Schnell und präzise - PENTA Polska Sp. z oo
Schnell und präzise - PENTA Polska Sp. z oo
Schnell und präzise - PENTA Polska Sp. z oo

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
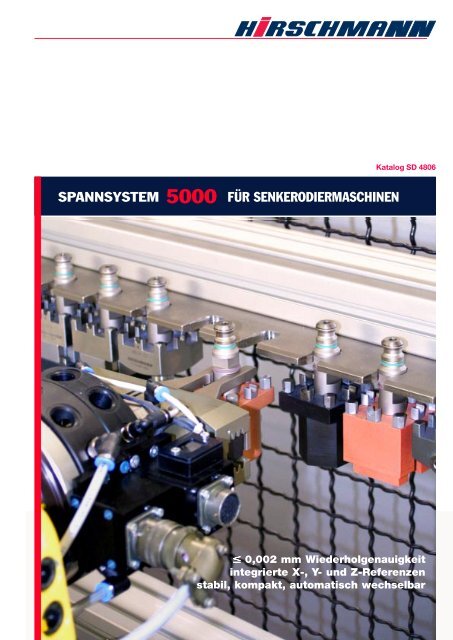
SPANNSYSTEM 5000 FÜR SENKERODIERMASCHINEN<br />
Katalog SD 4806<br />
m m 0,002 mm Wiederholgenauigkeit<br />
integrierte X-, Y- <strong>und</strong> Z-Referenzen<br />
stabil, kompakt, automatisch wechselbar
2<br />
<strong>Sp</strong>annsystem 5000<br />
<strong>Schnell</strong><br />
<strong>und</strong> <strong>präzise</strong><br />
Definierter Nullpunkt ohne Ausrichten<br />
<strong>Sp</strong>annen <strong>und</strong> positionieren in einem Arbeitsgang<br />
Automatisch <strong>und</strong> manuell schnell <strong>und</strong> <strong>präzise</strong> wechselbar<br />
Elektroden- <strong>und</strong> Werkstückpalettierung<br />
Flexible Fertigung durch schnelle <strong>und</strong> <strong>präzise</strong> Umrüstmöglichkeit
Allgemeines Inhaltsverzeichnis<br />
Bedienung<br />
Nur unter Einhaltung der Bedienungsvorschriften bzw. der<br />
in diesem Katalog gemachten Angaben ist die Funktion<br />
sichergestellt <strong>und</strong> eine Gefährdung von Mensch <strong>und</strong><br />
Maschine ausgeschlossen.<br />
Genauigkeit<br />
Die Verbindung der einzelnen Werkzeugebenen erfolgt über<br />
gehärtete, künstlich gealterte <strong>und</strong> auf Umschlag<br />
feinstgeschliffene Zentrierprismen <strong>und</strong> getrennte Z-Auflagen.<br />
D. h. die Zentrierung der Werkzeuge erfolgt zwangsweise.<br />
Bei Deckung der Referenzpunkte wird eine Wiederholgenauigkeit<br />
(Reproduzierbarkeit) von m 0,002 mm, gemessen<br />
100 mm unter der Werkzeugtrennebene, erreicht.<br />
Wartung <strong>und</strong> Pflege<br />
Da das <strong>Sp</strong>annsystem mechanischen <strong>und</strong> chemischphysikalischen<br />
Einflüssen unterliegt, muss der Wartung<br />
<strong>und</strong> Pflege Auf-merksamkeit geschenkt werden.<br />
Technische Änderungen<br />
Da alle in diesem Katalog gezeigten Produkte einer kontinuierlichen<br />
Weiterentwicklung unterliegen, behalten wir<br />
uns technische Änderungen vor.<br />
Qualität nach EN 9100<br />
Alle Produkte der HIRSCHMANN GMBH werden nach<br />
modernsten Fertigungsverfahren hergestellt <strong>und</strong> während<br />
der Fertigung <strong>und</strong> als Endprodukt der Qualitätssicherung<br />
nach EN 9100 (Luft- <strong>und</strong> Raumfahrtindustrienorm) unterzogen.<br />
Garantie<br />
Für alle von uns hergestellten Teile der <strong>Sp</strong>annsysteme<br />
übernehmen wir – richtige Verwendung <strong>und</strong> vorschriftsmäßige<br />
Wartung vorausgesetzt – 12 Monate Garantie ab<br />
Rechnungsdatum.<br />
Die Garantie beschränkt sich auf kostenlosen Ersatz bzw.<br />
Reparatur defekter Teile. Weitergehende Ansprüche sind<br />
ausgeschlossen.<br />
Garantieansprüche müssen unverzüglich <strong>und</strong> schriftlich<br />
angezeigt werden.<br />
Wartung, Pflege, Qualität, Garantie 3<br />
Einführung 4<br />
<strong>Sp</strong>annzapfenauswahl 5<br />
Referenz-Set HRS 5000 6<br />
Automation 7<br />
<strong>Sp</strong>annsystemübersicht 8-9<br />
Pneumatische <strong>Sp</strong>anner Baureihe H6.. 10-12<br />
Manuelle <strong>Sp</strong>anner H6.., Palette H6.42A 12-13<br />
Werkzeugspanner Baureihe H8.. 14-15<br />
Teilköpfe Baureihe H8.. 16-17<br />
Palettenspanner Baureihe H8.. 18-19<br />
<strong>Sp</strong>annzapfen, Referenz-Set 20<br />
Paletten <strong>und</strong> Halter aus Aluminium 21<br />
Paletten <strong>und</strong> Halter aus Stahl 22-23<br />
U-Halter, <strong>Sp</strong>annzangenhalter 24-25<br />
Universelle Halter, Kontrollwerkzeuge 26-27<br />
MINIFIX, MINIFIXplus 28-31<br />
Hydraulikspannfutter, Schäfte <strong>und</strong> Halter 32-34<br />
Rotierspindeln 35<br />
Magazingabeln 36<br />
Elektrodenwechsler 37<br />
Handlinggeräte <strong>und</strong> Roboter 38<br />
R<strong>und</strong>teiltische, C-Achsen 39<br />
HIRSCHMANN GMBH<br />
3
4<br />
<strong>Sp</strong>annsystem 5000 für Senkerodiermaschinen<br />
Einführung<br />
Das HIRSCHMANN <strong>Sp</strong>annsystem 5000 ist ein universelles Elektroden- <strong>und</strong> Werkstückspannsystem<br />
welches für den Einsatz in der Senkerodiermaschine sowie auf HSC-, Fräs-, Dreh-,<br />
Bohr-, Schleif, Meßmaschinen usw. bestens geeignet ist. Das <strong>Sp</strong>annsystem 5000 wird entweder<br />
manuell oder automatisch mittels Elektrodenwechslern, Handlinggeräten <strong>und</strong> Robotern<br />
schnell <strong>und</strong> <strong>präzise</strong> gewechselt.<br />
Vorteile durch den Einsatz des HIRSCHMANN <strong>Sp</strong>annsystems<br />
O O O Das Rüsten erfolgt hauptzeitparallel während die Maschine arbeitet.<br />
O O Das <strong>Sp</strong>annen bzw. Umspannen in der Maschine erfolgt in Sek<strong>und</strong>en.<br />
O O O Rüstfehler <strong>und</strong> deren Addition von Maschine zu Maschine werden vermieden.<br />
O O O Erhöht die Flexibilität um ein Vielfaches (schnelle Unterbrechung für Eilaufträge<br />
<strong>und</strong> Messvorgänge).<br />
Merkmale<br />
O O Wiederholgenauigkeit m 0,002 mm<br />
O O Manuell <strong>und</strong> automatisch wechselbar<br />
O O Integrierte 4x90O Teilung<br />
O O Integrierte X-, Y-, Z-Referenzen<br />
O O Für Elektroden- <strong>und</strong> Werkstückgewichte bis 100 kg<br />
O O Rostgeschützt, Gleichbleibende Genauigkeit<br />
O O Stabil, stoß- <strong>und</strong> schmutzunempfindlich<br />
O O Durchgängig zu allen HIRSCHMANN <strong>Sp</strong>ann- <strong>und</strong> Palettiersystemen<br />
O O Einsatz auf Senkerodier-, HSC-, Fräs-, Dreh-, Schleif-, Bohr-, Meßmaschinen usw.<br />
O O Wärmeunempfindlich. Auch bei extremer Erwärmung bleibt das Zentrum erhalten (Fadenkreuzzentrierung)<br />
Genauigkeit<br />
Die Verbindung der einzelnen Werkzeugebenen erfolgt über gehärtete, künstlich gealterte <strong>und</strong> auf Umschlag<br />
feinstgeschliffene Zentrierprismen <strong>und</strong> getrennte Z-Auflagen. D. h. die Zentrierung der Werkzeuge erfolgt zwangsweise.<br />
Bei Deckung der Referenzpunkte wird eine Wiederholgenauigkeit (Reproduzierbarkeit) von m 0,002 mm, gemessen 100<br />
mm unter der Werkzeugtrennebene, erreicht.<br />
Beim Umsetzen eines Elektrodenhalters im Prisma um 4 x 90° verändert sich die Achslage um max. m 0,004 mm. Hierbei<br />
ist zu beachten, dass sich der Achsversatz des Elektrodenhalters, wie z. B. eines <strong>Sp</strong>annzangenhalters, <strong>und</strong> der <strong>Sp</strong>annzange<br />
zur Achslagenveränderung addiert.
