HSS-Frässtifte - Kataloge
HSS-Frässtifte - Kataloge
HSS-Frässtifte - Kataloge

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Mit Hartmetallfrässtiften von PFERD werden<br />
Werkstoffe nahezu jeder Festigkeit zerspant.<br />
Dies ist durch die optimale Abstimmung von<br />
Hartmetall, Geometrie und ggf. Beschichtung<br />
möglich.<br />
Vorteile<br />
Der exakte Rundlauf<br />
■■schont<br />
die Gesundheit des Anwenders<br />
während des Arbeitsvorgangs,<br />
■■verringert<br />
den Verschleiß der Antriebsmaschine,<br />
■■ermöglicht<br />
schlagfreies Arbeiten,<br />
■■verhindert<br />
Rattermarken,<br />
■■erhöht<br />
Standzeit und Abtragsleistung.<br />
Anwendungsbeispiele<br />
■■Entgraten.<br />
■■Bearbeitung<br />
von Konturen.<br />
■■Ausfräsen<br />
zur Vorbereitung von Auftragsschweißungen.<br />
■■Egalisieren<br />
von Schweißnähten.<br />
■■Bearbeitung<br />
von spitzen Winkeln.<br />
■■Innenkonturbearbeitung,<br />
d.h. Umfangs- und<br />
Stirnfräsen.<br />
Anwendungsempfehlungen<br />
Formen und Zahnungen für HM- und <strong>HSS</strong>-<strong>Frässtifte</strong><br />
Optimale Drehzahl und Leistung der Antriebsmaschine<br />
(Druckluft, Elektro, Biegwelle) sind<br />
Voraussetzungen für den wirtschaftlichen<br />
Einsatz von Hartmetallfrässtiften.<br />
Daher empfehlen wir:<br />
■■Möglichst<br />
hohe Drehzahlen verwenden. Beachten<br />
Sie hierzu unsere Drehzahl-/Schnittgeschwindigkeitsempfehlungen.<br />
■■Bei<br />
stationärem Einsatz oder bei Senkarbeiten<br />
mit 360°-Umschlingung des <strong>Frässtifte</strong>s<br />
wird ausnahmsweise mit Drehzahlen unter<br />
3.000 min-1 gearbeitet.<br />
■■Nur<br />
spielfreie Spannsysteme/Antriebe<br />
verwenden; Schlagen und Rattern der Werkzeuge<br />
führen zu vorzeitigem Verschleiß.<br />
■■Die<br />
Einspannlänge des <strong>Frässtifte</strong>s nicht zu<br />
klein wählen. Regel: Mindesteinspannlänge<br />
2/3 der Schaftlänge.<br />
■■Für<br />
den wirtschaftlichen Einsatz von <strong>Frässtifte</strong>n<br />
ab Schaft-ø 6 mm wird im oberen Drehzahl-/Schnittgeschwindigkeitsbereich<br />
eine<br />
Antriebsleistung von 300 – 500 Watt<br />
benötigt. Beim Einsatz von <strong>Frässtifte</strong>n mit<br />
grober Verzahnung (z.B. Zahnung ALU) sind<br />
noch höhere Antriebsleistungen von 500 –<br />
1.500 Watt von Vorteil.<br />
■■Bei<br />
geringer Materialzerspanung (Entgraten,<br />
Anfasen, leichte Oberflächenbearbeitung)<br />
kann die Drehzahl deutlich gesteigert<br />
werden.<br />
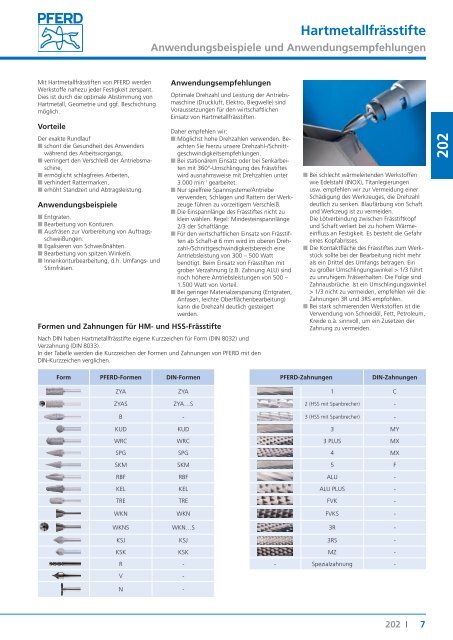
Nach DIN haben Hartmetallfrässtifte eigene Kurzzeichen für Form (DIN 8032) und<br />
Verzahnung (DIN 8033).<br />
In der Tabelle werden die Kurzzeichen der Formen und Zahnungen von PFERD mit den<br />
DIN-Kurzzeichen verglichen.<br />
Hartmetallfrässtifte<br />
Anwendungsbeispiele und Anwendungsempfehlungen<br />
■■Bei<br />
schlecht wärmeleitenden Werkstoffen<br />
wie Edelstahl (INOX), Titanlegierungen<br />
usw. empfehlen wir zur Vermeidung einer<br />
Schädigung des Werkzeuges, die Drehzahl<br />
deutlich zu senken. Blaufärbung von Schaft<br />
und Werkzeug ist zu vermeiden.<br />
Die Lötverbindung zwischen Frässtiftkopf<br />
und Schaft verliert bei zu hohem Wärmeeinfluss<br />
an Festigkeit. Es besteht die Gefahr<br />
eines Kopfabrisses.<br />
■■Die<br />
Kontaktfläche des <strong>Frässtifte</strong>s zum Werkstück<br />
sollte bei der Bearbeitung nicht mehr<br />
als ein Drittel des Umfangs betragen. Ein<br />
zu großer Umschlingungswinkel > 1/3 führt<br />
zu unruhigem Fräsverhalten. Die Folge sind<br />
Zahnausbrüche. Ist ein Umschlingungswinkel<br />
> 1/3 nicht zu vermeiden, empfehlen wir die<br />
Zahnungen 3R und 3RS empfohlen.<br />
■■Bei<br />
stark schmierenden Werkstoffen ist die<br />
Verwendung von Schneidöl, Fett, Petroleum,<br />
Kreide o.ä. sinnvoll, um ein Zusetzen der<br />
Zahnung zu vermeiden.<br />
Form PFERD-Formen DIN-Formen PFERD-Zahnungen DIN-Zahnungen<br />
ZYA ZYA 1 C<br />
ZYAS ZYA…S 2 (<strong>HSS</strong> mit Spanbrecher) -<br />
B - 3 (<strong>HSS</strong> mit Spanbrecher) -<br />
KUD KUD 3 MY<br />
WRC WRC 3 PLUS MX<br />
SPG SPG 4 MX<br />
SKM SKM 5 F<br />
RBF RBF ALU -<br />
KEL KEL ALU PLUS -<br />
TRE TRE FVK -<br />
WKN WKN FVKS -<br />
WKNS WKN…S 3R -<br />
KSJ KSJ 3RS -<br />
KSK KSK MZ -<br />
R - - Spezialzahnung -<br />
V -<br />
N -<br />
202 I<br />
7<br />
202