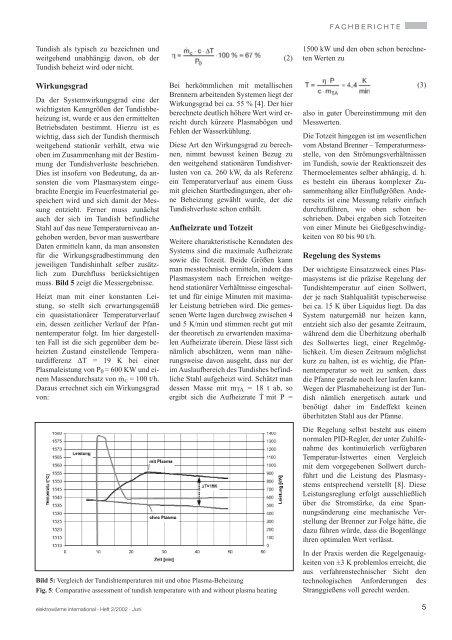
FACHBERICHTETundish als typisch zu bezeichnen undweitgehend unabhängig davon, ob derTundish beheizt wird oder nicht.(2)1500 kW und den oben schon berechnetenWerten zuWirkungsgradDa der Systemwirkungsgrad eine derwichtigsten Kenngrößen der Tundishbeheizungist, wurde er aus den ermitteltenBetriebsdaten bestimmt. Hierzu ist eswichtig, dass sich der Tundish thermischweitgehend stationär verhält, etwa wieoben im Zusammenhang mit der Bestimmungder Tundishverluste beschrieben.Dies ist insofern von Bedeutung, da ansonstendie vom Plasmasystem eingebrachteEnergie im Feuerfestmaterial gespeichertwird und sich damit der Messungentzieht. Ferner muss zunächstauch der sich im Tundish befindlicheStahl auf das neue Temperaturniveau angehobenwerden, bevor man auswertbareDaten ermitteln kann, da man ansonstenfür die Wirkungsgradbestimmung denjeweiligen Tundishinhalt selber zusätzlichzum Durchfluss berücksichtigenmuss. Bild 5 zeigt die Messergebnisse.Heizt man mit einer konstanten Leistung,so stellt sich erwartungsgemäßein quasistationärer Temperaturverlaufein, dessen zeitlicher Verlauf der Pfannentemperaturfolgt. Im hier dargestelltenFall ist die sich gegenüber dem beheiztenZustand einstellende Temperaturdifferenz∆T = 19 K bei einerPlasmaleistung von P 0 = 600 KW und einemMassendurchsatz von ṁ C = 100 t/h.Daraus errechnet sich ein Wirkungsgradvon:elektrowärme <strong>international</strong> · Heft 2/2002 · JuniBei herkömmlichen mit metallischenBrennern arbeitenden Systemen liegt derWirkungsgrad bei ca. 55 % [4]. Der hierberechnete deutlich höhere Wert wird erreichtdurch kürzere Plasmabögen undFehlen der Wasserkühlung.Diese Art den Wirkungsgrad zu berechnen,nimmt bewusst keinen Bezug zuden weitgehend stationären Tundishverlustenvon ca. 260 kW, da als Referenzein Temperaturverlauf aus einem Gussmit gleichen Startbedingungen, aber ohneBeheizung gewählt wurde, der dieTundishverluste schon enthält.Aufheizrate und TotzeitWeitere charakteristische Kenndaten desSystems sind die maximale Aufheizratesowie die Totzeit. Beide Größen kannman messtechnisch ermitteln, indem dasPlasmasystem nach Erreichen weitgehendstationärer Verhältnisse eingeschaltetund für einige Minuten mit maximalerLeistung betrieben wird. Die gemessenenWerte lagen durchweg zwischen 4und 5 K/min und stimmen recht gut mitder theoretisch zu erwartenden maximalenAufheizrate überein. Diese lässt sichnämlich abschätzen, wenn man näherungsweisedavon ausgeht, dass nur derim Auslaufbereich des Tundishes befindlicheStahl aufgeheizt wird. Schätzt mandessen Masse mit m TA = 18 t ab, soergibt sich die Aufheizrate Ṫ mit P =Bild 5: Vergleich der Tundishtemperaturen mit und ohne Plasma-BeheizungFig. 5: Comparative assessment of tundish temperature with and without plasma heating(3)also in guter Übereinstimmung mit denMesswerten.Die Totzeit hingegen ist im wesentlichenvom Abstand Brenner – Temperaturmessstelle,von den Strömungsverhältnissenim Tundish, sowie der Reaktionszeit desThermoelementes selber abhängig, d. h.es besteht ein überaus komplexer Zusammenhangaller Einflußgrößen. Andererseitsist eine Messung relativ einfachdurchzuführen, wie oben schon beschrieben.Dabei ergaben sich Totzeitenvon einer Minute bei Gießgeschwindigkeitenvon 80 bis 90 t/h.Regelung des SystemsDer wichtigste Einsatzzweck eines Plasmasystemsist die präzise Regelung derTundishtemperatur auf einen Sollwert,der je nach Stahlqualität typischerweisebei ca. 15 K über Liquidus liegt. Da dasSystem naturgemäß nur heizen kann,entzieht sich also der gesamte Zeitraum,während dem die Überhitzung oberhalbdes Sollwertes liegt, einer Regelmöglichkeit.Um diesen Zeitraum möglichstkurz zu halten, ist es wichtig, die Pfannentemperaturso weit zu senken, dassdie Pfanne gerade noch leer laufen kann.Wegen der Plasmabeheizung ist der Tundishnämlich energetisch autark undbenötigt daher im Endeffekt keinenüberhitzten Stahl aus der Pfanne.Die Regelung selbst besteht aus einemnormalen PID-Regler, der unter Zuhilfenahmedes kontinuierlich verfügbarenTemperatur-Istwertes einen Vergleichmit dem vorgegebenen Sollwert durchführtund die Leistung des Plasmasystemsentsprechend verstellt [8]. DieseLeistungsreglung erfolgt ausschließlichüber die Stromstärke, da eine Spannungsänderungeine mechanische Verstellungder Brenner zur Folge hätte, diedazu führen würde, dass die Bogenlängeihren optimalen Wert verlässt.In der Praxis werden die Regelgenauigkeitenvon ±3 K problemlos erreicht, dieaus verfahrenstechnischer Sicht dentechnologischen Anforderungen desStranggießens voll gerecht werden.5