<strong>Sp</strong>annzapfenauswahl<br />
<strong>Sp</strong>annzapfen H 5.6.. oder H 6.6..<br />
Alle Halter <strong>und</strong> Paletten können mit dem <strong>Sp</strong>annzapfen H 5.6... oder H 6.6.. ausgerüstet werden:<br />
O <strong>Sp</strong>annzapfen H 5.6.. für manuelle Bedienung <strong>und</strong> Pick-Up Systeme.<br />
O <strong>Sp</strong>annzapfen H 6.6.. für automatische Beladung durch Roboter <strong>und</strong> Handlinggeräte (auch für manuelle Bedienung<br />
<strong>und</strong> Pick-Up Systeme geeignet).<br />
Der <strong>Sp</strong>annzapfen H 5.6.. ist nur in <strong>Sp</strong>annern der Baureihe H 8.. <strong>und</strong> der <strong>Sp</strong>annzapfen H 6.6.. nur in <strong>Sp</strong>annern der<br />
Baureihe H 6.. einsetzbar. Bei einer Neubeschaffung ist die Verwendung von <strong>Sp</strong>annern der Baureihe H 6... <strong>und</strong> des<br />
<strong>Sp</strong>annzapfens H 6.611 zu empfehlen da diese für eine (auch spätere) automatische Beladung vorbereitet sind.<br />
Mit beiden <strong>Sp</strong>annzapfentypen ist eine Zentralspülung durch den <strong>Sp</strong>annzapfen möglich.<br />
<strong>Sp</strong>annzapfen H 6.611, H 6.620<br />
Der <strong>Sp</strong>annzapfen H 6.611 ermöglicht einen automatischen<br />
Elektroden- <strong>und</strong> Werkstückwechsel<br />
mittels universellen Handlinggeräten<br />
<strong>und</strong> flexiblen Robotersystemen. Die Schnittstellen<br />
zum Magazin bzw. Greifer entsprechen den<br />
<strong>Sp</strong>annzapfen anderer <strong>Sp</strong>annsystemhersteller.<br />
Der <strong>Sp</strong>annzapfen H 6.611 kann auch in Pick-<br />
Up-Systemen (Magazingabeln, Linear- <strong>und</strong><br />
Scheibenmagazinen) eingesetzt werden.<br />
Der <strong>Sp</strong>annzapfen H 6.6.. kann nur in den Werkzeug-<br />
<strong>und</strong> Palettenspannern der Baureihe<br />
H 6... gespannt werden.<br />
-<strong>Sp</strong>annzapfen<br />
H 5.611, H 5.620<br />
Der preiswerte <strong>Sp</strong>annzapfen H 5.611 hat sich bereits jahrelang<br />
in unterschiedlichsten Einsatzgebieten bewährt.<br />
Elektrodenhalter <strong>und</strong> Paletten können mit diesem <strong>Sp</strong>annzapfen<br />
in HIRSCHMANN Magazingabeln bzw. Linear- oder<br />
Scheibenmagazinen magaziniert werden. Ein automatischer<br />
Elektrodenwechsel kann im “ Pick-Up-Verfahren“ schnell<br />
<strong>und</strong> kostengünstig realisiert werden.<br />
Als <strong>Sp</strong>anner müssen Werkzeug- <strong>und</strong> Palettenspanner der<br />
Baureihe H 8... eingesetz werden.<br />
5
6<br />
Referenz-Set HPF 5000 PrisFIX<br />
HPF 5000 Referenz-Set PrisFIX<br />
Das „Low Cost“ Referenz-Set PrisFIX ist die preiswerteste<br />
Lösung zur Referenzierung von Elektroden <strong>und</strong> Werkstükken<br />
im HIRSCHMANN <strong>Sp</strong>annsystem 5000. Die Funktion einer<br />
Palette (X-Y-Z-Referenzbasis) ist in einzelne, sehr preiswerte<br />
Komponenten aufgeteilt. Diese werden in die Elektrode<br />
bzw. das Werkstück eingeschraubt bzw. eingeklebt <strong>und</strong><br />
bis zur Fixierung durch den Kleber (wenige Minuten) in einem<br />
HIRSCHMANN-<strong>Sp</strong>anner gespannt. Die Kosten für eine Palette<br />
entfallen.<br />
Merkmale<br />
O O Automatisch wechselbar<br />
O O Sehr preiswert, keine Palette notwendig<br />
O O Präzise Positionierung, Wiederholgenauigkeit m m 0,002 mm<br />
O O Stoffschlüssige Verbindung (kein Verschieben möglich)<br />
O O Für Kupfer-, Grafitelektroden <strong>und</strong> Werkstücke ab l 50 mm / x 67 mm<br />
O O O Einfach <strong>und</strong> schnell montierbar<br />
O O <strong>Sp</strong>annzapfen H 5.611 <strong>und</strong> H 6.611 einsetzbar<br />
Referenz-Set HPF 5000 PrisFIX montiert auf Grafit<strong>und</strong><br />
Kupferelektrode<br />
Automatisch wechselbar<br />
bestehend aus:<br />
4 X-Y-Referenzprismen<br />
4 Z-Anlagen<br />
Einfach <strong>und</strong> schnell montiert:<br />
1.) Bohrbild in Rohling erstellen.<br />
2.) Z-Anlagen <strong>und</strong> <strong>Sp</strong>annzapfen<br />
H 5.611 oder H 6.611 einschrauben.<br />
3.) X-Y-Referenzprismen mit <strong>Sp</strong>ezialkleber<br />
benetzen <strong>und</strong> in den Bohrungen<br />
platzieren.<br />
4.) Zur Zentrierung der X-Y-Referenzprismen<br />
in einen HIRSCHMANN<br />
<strong>Sp</strong>anner (Voreinstellplatz oder Maschine)<br />
spannen bis der Kleber die<br />
nötige Festigkeit erreicht hat (wenige<br />
Minuten - abhängig von Temperatur<br />
<strong>und</strong> Material).<br />
5.) Elektrode/Werkstück aus <strong>Sp</strong>anner<br />
entnehmen - fertig.
Automation<br />
Automatisierung<br />
HIRSCHMANN fertigt <strong>und</strong> liefert preiswerte Handlinggeräte <strong>und</strong> komplette<br />
Roboterzellen mit Elektroden- bzw. Werkstückmagazinen zur automatischen<br />
Beladung von HSC-, Fräs-, Erodier-, Bohr- <strong>und</strong> Messmaschinen usw. mit allen<br />
HIRSCHMANN-<strong>Sp</strong>ann- <strong>und</strong> Palletiersystemen sowie Fremdsystemen. Die<br />
Prozesssicherheit wird durch die Ausstattung der Fertigungszelle mit einem<br />
Identsystem erheblich gesteigert.<br />
Ein PC-basierendes Produktions-Mangementsystem für die Überwachung, Steuerung,<br />
Verwaltung <strong>und</strong> Visualisierung von Fertigungszellen ermöglicht eine komfortable<br />
Übersicht <strong>und</strong> Steuerung aller Fertigungsaufträge <strong>und</strong> Anlagenzustände.<br />
Es erlaubt eine schnelle Reaktion auf Änderungen in der Auftragsabarbeitung<br />
<strong>und</strong> gewährleistet die wirtschaftliche Nutzung einer oder mehrerer Maschinen.<br />
Einzelmaschinenbeladung mit Handlinggerät EROBOT<br />
Einzelmaschinen (Senk- <strong>und</strong> Drahterodier-, HSC-, Fräsmaschinen usw.) lassen sich einfach <strong>und</strong> preisgünstig mit dem<br />
�����<br />
Handlinggerät<br />
�����������<br />
EROBOT<br />
������������<br />
automatisieren. Die Steuerung der<br />
����<br />
Beladungsreihenfolge<br />
erfolgt direkt von der<br />
����<br />
Maschine<br />
�������������<br />
oder<br />
�����<br />
über<br />
�����������<br />
eine<br />
������������<br />
Produktions-Managementsoftware.<br />
Die Paletten <strong>und</strong> Halter können mit einem Identsystem<br />
�������������<br />
zur<br />
����<br />
������������� ����� �����������������������<br />
Steigerung der<br />
������������<br />
�����������<br />
�������������<br />
Prozesssicherheit ausgerüstet werden.<br />
Transfergewicht bis 140 kg<br />
Mehrmaschinenbeladung mit Roboter<br />
Die Automatisierung einer Fertigungszelle mit zwei oder mehreren<br />
Maschinen (Senk- <strong>und</strong> Drahterodier-, HSC-, Fräs- <strong>und</strong><br />
Messmaschinen sowie ggf. Reinigungsstationen usw.) erfolgt<br />
mit flexiblen Robotern. HIRSCHMANN liefert dafür die komplette<br />
Ausrüstung mit Roboter, Elektroden-, Werkzeugmagazin,<br />
Sicherheitsabschrankung <strong>und</strong> Managementsoftware zur Überwachung,<br />
Steuerung, Verwaltung <strong>und</strong> Visualisierung der<br />
Fertigungszellen.<br />
Elektroden- <strong>und</strong> Werkstückgewichte bis 140 kg<br />
Automation<br />
���������� ����������<br />
����������<br />
����������<br />
����������<br />
����������<br />
Produktions-Management<br />
Software<br />
Handlinggeräte, Roboter,<br />
Fertigungszellen<br />
<strong>Sp</strong>ann- <strong>und</strong><br />
Palettiersysteme<br />
Fachliche Beratung<br />
���������� ����������<br />
����������<br />
����������<br />
����������<br />
����������<br />
7
8<br />
<strong>Sp</strong>annsystemübersicht<br />
MINIFIXplus<br />
<strong>Sp</strong>anner für <strong>Sp</strong>annzapfen H 5.611 (siehe Seite 5)<br />
<strong>Sp</strong>anner für mit <strong>Sp</strong>annzapfen H 6.611, H 6.620 (siehe Seite 5)<br />
Paletten <strong>und</strong> Halter für <strong>Sp</strong>annzapfen H 6.611 (<strong>Sp</strong>anner H 6..) <strong>und</strong> <strong>Sp</strong>annzapfen H 5.611 (<strong>Sp</strong>anner H 8..)
