aluminiumbronzen - CARO-PROMETA Metallvertriebs GmbH
aluminiumbronzen - CARO-PROMETA Metallvertriebs GmbH
aluminiumbronzen - CARO-PROMETA Metallvertriebs GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
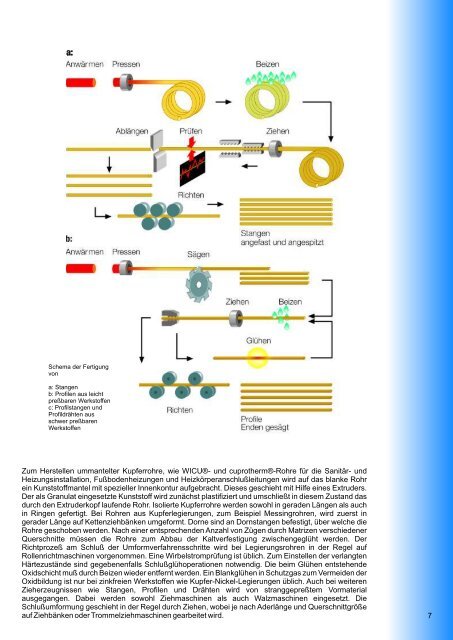
Schema der Fertigung<br />
von<br />
a: Stangen<br />
b: Profilen aus leicht<br />
preßbaren Werkstoffen<br />
c: Profilstangen und<br />
Profildrähten aus<br />
schwer preßbaren<br />
Werkstoffen<br />
Zum Herstellen ummantelter Kupferrohre, wie WICU®- und cuprotherm®-Rohre für die Sanitär- und<br />
Heizungsinstallation, Fußbodenheizungen und Heizkörperanschlußleitungen wird auf das blanke Rohr<br />
ein Kunststoffmantel mit spezieller Innenkontur aufgebracht. Dieses geschieht mit Hilfe eines Extruders.<br />
Der als Granulat eingesetzte Kunststoff wird zunächst plastifiziert und umschließt in diesem Zustand das<br />
durch den Extruderkopf laufende Rohr. Isolierte Kupferrohre werden sowohl in geraden Längen als auch<br />
in Ringen gefertigt. Bei Rohren aus Kupferlegierungen, zum Beispiel Messingrohren, wird zuerst in<br />
gerader Länge auf Kettenziehbänken umgeformt. Dorne sind an Dornstangen befestigt, über welche die<br />
Rohre geschoben werden. Nach einer entsprechenden Anzahl von Zügen durch Matrizen verschiedener<br />
Querschnitte müssen die Rohre zum Abbau der Kaltverfestigung zwischengeglüht werden. Der<br />
Richtprozeß am Schluß der Umformverfahrensschritte wird bei Legierungsrohren in der Regel auf<br />
Rollenrichtmaschinen vorgenommen. Eine Wirbelstromprüfung ist üblich. Zum Einstellen der verlangten<br />
Härtezustände sind gegebenenfalls Schlußglühoperationen notwendig. Die beim Glühen entstehende<br />
Oxidschicht muß durch Beizen wieder entfernt werden. Ein Blankglühen in Schutzgas zum Vermeiden der<br />
Oxidbildung ist nur bei zinkfreien Werkstoffen wie Kupfer-Nickel-Legierungen üblich. Auch bei weiteren<br />
Zieherzeugnissen wie Stangen, Profilen und Drähten wird von stranggepreßtem Vormaterial<br />
ausgegangen. Dabei werden sowohl Ziehmaschinen als auch Walzmaschinen eingesetzt. Die<br />
Schlußumformung geschieht in der Regel durch Ziehen, wobei je nach Aderlänge und Querschnittgröße<br />
auf Ziehbänken oder Trommelziehmaschinen gearbeitet wird.<br />
7