

CNC lathes CNC - Drehmaschinen - Reiden Technik AG
CNC lathes CNC - Drehmaschinen - Reiden Technik AG
CNC lathes CNC - Drehmaschinen - Reiden Technik AG
WENIGER ANZEIGEN

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
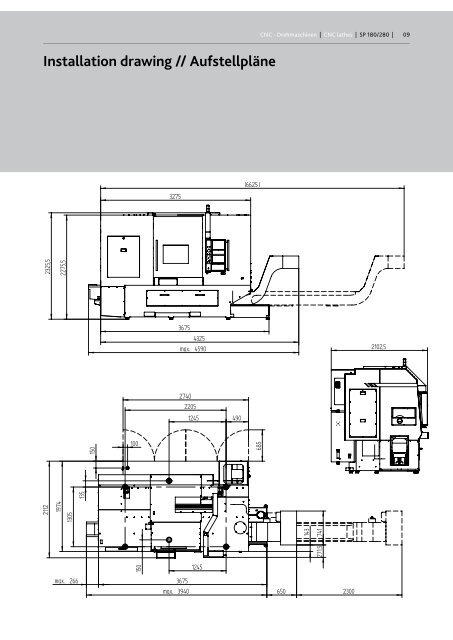
installation drawing // Aufstellpläne<br />
<strong>CNC</strong> - <strong>Drehmaschinen</strong> | <strong>CNC</strong> <strong>lathes</strong> | SP 180/280 | 09