Die pneumatischen Werkzeugspanner sind, je nach mechanischer Ausführung, zum An- oder Einbau in die Pinole bzw.<br />
C-Achse der Senkerodiermaschine vorgesehen, können aber auch auf dem Maschinentisch montiert oder integriert<br />
werden. Die <strong>Sp</strong>annung erfolgt über Federkraft, geöffnet wird pneumatisch mit 6 bar Druck. Die pneumatischen <strong>Sp</strong>anner<br />
sind mit integrierten Z-Reinigungsdüsen ausgestattet, welche auch zur <strong>Sp</strong>annüberwachung (Belegkontrolle) verwendet<br />
werden können (Drucküberwachung).<br />
10<br />
Pneumatische Werkzeugspanner Baureihe H 6.. für <strong>Sp</strong>annzapfen H 6.611, H 6.620<br />
H 6.11.1 Werkzeugspanner<br />
Zum Anbau an die Maschinenpinole oder auf den<br />
Maschinentisch. Anschlüsse für Druckluft <strong>und</strong> Dielektrikum<br />
seitlich. Die Flanschrückseite ist als Ausrichtfläche<br />
parallel zum Zentrierprisma geschliffen.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Zul. Elektrodengewicht 50 kg<br />
Zul. Erodierstrom 120 A<br />
Druckluft min. 6 bar<br />
Gewicht 7,5 kg<br />
H 6.11.7 Werkzeugspanner<br />
Zum Einbau in C-Achsen. Der Anschluss für Druckluft <strong>und</strong><br />
Dielektrikum erfolgt von oben. Die <strong>Sp</strong>annerrückseite ist als<br />
Ausrichtfläche parallel zum Zentrierprisma geschliffen.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Zul. Elektrodengewicht 50 kg<br />
Zul. Erodierstrom 120 A<br />
Druckluft min. 6 bar<br />
Gewicht 2,6 kg<br />
H 6.11.10 Werkzeugspanner<br />
Zum Einbau in C-Achsen oder zur Integration in den<br />
Maschinentisch. Der Anschluss für Druckluft <strong>und</strong> Dielektrikum<br />
erfolgt von oben. Die <strong>Sp</strong>annerrückseite ist als<br />
Ausrichtfläche parallel zum Zentrierprisma geschliffen.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Zul. Elektrodengewicht 50 kg<br />
Zul. Erodirerstrom 120 A<br />
Druckluft min. 6 bar<br />
Gewicht 2,2 kg<br />
H 6.11.10.1 Werkzeugspanner (Einbauspanner)<br />
Zum Einbau. Aufnahme von Haltern <strong>und</strong> Paletten der<br />
Baureihe H 5... <strong>und</strong> der Palette H 6.42A.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Zul. Elektrodengewicht 50 kg<br />
Zul. Erodierstrom 60 A<br />
Druckluft min. 6 bar<br />
Gewicht 1,5 kg<br />
H 6.11.10.2 Werkzeugspanner<br />
Wie H 6.11.10.1 aber in Gehäuse eingebaut<br />
Gewicht 2,3 kg
Pneumatische Palettenspanner Baureihe H 6.. für <strong>Sp</strong>annzapfen H 6.611, H 6.620<br />
Die pneumatischen Palettenspanner werden zur Elektroden- <strong>und</strong> Werkstückbearbeitung bzw. Vermessung auf dem<br />
Maschinentisch von Senkerodier-, HSC-, Fräs-, Dreh-, Schleif-, Bohr-, Messmaschinen usw. eingesetzt. Zum<br />
Schutz des <strong>Sp</strong>annbereiches bei Nichteinsatz wird die Palette H 8.88A bzw. H 8.128A als Abdeckung verwendet.<br />
H 6.11.3 Palettenspanner, pneumatisch<br />
Mit zentraler Werkzeugspannung durch Federkraft, die<br />
durch zusätzliche pneumatische Unterstützung auf<br />
18000 N erhöht werden kann (nicht für automatische Beladung<br />
geeignet).<br />
Positioniergenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 12700 N (18000 N)<br />
Druckluft 6 bar<br />
Gewicht 12 kg<br />
H 6.11.10.3 Palettenspanner, pneumatisch<br />
Die Flanschrückseite ist als Ausrichtfläche parallel zum<br />
Zentrierprisma geschliffen.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Zul. Elektrodengewicht 100 kg<br />
Zul. Arbeitsstrom 120 A<br />
Druckluft min. 6 bar<br />
Gewicht 9 kg<br />
H 6.11.10M Palettenspanner, pneumatisch<br />
Pneumatischer Palettenspanner mit integrierter, manueller<br />
Steuereinheit für den Einsatz auf der Messmaschine<br />
(nicht für spanende Bearbeitung <strong>und</strong> den Einsatz in der<br />
Senkerodiermaschine geeignet).<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Max. Beladegewicht 50 kg<br />
Gewicht ca. 11 kg<br />
Druckluft 4,5–6 bar<br />
Inkl. 3 m FESTO-Schlauch, PUN 6x1 mm.<br />
H 4101 Pneumatische Steuereinheit<br />
Steuereinheit zur manuellen Steuerung (öffnen, spannen,<br />
reinigen) der pneumatischen <strong>Sp</strong>anner.<br />
Pneumatik-Betriebsdruck 6 -7 bar<br />
11
12<br />
Manuelle <strong>Sp</strong>anner Baureihe H 6.. für <strong>Sp</strong>annzapfen H 6.611, H 6.620<br />
Die manuellen <strong>Sp</strong>anner werden zur Elektroden- <strong>und</strong> Werkstückbearbeitung bzw. Vermessung auf dem Maschinentisch<br />
von Senkerodier-, HSC-, Fräs-, Dreh-, Schleif-, Bohr-, Messmaschinen usw. eingesetzt.<br />
H 8.12 Werkzeugspanner, manuell<br />
R<strong>und</strong>, mit vier Befestigungsschrauben M8. Zum Anbau<br />
an die Maschinenpinole oder auf den Maschinentisch.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 9500 N<br />
Zul. Elektroden- / Werkstückgewicht 100 kg<br />
Zul. Arbeitsstrom 120 A<br />
Gewicht ca. 3 kg<br />
H 6.811 Palettenspanner<br />
Mit kraftschlüssiger Klemmung. Die vier präzisionsgeschliffene<br />
Auflageflächen, die auch zur Ausrichtung auf<br />
der Maschine dienen, ermöglichen einen horizontalen <strong>und</strong><br />
vertikalen Einsatz. Das Maß vom Zentrum zu den Auflageflächen<br />
ist eingraviert. Für den Einsatz im Dielektrikum<br />
geeignet.<br />
Positioniergenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 10000 N<br />
Gewicht ca. 4,5 kg<br />
H 6.811.1 Palettenspanner<br />
Wie H 6.811, aber mit zusatzlicher Z-Unterstüzung der<br />
Paletten H8.128 <strong>und</strong> H8.180.<br />
Gewicht ca. 7,5 kg<br />
H 6.16 Palettenspanner<br />
Ausführung wie H 6.811 aber zylindrisch. Mit versenkter<br />
Innensechskant-<strong>Sp</strong>annschraube. Zentriersitz <strong>und</strong> 8<br />
Befestigungsschrauben M5. Für stationären <strong>und</strong> rotierenden<br />
Einsatz.<br />
Positioniergenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 6000 N<br />
Geeignet für den Einsatz im Dielektrikum.<br />
H 6.90.2 Werkzeugspanner<br />
Mit Kegelschaft ISO 40 <strong>und</strong> Außengewinde S20 x 2.<br />
H 6.91 Werkzeugspanner<br />
Mit Kegelschaft MK4 <strong>und</strong> Innengewinde M16.<br />
H 6.91.1 Werkzeugspanner<br />
Mit Kegelschaft MK5 <strong>und</strong> Innengewinde M20.<br />
H 6.92 Werkzeugspanner<br />
Mit Zylinderschaft x 25 mm<br />
Andere Schäfte auf Anfrage
Elektrodenpalettierung mit Palette H 6.42A / Elektrodenrohlinge<br />
H 6.620 <strong>Sp</strong>annzapfen<br />
Mit M6 Gewinde für die Palette H 6.42A.<br />
Der <strong>Sp</strong>annzapfen ist standardmäßig mit einer zentralen<br />
<strong>Sp</strong>ülbohrung ausgestattet.<br />
Für manuelle <strong>und</strong> automatische Beladung geeignet.<br />
H 6.42A Pallette<br />
