

GIESSEREI - Concept Laser GmbH
GIESSEREI - Concept Laser GmbH
GIESSEREI - Concept Laser GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>GIESSEREI</strong>-ERFAHRUNGSAUSTAUSCH 5 / 2009 PRODUKTION & TECHNIK<br />
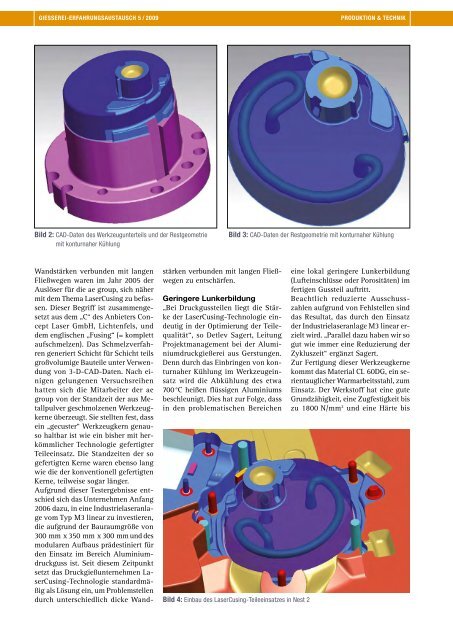
Bild 2: CAD-Daten des Werkzeugunterteils und der Restgeometrie<br />
mit konturnaher Kühlung<br />
Wandstärken verbunden mit langen<br />
Fließwegen waren im Jahr 2005 der<br />
Auslöser für die ae group, sich näher<br />
mit dem Thema <strong>Laser</strong>Cusing zu befassen.<br />
Dieser Begriff ist zusammengesetzt<br />
aus dem „C“ des Anbieters <strong>Concept</strong><br />
<strong>Laser</strong> <strong>GmbH</strong>, Lichtenfels, und<br />
dem englischen „Fusing“ (= komplett<br />
aufschmelzen). Das Schmelzverfahren<br />
generiert Schicht für Schicht teils<br />
großvolumige Bauteile unter Verwendung<br />
von 3-D-CAD-Daten. Nach einigen<br />
gelungenen Versuchsreihen<br />
hatten sich die Mitarbeiter der ae<br />
group von der Standzeit der aus Metallpulver<br />
geschmolzenen Werkzeugkerne<br />
überzeugt. Sie stellten fest, dass<br />
ein „gecuster“ Werkzeugkern genauso<br />
haltbar ist wie ein bisher mit herkömmlicher<br />
Technologie gefertigter<br />
Teileeinsatz. Die Standzeiten der so<br />
gefertigten Kerne waren ebenso lang<br />
wie die der konventionell gefertigten<br />
Kerne, teilweise sogar länger.<br />
Aufgrund dieser Testergebnisse entschied<br />
sich das Unternehmen Anfang<br />
2006 dazu, in eine Industrielaseranlage<br />
vom Typ M3 linear zu investieren,<br />
die aufgrund der Bauraumgröße von<br />
300 mm x 350 mm x 300 mm und des<br />
modularen Aufbaus prädestiniert für<br />
den Einsatz im Bereich Aluminiumdruckguss<br />
ist. Seit diesem Zeitpunkt<br />
setzt das Druckgießunternehmen <strong>Laser</strong>Cusing-Technologiestandardmäßig<br />
als Lösung ein, um Problemstellen<br />
durch unterschiedlich dicke Wand-<br />
stärken verbunden mit langen Fließwegen<br />
zu entschärfen.<br />
Geringere Lunkerbildung<br />
„Bei Druckgussteilen liegt die Stärke<br />
der <strong>Laser</strong>Cusing-Technologie eindeutig<br />
in der Optimierung der Teilequalität“,<br />
so Detlev Sagert, Leitung<br />
Projektmanagement bei der Aluminiumdruckgießerei<br />
aus Gerstungen.<br />
Denn durch das Einbringen von konturnaher<br />
Kühlung im Werkzeugeinsatz<br />
wird die Abkühlung des etwa<br />
700°C heißen flüssigen Aluminiums<br />
beschleunigt. Dies hat zur Folge, dass<br />
in den problematischen Bereichen<br />
Bild 3: CAD-Daten der Restgeometrie mit konturnaher Kühlung<br />
Bild 4: Einbau des <strong>Laser</strong>Cusing-Teileeinsatzes in Nest 2<br />
eine lokal geringere Lunkerbildung<br />
(Lufteinschlüsse oder Porositäten) im<br />
fertigen Gussteil auftritt.<br />
Beachtlich reduzierte Ausschusszahlen<br />
aufgrund von Fehlstellen sind<br />
das Resultat, das durch den Einsatz<br />
der Industrielaseranlage M3 linear erzielt<br />
wird. „Parallel dazu haben wir so<br />
gut wie immer eine Reduzierung der<br />
Zykluszeit“ ergänzt Sagert.<br />
Zur Fertigung dieser Werkzeugkerne<br />
kommt das Material CL 60DG, ein serientauglicher<br />
Warmarbeitsstahl, zum<br />
Einsatz. Der Werkstoff hat eine gute<br />
Grundzähigkeit, eine Zugfestigkeit bis<br />
zu 1800 N/mm 2 und eine Härte bis<br />
13