Aus Aluminium, Durchmesser 42 mm.<br />
Für CU-Elektroden von xl 20 mm bis xl 42 mm <strong>und</strong><br />
für Grafitelektroden von xl 23 mm bis xl 42 mm.<br />
Befestigung durch Verschraubung mit selbstschneidenden<br />
Flachkopf-Schrauben H 5.51.17.1 (Lieferung<br />
ohne <strong>Sp</strong>annzapfen H 6.620).<br />
Gewicht: 0,040 kg<br />
H 5.51.17.1 Flachkopfschrauben<br />
Selbstschneidende Flachkopfschrauben zur Elektrodenbefestigung<br />
an der Palette H 6.42A.<br />
Liefermenge: 100 Stück<br />
HCU 6.20-35 CU-Elektrodenrohling<br />
CU-Elektroden Rohling mit vier Gewindebohrungen zum<br />
Anschrauben an die Palette H 6.42A mittels der selbstschneidenden<br />
Flachkopf-Schrauben H 5.51.17.1.<br />
Durchmesser 20 mm<br />
Länge 35 mm<br />
Weitere Abmessungen <strong>und</strong> Grafit auf Anfrage.<br />
13
14<br />
Pneumatische Werkzeugspanner Baureihe H 8.. für <strong>Sp</strong>annzapfen H 5.611, H 5.620<br />
Die pneumatischen Werkzeugspanner sind, je nach mechanischer Ausführung, zum An- oder Einbau in die Pinole bzw.<br />
C-Achse der Senkerodiermaschine vorgesehen, können aber auch auf dem Maschinentisch montiert oder integriert<br />
werden. Die <strong>Sp</strong>annung erfolgt über Federkraft, geöffnet wird pneumatisch mit 6 bar Druck. Die pneumatischen <strong>Sp</strong>anner<br />
sind mit integrierten Z-Reinigungsdüsen ausgestattet, welche auch zur <strong>Sp</strong>annüberwachung (Belegkontrolle) verwendet<br />
werden können (Drucküberwachung).<br />
H 8.11.1 Werkzeugspanner, ohne MINIFIXplus<br />
Zum Anbau an die Maschinenpinole oder auf den<br />
Maschinentisch. Anschlüsse für Druckluft <strong>und</strong> Dielektrikum<br />
seitlich. Die Flanschrückseite ist als Ausrichtfläche<br />
parallel zum Zentrierprisma geschliffen.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Zul. Elektrodengewicht 50 kg<br />
Zul. Arbeitsstrom 120 A<br />
Druckluft min. 6 bar<br />
Gewicht 7,5 kg<br />
H 8.11.7 Werkzeugspanner, ohne MINIFIXplus<br />
H 8.11.17 Werkzeugspanner, mit MINIFIXplus<br />
Zum Einbau in C-Achsen. Der Anschluss für Druckluft <strong>und</strong><br />
Dielektrikum erfolgt von oben. Die <strong>Sp</strong>annerrückseite ist<br />
als Ausrichtfläche parallel zum Zentrierprisma geschliffen.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft (<strong>Sp</strong>anner ohne MINIFIXplus) 2500 N<br />
<strong>Sp</strong>annkraft (<strong>Sp</strong>anner mit MINIFIXplus) 1500 N<br />
Zul. Elektrodengewicht 50 kg<br />
Zul. Arbeitsstrom 120 A<br />
Druckluft min. 6 bar<br />
Gewicht 2,5 kg<br />
H 8.11.10 Werkzeugspanner, ohne MINIFIXplus<br />
H 8.11.20 Werkzeugspanner, mit MINIFIXplus<br />
Zum Einbau in C-Achsen oder zur Integration in den<br />
Maschinentisch. Der Anschluss für Druckluft <strong>und</strong> Dielektrikum<br />
erfolgt von oben. Die <strong>Sp</strong>annerrückseite ist als<br />
Ausrichtfläche parallel zum Zentrierprisma geschliffen.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft (<strong>Sp</strong>anner ohne MINIFIXplus) 2500 N<br />
<strong>Sp</strong>annkraft (<strong>Sp</strong>anner mit MINIFIXplus) 1500 N<br />
Zul. Elektrodengewicht 50 kg<br />
Zul. Arbeitsstrom 120 A<br />
Druckluft min. 6 bar<br />
Gewicht 2,15 kg<br />
H 8.11.18 Werkzeugspanner, ohne MINIFIXplus<br />
Wie H 8.11.7 aber mit zusätzlichen, weit außen liegenden<br />
Z-Abstützungen für die Aufnahme großer Elektroden <strong>und</strong><br />
auf der Palette H 8.128 <strong>und</strong> H 8.180.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002<br />
mm<br />
<strong>Sp</strong>annkraft 10000 N<br />
Zul. Elektrodengewicht 100 kg<br />
Zul. Arbeitsstrom 120 A<br />
Druckluft min. 6 bar<br />
Gewicht 8 kg
Manuelle Werkzeugspanner Baureihe H 8.. für <strong>Sp</strong>annzapfen H 5.611<br />
Die manuellen Werkzeugspanner sind für den Einsatz an der Pinole manueller Erodiermaschinen ausgelegt. Sie sind mit<br />
einem seitlichen Anschluss für die Zentralspülung ausgestattet. Die <strong>Sp</strong>annung der Paletten <strong>und</strong> Halter erfolgt manuell<br />
über einen <strong>Sp</strong>annring. Die Werkzeugspanner H 8.11 <strong>und</strong> H 8.12 können auch auf dem Maschinentisch als Palettenspanner<br />
eingesetzt werden.<br />
H 8.11 Werkzeugspanner, manuell<br />
Zum Anbau an die Maschinenpinole oder auf den<br />
Maschinentisch. Die Flanschrückseite ist als<br />
Ausrichtfläche parallel zum Zentrierprisma geschliffen.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Zul. Elektroden-/Werkstückgewicht 100 kg<br />
Zul. Arbeitsstrom 120 A<br />
Gewicht 3,7 kg<br />
H 8.12 Werkzeugspanner, manuell<br />
R<strong>und</strong>, mit vier Befestigungsschrauben M8. Zum Anbau<br />
an die Maschinenpinole oder auf den Maschinentisch.<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 2500 N<br />
Zul. Elektroden- / Werkstückgewicht 100 kg<br />
Zul. Arbeitsstrom 120 A<br />
Gewicht 3,5 kg<br />
H 8.90.2 Werkzeugspanner<br />
Mit Kegelschaft ISO 40 <strong>und</strong> Außengewinde S20 x 2.<br />
H 8.91 Werkzeugspanner<br />
Mit Kegelschaft MK4 <strong>und</strong> Innengewinde M16.<br />
H 8.91.1 Werkzeugspanner<br />
Mit Kegelschaft MK5 <strong>und</strong> Innengewinde M20.<br />
H 8.92 Werkzeugspanner<br />
Mit Zylinderschaft x 25 mm<br />
Andere Schäfte auf Anfrage<br />
H 5.50-100 Verlängerung, 100 mm lang<br />
H 5.50-150 Verlängerung, 150 mm lang<br />
Verlängerung l50 mm. Einsatz zwischen <strong>Sp</strong>anner <strong>und</strong><br />
Palette bzw. Halter. Zentraler <strong>Sp</strong>üldurchgang,<br />
magazinierbar.<br />
Gewicht 2 bzw. 2,5 kg<br />
H 8.80/65 Verlängerung, 65 mm lang<br />
H 8.80/150 Verlängerung, 150 mm lang<br />
Verlängerung l88 mm. Einsatz zwischen <strong>Sp</strong>anner <strong>und</strong><br />
Palette bzw. Halter. Zentraler <strong>Sp</strong>üldurchgang<br />
Magazinierbar, Magazingabelabstand min. 136 mm.<br />
Gewicht 2,5 bzw. 3 kg<br />
15
16<br />
Teilköpfe Baureihe H 8.. für <strong>Sp</strong>annzapfen H 5.611<br />
Die Teilköpfe sind für den Einsatz an der Pinole manueller Erodiermaschinen ausgelegt. Sie sind mit einem seitlichen<br />
Anschluss für die Zentralspülung ausgestattet. Die <strong>Sp</strong>annung der Paletten <strong>und</strong> Halter erfolgt manuell über einen <strong>Sp</strong>annring.<br />
Die Teilköpfe sind nicht für den Einsatz im Dielektrikum geeignet.<br />
H 8.20 Teilkopf, manuell<br />
Zur Anschraubung an die Maschinenpinole.<br />
Manuell 360 Grad teilbar, verrisssichere Klemmung. Vorbereitet<br />
zum Anbau des Rotierantriebes H 8.20.1.<br />
Teilgenauigkeit = Einstellgenauigkeit < 5 min.<br />
R<strong>und</strong>laufgenauigkeit < 0,01 mm<br />
Zul. Elektrodengewicht 100 kg, rotierend 10 kg<br />
Zul. Erodierstrom 90A, rotierend 30 A<br />
Drehzahlbereich als Rotierspindel 20 bis 150 min-1<br />
Gewicht 8 kg<br />
H 8.20.1 Rotierantrieb für H 8.20<br />
Der über das Steuergerät H 20.2 stufenlos regelbare<br />
Gleichstrommotor, mit vorgesetztem wartungsfreiem<br />
Zahnriementrieb <strong>und</strong> <strong>Schnell</strong>verbindung, treibt den<br />
Teilkopf über das Zahnritzel an. Die Zuführung des<br />
Arbeitsstromes erfolgt über einen am <strong>Sp</strong>annring des<br />
Teilkopfes sitzenden Schleifring <strong>und</strong> einen Schleifkontakt.<br />
Die Verbindung zum Steuergerät H 20.2 erfolgt über ein<br />
auf 2,5 m Länge ausziehbares <strong>Sp</strong>iralkabel.<br />
Gewicht ca. 1,5 kg<br />
H 20.2 Steuergerät<br />
Zur stufenlosen Drehzahleinstellung der Rotierantriebe<br />
<strong>und</strong> Rotierspindeln H 8.20.1, H 8.22.1, H 25, H 25.10.<br />
Umschaltbar von 230 V auf 115 V.<br />
Inkl. Netzkabel ca. 2 m lang.<br />
Gewicht ca. 2,5 kg
Teilköpfe Baureihe H8 für <strong>Sp</strong>annzapfen H5.611<br />
H 8.22 Teilkopf, manuell<br />
Mit Zentrierprisma <strong>und</strong> <strong>Sp</strong>annzapfen zum schnellen Wechsel<br />
in Verbindung mit H 8.11 oder H 8.12.<br />
Manuell 360 Grad teilbar, verrisssichere Klemmung.<br />
Vorbereitet zum Anbau des Rotierantriebes H 8.22.1.<br />
Teilgenauigkeit = Einstellgenauigkeit < 5 min.<br />
R<strong>und</strong>laufgenauigkeit < 0,01 mm<br />
Zul. Elektrodengewicht 50 kg, rotierend 5 kg<br />
Zul. Erodierstrom 60A, rotierend 15 A<br />
Drehzahlbereich als Rotierspindel 20 bis 150 min-1<br />
Gewicht 2,5 kg<br />
H 8.22.12 Teilkopf, manuell<br />
Zur Anschraubung an die Maschinenpinole.<br />
Manuell 360 Grad teilbar, verrisssichere Klemmung.<br />
Vorbereitet zum Anbau des Rotierantriebes H 8.22.1.<br />
Teilgenauigkeit = Einstellgenauigkeit < 5 min.<br />
R<strong>und</strong>laufgenauigkeit < 0,01 mm<br />
Zul. Elektrodengewicht 50 kg, rotierend 5 kg<br />
Zul. Erodierstrom 60A, rotierend 15 A<br />
Drehzahlbereich als Rotierspindel 20 bis 150 min-1<br />
Gewicht 2,6 kg<br />
H 8.22.1 Rotierantrieb für H 8.22 <strong>und</strong> H 8.22.12<br />
Der über das Steuergerät H 20.2 stufenlos regelbare<br />
Gleichstrommotor, mit wartungsfreiem Zahnriementrieb<br />
<strong>und</strong> <strong>Schnell</strong>verbindung, treibt den Teilkopf über das Zahnritzel<br />
an. Die Zuführung des Arbeitsstromes zum Teilkopf<br />
erfolgt über einen Schleifkontakt.<br />
Die Verbindung zum Steuergerät H 20.2 erfolgt über ein<br />
auf 2,5 m Länge ausziehbares <strong>Sp</strong>iralkabel.<br />
Gewicht 1,5 kg<br />
H 8.30 Pendelkopf<br />
Zur vertikalen Ausrichtung der Elektrode. Zentraler <strong>Sp</strong>üldurchgang.<br />
Pendelbereich ±1,5°<br />
Tragkraft max. 50 kg<br />
Gewicht 4,2 kg<br />
17
18<br />
Pneumatische Palettenspanner Baureihe H 8.. für <strong>Sp</strong>annzapfen H 5.611<br />
Die manuellen <strong>und</strong> pneumatischen Palettenspanner zur Elektroden- <strong>und</strong> Werkstückfertigung sind zum Einsatz auf<br />
Fräs-, Dreh-, Bohr- <strong>und</strong> bis auf wenige Ausnahmen zum Einsatz im Dielektrikum der Erodiermaschine geeignet. Zum<br />
Schutz des <strong>Sp</strong>annbereiches bei Nichteinsatz kann die Palette H 8.88A bzw. H 8.128A als Abdeckung verwendet<br />
werden.<br />
H 8.11.3 Palettenspanner, pneumatisch<br />
Die Werkzeugspannung erfolgt durch Federkraft die durch<br />
zusätzliche pneumatische Unterstützung auf 18000 N erhöht<br />
werden kann. Ohne Referenzbohrung x20H7.<br />
Die Rückseite des Befestigungsflansches ist als<br />
Ausrichtfläche parallel zum Zentrierprisma geschliffen.<br />
Positioniergenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 10000 N (18000 N)<br />
Pneumatikdruck zum Öffnen 6 bar<br />
Gewicht 11 kg<br />
H 8.11.3.3 Palettenspanner, pneumatisch<br />
Wie H 8.11.3 aber mit 2 Referenzbohrungen x 20H7,<br />
Abstand 200 mm.<br />
H 8.86 Kraftspanner, pneumatisch<br />
Wie H 8.11.3 aber für schwere Zerspanungsarbeiten, besonders<br />
an Werkstücken auf den Paletten H 8.88, H 8.128<br />
<strong>und</strong> H 8.180. Die <strong>Sp</strong>annkraft kann durch zusätzliche pneumatische<br />
Unterstützung auf 25000N erhöht werden.<br />
Inkl. ein <strong>Sp</strong>annzapfen H 8.611.<br />
Positioniergenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 10000 N (25000 N)<br />
Pneumatikdruck, min. 6bar<br />
H 8.86.3 Palettenspanner, pneumatisch<br />
Wie H 8.86 aber mit 2 Referenzbohrungen x20H7, Abstand<br />
200 mm.<br />
H 8.611 <strong>Sp</strong>annzapfen<br />
<strong>Sp</strong>annzapfen für Kraftspanner H8.86.<br />
H 8.11.20M Palettenspanner, pneumatisch<br />
Palettenspanner zur Aufnahme von Paletten, Haltern <strong>und</strong><br />
MINIFIXplus Elektroden. Integrierte pneumatische Steuereinheit;<br />
für den Einsatz auf Messmaschinen (nicht für<br />
spanende Bearbeitung <strong>und</strong> Einsatz im Dielektrikum geeignet).<br />
Positionier- bzw. Wiederholgenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 1500 N<br />
Max. Beladegewicht 50 kg<br />
Gewicht ca. 11 kg<br />
Druckluft 4,5–6 bar<br />
Inkl. 3 m Pneumatikschlauch, 6x1 mm.<br />
H 4101 Pneumatische Steuereinheit<br />
Steuereinheit zur manuellen Steuerung (öffnen, spannen,<br />
reinigen) der pneumatischen <strong>Sp</strong>anner.<br />
Pneumatik-Betriebsdruck 6 -7 bar
Manuelle Palettenspanner zur Baureihe H 8.. für <strong>Sp</strong>annzapfen H 5.611<br />
H 8.811 Palettenspanner, manuell<br />
Mit kraftschlüssiger Klemmung. Die vier präzisionsgeschliffene<br />
Auflageflächen, die auch zur Ausrichtung auf<br />
der Maschine dienen, ermöglichen einen horizontalen <strong>und</strong><br />
vertikalen Einsatz. Das Maß vom Zentrum zu den Auflageflächen<br />
ist eingraviert. Für den Einsatz im Dielektrikum<br />
geeignet.<br />
Positioniergenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 10000 N<br />
Gewicht 3,5 kg<br />
H 8.811.1 Palettenspanner, manuell<br />
Wie H 8.811, aber mit zusatzlicher Z-Unterstüzung der<br />
Paletten H 8.128 <strong>und</strong> H 8.180.<br />
Gewicht 6,5 kg<br />
H 8.812 Palettenspanner, manuell<br />
Für schwere Zerspanungsarbeiten, besonders an Werkstücken<br />
auf den Paletten H 8.88, H 8.128 <strong>und</strong> H 8.180.<br />
Mit mechanischer, zentraler Kraftspannung <strong>und</strong> vier<br />
präzisionsgeschliffenen Auflageflächen.<br />
Gespannt wird die Palette nicht über den <strong>Sp</strong>annzapfen,<br />
sondern durch eine zentrale Gewindezugstange.<br />
Positioniergenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 15000 N<br />
Gewicht 12 kg<br />
H 8.16 Palettenspanner, manuell<br />
Ausführung wie H 8.811 aber zylindrisch. Mit versenkter<br />
Innensechskant-<strong>Sp</strong>annschraube. Zentriersitz <strong>und</strong> 8<br />
Befestigungsschrauben M5. Für rotierenden Einsatz <strong>und</strong><br />
Einsatz im Dielektrikum geeignet.<br />
Positioniergenauigkeit m 0,002 mm<br />
<strong>Sp</strong>annkraft 6000 N<br />
H 8.16.1 Palettenspanner, manuell<br />
Wie H 8.16 aber mit vorstehender Sechskant-<strong>Sp</strong>annschraube<br />
wie H 8.811. Für stationären Einsatz.<br />
H 4205 Adapterzapfen zum System 4000<br />
Über diesen Adapterzapfen, der in die Palettenspanner<br />
H 8.16 <strong>und</strong> H 8.16.1 eingespannt wird, können die Paletten<br />
H 4005, H 4105 <strong>und</strong> H 4110M/P des <strong>Sp</strong>annsystems<br />
4000 (siehe Katalog <strong>Sp</strong>annsystem 4000) gespannt werden.<br />
19
20<br />
<strong>Sp</strong>annzapfen H 5.611 / H 6.611 für Paletten <strong>und</strong> Halter, Referenz-Set PrisFIX<br />
Allgemeines<br />
Alle Paletten <strong>und</strong> Halter sowie das Referenz-Set HPR 5000 PrisFIX können mit dem<br />
<strong>Sp</strong>annzapfen H 5.611 oder H 6.611 ausgerüstet <strong>und</strong> somit in den <strong>Sp</strong>annern der Baureihe<br />
H 6.. <strong>und</strong> H 8.. gespannt werden. Alle Paletten <strong>und</strong> Halter werden ohne <strong>Sp</strong>annzapfen<br />
geliefert. Diese sind separat zu bestellen.<br />
Alle Paletten <strong>und</strong> Halter sind manuell <strong>und</strong> automatisch wechselbar <strong>und</strong> können zur<br />
eindeutigen Identifikation mit einem Transponder (elektronischer Chip) ausgestattet werden.<br />
H 5.611 <strong>Sp</strong>annzapfen<br />
H 5.611.1 Zentrierhülse<br />
Zur Aufnahme der Paletten <strong>und</strong> Halter in den <strong>Sp</strong>annern<br />
der Baureihe H 8... sowie zur Magazinierung in den<br />
Magazingabeln H 5.60 bzw. H 5.62, R<strong>und</strong>- <strong>und</strong> Linearmagazinen.<br />
Mit zentraler <strong>Sp</strong>ülbohrung.<br />
H 5.611.2 Distanzhülse<br />
Die Distanzhülse H 5.611.2 kann, zur Ablage in den älteren<br />
Magazingabeln H 5.57.. gegen die Zentrierhülse<br />
H 5.611.1 ausgetauscht werden.<br />
H 6.611 <strong>Sp</strong>annzapfen<br />
Zur Aufnahme der Paletten <strong>und</strong> Halter in den <strong>Sp</strong>annern<br />
der Baureihe H 6... sowie zur Magazinierung in Magazingabeln,<br />
R<strong>und</strong>-, Linearmagzinen <strong>und</strong> automatischen<br />
Wechselsystemen.<br />
Mit zentraler <strong>Sp</strong>ülbohrung.<br />
HPF 5000 Referenz-Set PrisFIX<br />
Das Referenz-Set PrisFIX ist die kostengüstigste Lösung<br />
zur Referenzierung von Elektroden <strong>und</strong> Werkstücken im<br />
<strong>Sp</strong>annsystem 5000 (siehe Seite 6). Es besteht aus vier<br />
rostfreien Z-Anlagen <strong>und</strong> vier rostfreien X-Y-Referenzprismen<br />
zur direkten Montage auf Elektroden oder Werkstücken<br />
ab l 50 mm bzw. x 67 mm.<br />
Liefermenge: 10 Sets<br />
<strong>Sp</strong>annzapfen H 5.611 oder H 6.611 bitte separat bestellen.<br />
Voreinstellplätze auf Anfrage( siehe Seite 6)<br />
HPF 5000K Kleber<br />
LOCTITE ® 603, Universalkleber zum Fixieren der X-Y-<br />
Referenzprismen in Kupfer, Grafit <strong>und</strong> Stahl usw.<br />
Liefermenge: Flasche mit 10 ml<br />
HPF 5000KG Kleber<br />
LOCTITE ® 480, für eine noch kürzere Fixierzeit der<br />
Referenzprismen in Grafit.<br />
Liefermenge: Flasche mit 20 ml<br />
LOCTITE ® ist ein Warenzeichen der Firma Henkel
Paletten <strong>und</strong> Halter aus Aluminium<br />
Die äußerst preiswerten Aluminium-Paletten <strong>und</strong> Halter können auch in der Drahterodiermaschine eingesetzt werden.<br />
H 5.49A Palette<br />
Für CU-Elektroden bis xl 75 mm, für Grafitelektroden<br />
bis x l 100 mm, gefräst auf H 6.811 bzw. H 8.811<br />
Befestigung von Elektrode bzw. Werkstück durch Verschraubung<br />
von oben oder unten. Ohne Befestigungsbohrungen.<br />
Liefermenge: 9 Stück (ohne <strong>Sp</strong>annzapfen)<br />
Gewicht: 0,12 kg<br />
H 5.49/70A Palette zur Selbstbearbeitung<br />
Wie H 5.49 A, aber 70 mm lang<br />
Liefermenge: 9 Stück (ohne <strong>Sp</strong>annzapfen)<br />
Gewicht: 0,25 kg<br />
H 8.88A Palette<br />
Für CU-Elektroden bis xl 100 mm, für Grafitelektroden<br />
bis x l 150 mm, gefräst auf H 6.811 bzw. H 8.811<br />
Liefermenge: 5 Stück (ohne <strong>Sp</strong>annzapfen)<br />
Gewicht: 0,5 kg<br />
H 8.128A Palette<br />
Für CU-Elektroden bis xl 160 mm, für Grafitelektroden<br />
bis x l 250 mm, gefräst auf H 6.811.1 bzw. H 8.811.1<br />
Liefermenge: 1 oder 5 Stück (ohne <strong>Sp</strong>annzapfen)<br />
Gewicht: 0,5 kg<br />
H 5.50.25A V-Halter<br />
für die Aufnahme von Elektrodenrohlingen von xl 15 bis<br />
25 mm. Aus Aluminium mit Referenzpunkt.<br />
Liefermenge: Satz a 9 Stück (ohne <strong>Sp</strong>annzapfen)<br />
Gewicht: 0,15 kg<br />
H 5.50.3A F-Halter<br />
für die Aufnahme von flachen Elektrodenrohlingen bis 20<br />
mm Stärke. Aus Aluminium mit Referenzpunkt.<br />
Liefermenge: Satz a 9 Stück (ohne <strong>Sp</strong>annzapfen)<br />
Gewicht: 0,15 kg<br />
H 5.500 <strong>Sp</strong>äneschutz<br />
Zum Schutz des freien <strong>Sp</strong>annbereiches beim Einsatz der<br />
Paletten <strong>und</strong> Elektrodenhalter der Systemreihe H 5..<br />
Lieferung: Satz à 2 Stück.<br />
21
Paletten <strong>und</strong> Halter aus Stahl sind durch chemische Vernicklung rostgeschützt, sie garantieren eine hohe Wiederholgenauigkeit<br />
<strong>und</strong> lange Lebensdauer auch bei hohen Bearbeitungskräften. Die Zentrierprismen <strong>und</strong> Z-Abstützungen sind<br />
induktiv gehärtet. Für den Einsatz in der Drahterodiermaschine sind rostfreie Ausführungen (H 5.50R, H 8.88R) lieferbar.<br />
<strong>Sp</strong>annzapfen bitte separat bestellen!<br />
22<br />
Paletten aus Stahl<br />
H 5.50 Palette<br />
Für CU-Elektroden <strong>und</strong> Werkstücke bis xl 75 mm, für<br />
Grafitelektroden bis xl 100 mm, gefräst auf H 6.811<br />
bzw. H 8.811.<br />
Befestigung von Elektrode bzw. Werkstück durch Verschraubung<br />
von oben oder unten. Ohne Befestigungsbohrungen.<br />
Gewicht: 0,5 kg<br />
H 5.50R Palette, rostfrei<br />
wie H 5.50 aber rostfrei (rostfreie <strong>Sp</strong>annzapfen H 5.611R<br />
<strong>und</strong> H 5.611.1R bzw. H 6.611R verwenden).<br />
H 8.88 Palette<br />
Für CU-Elektroden <strong>und</strong> Werkstücke bis xl 100 mm, für<br />
Grafitelektroden bis xl 150 mm, gefräst auf H 6.811 bzw.<br />
H 8.811.<br />
Gewicht: 1,2 kg<br />
H 8.88R Palette, rostfrei<br />
wie H 8.88 aber rostfrei (rostfreie <strong>Sp</strong>annzapfen H 5.611R<br />
<strong>und</strong> H 5.611.1R bzw. H 6.611R verwenden).<br />
H 8.128 Palette<br />
Für CU-Elektroden <strong>und</strong> Werkstücke bis xl 160 mm, für<br />
Grafitelektroden bis xl 250 mm, gefräst auf H 6.811.1<br />
bzw. H 8.811.1.<br />
Gewicht: 2,5 kg<br />
H 8.180 Palette<br />
Für CU-Elektroden <strong>und</strong> Werkstücke bis xl 200 mm, für<br />
Grafitelektroden bis xl 300 mm, gefräst auf H 6.811.1<br />
bzw. H 8.811.1 oder H 8.812.<br />
Gewicht: 5 kg
Universelle Halter aus Stahl<br />
H 5.50.15 V-Halter<br />
zentrische Aufnahme von R<strong>und</strong>- bzw. Vierkant-Elektroden<br />
<strong>und</strong> Werkstücken bis xl 15 mm. Halter gehärtet <strong>und</strong><br />
chemisch vernickelt. Mit seitlichem <strong>Sp</strong>ülanschluss.<br />
Die Anlageflächen sind parallel <strong>und</strong> lagegenau zu den<br />
Zentrierprismen ausgerichtet. Wiederholgenauigkeit beim<br />
Ein- <strong>und</strong> Ausspannen der Elektrode, gemessen 50 mm<br />
unter dem V-Halter < 0,01 mm.<br />
Gewicht: 0,75 kg<br />
H 5.50.25 V-Halter<br />
wie H 5.50.15, aber zentrische Aufnahme von R<strong>und</strong>- bzw.<br />
Vierkant-Elektroden <strong>und</strong> Werkstücken bis xl 25 mm.<br />
Gewicht: 0,70 kg<br />
H 8.88.50 V-Halter<br />
wie H 5.50.15, aber zentrische Aufnahme von R<strong>und</strong>- bzw.<br />
Vierkant-Elektroden <strong>und</strong> Werkstücken bis xl 50 mm.<br />
Gewicht: 3,4 kg<br />
H 5.50.35 F-Halter<br />
Flachhalter für dünnwandige Elektroden aus Kupfer <strong>und</strong><br />
vor allem aus Grafit bis 16 mm Stärke. Halter gehärtet<br />
<strong>und</strong> chemisch vernickelt. Mit seitlichem <strong>Sp</strong>ülanschluss.<br />
Die Anlageflächen sind parallel <strong>und</strong> lagegenau zu den<br />
Zentrierprismen ausgerichtet. Wiederholgenauigkeit beim<br />
Ein- <strong>und</strong> Ausspannen der Elektrode, gemessen 50 mm<br />
unter dem F-Halter < 0,01 mm.<br />
Gewicht: 0,6 kg<br />
H 5.50.3 F-Halter<br />
Flachhalter für Elektroden <strong>und</strong> Werkstücke bis 20 mm Stärke.<br />
Halter gehärtet <strong>und</strong> chemisch vernickelt. Mit seitlichem<br />
<strong>Sp</strong>ülanschluss.<br />
Die Anlageflächen sind parallel <strong>und</strong> lagegenau zu den Zentrierprismen<br />
ausgerichtet. Wiederholgenauigkeit beim Ein<strong>und</strong><br />
Ausspannen der Elektrode, gemessen 50 mm unter<br />
dem F-Halter < 0,01 mm.<br />
Gewicht: 0,6 kg<br />
H 8.88.3 F-Halter<br />
wie H 5.50.3, aber zentrische Aufnahme von Elektroden<br />
<strong>und</strong> Werkstücken bis 30 mm Stärke <strong>und</strong> ohne seitlichen<br />
<strong>Sp</strong>ülanschluss.<br />
Gewicht: 3,1 kg<br />
<strong>Sp</strong>annzapfen H 5.611 bzw. H 6.611 bitte separat<br />
bestellen!<br />
23
Palettierung auf U-Halter<br />
Der Elektroden- bzw. Werkstückrohling wird entweder an einer Adapterplatte (H 5.50.11, H 8.88.11, H 8.128.11) befestigt<br />
oder mit drei Gewindebohrungen, zwei Referenz- <strong>und</strong> einem Fixierstift ausgestattet <strong>und</strong> direkt am U-Halter kraftschlüssig<br />
verschraubt. Die Elektrode kann jederzeit vom Halter getrennt <strong>und</strong> ggf. mit hoher Wiederholgenauigkeit montiert werden.<br />
Die spanende Bearbeitung von Elektrode bzw. Werkstück erfolgt, für H 5.50.1, auf dem Fräsadapter H 8.501 <strong>und</strong> für<br />
H 8.88.1 <strong>und</strong> H 8.128.1 direkt auf den U-Haltern.<br />
24<br />
Palettierung auf U-Halter<br />
H 5.50.1 U-Halter<br />
Für CU-Elektroden bis xl 60 mm, für Grafitelektroden<br />
bis xl 100 mm, gefräst auf H 8.501.<br />
Bei Grafitelektroden empfehlen wir Gewindeeinsätze.<br />
Wiederholgenauigkeit (gleicher Halter) 0,002 mm<br />
Wechselgenauigkeit (anderer Halter) 0,005 mm<br />
Gewicht 0,75 kg<br />
H 8.88.1 U-Halter<br />
Für CU-Elektroden bis xl 100 mm, für Grafitelektroden<br />
bis xl 180 mm.<br />
Bei Grafitelektroden empfehlen wir Gewindeeinsätze.<br />
Wiederholgenauigkeit (gleicher Halter) 0,005 mm<br />
Wechselgenauigkeit (anderer Halter) 0,010 mm<br />
Gewicht 2 kg<br />
H 8.128.1 U-Halter<br />
Für CU-Elektroden bis xl 130 mm, für Grafitelektroden<br />
bis xl 210 mm, gefräst im U-Halter auf H 8.812.<br />
Bei Grafitelektroden empfehlen wir Gewindeeinsätze.<br />
Wiederholgenauigkeit (gleicher Halter) 0,010 mm<br />
Wechselgenauigkeit (anderer Halter) 0,010 mm<br />
Gewicht 4 kg<br />
H 5.50.11 Adapterplatte<br />
Für U-Halter H 5.50.1, Aluminium, l 50 mm, mit Referenz-<br />
<strong>und</strong> Fixierstiften.<br />
Liefermenge: Satz a 10 Stück<br />
H 8.88.11 Adapterplatte<br />
Für U-Halter H 8.88.1, Aluminium, l 88 mm.<br />
Liefermenge: Einzeln oder Satz a 10 Stück<br />
H 8.128.11 Adapterplatte<br />
Für U-Halter H 8.128.1, Aluminium, l 128 mm.<br />
Liefermenge: Einzeln oder Satz a 10 Stück<br />
H 8.501 Fräsadapter<br />
Zur <strong>präzise</strong>n <strong>und</strong> kraftschlüssigen Aufnahme <strong>und</strong> Bearbeitung<br />
der Elektrodenrohlinge z. B. auf der Fräsmaschine.<br />
Der Adapter passt auf alle Paletten- <strong>und</strong> Werkzeugspanner.<br />
<strong>Sp</strong>annzapfen separat bestellen.<br />
Gewicht 0,8 kg
<strong>Sp</strong>annzangenhalter<br />
H 5.50.4 <strong>Sp</strong>annzangenhalter<br />
<strong>Sp</strong>annbereich 0,5 - 16 mm, für <strong>Sp</strong>annzange H 5.50.41.<br />
Gehärtet <strong>und</strong> chemisch vernickelt. Mit Zentralspülung.<br />
Eingebaute, leicht austauschbare Dichtscheibe mit 3,7 mm<br />
Bohrung. 5 Dichtscheiben ohne Bohrung im Lieferumfang<br />
enthalten.<br />
Achsfehler Zentrierprisma - <strong>Sp</strong>annkonus < 0,01 mm.<br />
Gewicht: 1,0 kg<br />
H 5.50.41 <strong>Sp</strong>annzange ER/ESX 25<br />
<strong>Sp</strong>annbereich stufenlos von 0,5 - 16 mm.<br />
<strong>Sp</strong>annzangengröße von x 1 - x 16 mm, 1 mm steigend.<br />
R<strong>und</strong>lauffehler bis x 6 mm 0,015, ab x 7 mm 0,02 mm.<br />
H 5.50.42 Ersatz-Dichtscheiben<br />
Satz mit 5 Stück ohne Bohrung für H 5.50.4<br />
H 5.50.43 Hakenschlüssel<br />
Für <strong>Sp</strong>annmutter von <strong>Sp</strong>annzangenhalter H 5.50.4.<br />
H 5.50.5 <strong>Sp</strong>annzangenhalter<br />
<strong>Sp</strong>annbereich 3 - 26 mm. Für <strong>Sp</strong>annzange H 5.50.51,<br />
Gehärtet <strong>und</strong> chemisch vernickelt. Mit Zentralspülung.<br />
Eingebaute, leicht austauschbare Dichtscheibe mit 2,7 mm<br />
Bohrung. 5 Dichtscheiben ohne Bohrung im Lieferumfang<br />
enthalten.<br />
Achsfehler Zentrierprisma - <strong>Sp</strong>annkonus < 0,01 mm.<br />
Gewicht: 1,2 kg<br />
H 5.50.51 <strong>Sp</strong>annzange ER/ESX 40<br />
<strong>Sp</strong>annbereich stufenlos von 3 - 26 mm.<br />
<strong>Sp</strong>annzangengröße von x 4 - x 26 mm, 1 mm steigend.<br />
R<strong>und</strong>lauffehler bis x 6 mm 0,015, ab x 7 mm 0,025 mm.<br />
H 5.50.52 Ersatz-Dichtscheiben<br />
Satz mit 5 Stück ohne Bohrung für H 5.50.5<br />
H 5.50.33 Hakenschlüssel<br />
Für <strong>Sp</strong>annmutter von <strong>Sp</strong>annzangenhalter H 5.50.5.<br />
H 5.51.40 <strong>Sp</strong>annzangenhalter<br />
<strong>Sp</strong>annbereich 0,5-10 mm. Für <strong>Sp</strong>annzange H 50.41, Gehärtet<br />
<strong>und</strong> chemisch vernickelt. Mit Zentralspülung. Eingebaute,<br />
leicht austauschbare Dichtscheibe mit 3,7 mm<br />
Bohrung. 5 Dichtscheiben ohne Bohrung im Lieferumfang<br />
enthalten.<br />
Gewicht: 0,8 kg<br />
H 50.41 <strong>Sp</strong>annzange ER/ESX 16<br />
<strong>Sp</strong>annbereich stufenlos von 0,5-10 mm.<br />
<strong>Sp</strong>annzangengröße von x 1 - x 10 mm, 1 mm steigend.<br />
R<strong>und</strong>lauffehler bis x 5 mm 0,01, ab x 6 mm 0,02 mm.<br />
H 50.42 Ersatz-Dichtscheiben<br />
Satz mit 5 Stück ohne Bohrung für H 5.51.40<br />
<strong>Sp</strong>annzapfen H 5.611 bzw. H 6.611 bitte separat<br />
bestellen!<br />
25
26<br />
Universelle Halter<br />
H 5.51.50 Präzisions-Röhrchenspannfutter<br />
Zur Aufnahme kleiner Rohrelektroden.<br />
<strong>Sp</strong>annbereich 0-3 mm.<br />
R<strong>und</strong>laufgenauigkeit < 0,05 mm<br />
Mit Zentralspülung. Fünf leicht austauschbare Dichthülsen<br />
sind im Lieferumfang enthalten.<br />
Gewicht: 0,8 kg<br />
H 50.51 Ersatz-Dichthülsen<br />
Satz mit 5 Stück ohne Bohrung für H 5.51.50<br />
H 5.51.35 Flachelektrodenhalter<br />
Zur Aufnahme kleiner flacher Elektroden.<br />
<strong>Sp</strong>annbereich bis 5 x 12 mm<br />
Gewicht: 0,8 kg<br />
H 5.52 Schwenkhalter<br />
Zur Aufnahme aller Paletten <strong>und</strong> Elektrodenhalter.<br />
Schwenkbereich 0 bis 90°, mit Festanschlag bei 0 <strong>und</strong><br />
bei 90°. <strong>Sp</strong>ülung durch das Zentrum.<br />
Die Einstellung erfolgt über die Skalierung oder mit Hilfe<br />
eines Sinuslineals (z. B. H 4416).<br />
Gewicht 1,8 kg<br />
H 5.53 Horizontalhalter<br />
Zur horizontalen Aufnahme aller Paletten <strong>und</strong> Halter.<br />
Die Paletten <strong>und</strong> Halter werden ohne <strong>Sp</strong>annzapfen über<br />
die integrierte <strong>Sp</strong>annschraube im Horizontalhalter gespannt.<br />
Gewicht 1,8 kg<br />
<strong>Sp</strong>annzapfen H 5.611 bzw. H 6.611 bitte separat<br />
bestellen!
Kontrollwerkzeuge<br />
H 5.50.6 Zentrierspindel (ohne Messuhr)<br />
Zum Zentrieren bzw. zur Positionsbestimmung von Bohrungen<br />
<strong>und</strong> r<strong>und</strong>en Teilen. Zusammen mit der<br />
Ausrichtlehre H 5.50.9 kann die Achslage eines auf dem<br />
Maschinentisch sitzenden Palettenspanners bestimmt<br />
werden.<br />
Beim Einsatz unter Teilköpfen oder C-Achsen darauf<br />
achten, dass diese während <strong>und</strong> nach dem Zentriervorgang<br />
nicht verstellt werden, da sich dann R<strong>und</strong>lauftoleranzen<br />
addieren können<br />
H 5.50.61 Fühlhebelmessuhr, 0,002 mm<br />
Für Zentrierspindel H 5.50.6<br />
H 5.50.66/2 Kugeltaster<br />
Zur Positionsbestimmung des Werkstückes.<br />
Gehärtete Stahlkugel, x 2 (+0,002 –0,005) mm.<br />
H 5.50.66/5 Kugeltaster<br />
wie H 5.50.66/2, aber Stahlkugel x 5 (+0,002 –0,005) mm<br />
H 5.50.7 3D-Taster<br />
Zur Positionsbestimmung des Werkstückes durch Anfahren<br />
von Kanten <strong>und</strong> Bohrungen. Für alle drei Richtungen<br />
ist ein Überfahrschutz von 1 mm gegeben. Die Repetiergenauigkeit<br />
in X-, Y- <strong>und</strong> Z-Richtung beträgt 0,002 mm.<br />
Kugeldurchmesser 5 mm.<br />
H 5.50.75 Zentriermikroskop<br />
Zur optischen Positionsbestimmung von Bohrungs- oder<br />
Werkstückkanten.<br />
Vergrößerung 30-fach.<br />
Mit Anvisierwinkel <strong>und</strong> Trafo 110–240/3–8 V.<br />
H 5.50.8 Kontrolldorn<br />
Zum Ausrichten <strong>und</strong> zur Kontrolle der Axial- <strong>und</strong> Radiallage<br />
der montierten Werkzeugspanner, sowie zur R<strong>und</strong>lauf-<br />
<strong>und</strong> Systemkontrolle.<br />
H 5.50.9 Ausrichtlehre<br />
Zum Ausrichten <strong>und</strong> zur Kontrolle der Werkzeug- <strong>und</strong><br />
Palettenspanner in X/Y-Richtung <strong>und</strong> zur Überprüfung<br />
der Achslage Pinole-Palettenspanner.<br />
H 5.50.67 Referenztaster (mit Magnetfuß)<br />
Zur Lagebestimmung der Elektrode über angefräste<br />
Referenzflächen bzw. zur Überprüfung des Elektrodenabbrandes.<br />
Kugeldurchmesser 10 mm<br />
Magnetfuß-Durchmesser 58 mm<br />
27
MINIFIX<br />
Kleine Elektroden (bis x l 30 mm bei Kupfer <strong>und</strong> bis x l 40 mm<br />
bei Grafit) werden preiswert <strong>und</strong> mit höchster Wiederholgenauigkeit<br />
gespannt. Dazu werden entweder die mit vorgefertigten<br />
Zentrierprismen ausgerüsteten MINIFIX-Elektrodenrohlinge<br />
eingesetzt oder eigene Elektrodenrohlinge an den preiswerten<br />
Paletten H 5.51.11 befestigt. Das Zentrierprisma, verb<strong>und</strong>en<br />
mit separaten Z-Auflagen, gewährleistet höchste Wiederhol-<br />
<strong>und</strong> Wechselgenauigkeit.<br />
MINIFIX-Elektrodenrohlinge sind mit einem vorgefrästen Zentrierprisma<br />
ausgestattet, welches beim ersten <strong>Sp</strong>annvorgang<br />
auf dem Fräsadapter oder Halter <strong>präzise</strong> geprägt wird. Die Bearbeitung<br />
der MINIFIX-Elektroden erfolgt vorzugsweise im<br />
Fräsadapter H 8.511.<br />
Die MINIFIXplus-Elektrodenrohlinge sind zusätzlich mit einer<br />
Nut zur direkten Magazinierung in den Magzingabeln von Linear-<br />
<strong>und</strong> Scheibenmagazinen ausgestattet. Sie können, nach der<br />
Montage des <strong>Sp</strong>annzapfens H 5.620, im Pick-Up-Verfahren automatisch<br />
in die <strong>Sp</strong>anner H 8.11.17 bzw. H 8.11.20 an der<br />
Erodiermaschinenpinole eingewechselt werden. Das Zentrierprisma<br />
wird wie bei den MINIFIX-Elektroden beim ersten <strong>Sp</strong>annvorgang<br />
im Fräsadapter oder auf einem Halter <strong>präzise</strong> geprägt.<br />
28<br />
Elektrodenpalettierung mit MINIFIX
MINIFIX-Halter <strong>und</strong> Adapter<br />
Die MINIFIX-Halter sind aus rostfreiem Stahl <strong>und</strong> somit auch für den Einsatz auf der Drahterodiermaschine geeignet.<br />
<strong>Sp</strong>annzapfen H 5.611 bzw. H 6.611 bitte separat bestellen!<br />
H 5.51.1 P-Halter (Länge 72 mm; Z-Maß 70 -0,01 )<br />
H 5.51.2 P-Halter (Länge 152 mm; Z-Maß 150 -0,01 )<br />
Zur <strong>präzise</strong>n Aufnahme <strong>und</strong> Winkelfixierung der MINIFIX<strong>und</strong><br />
MINIFIXplus Elektroden, Paletten <strong>und</strong> Halter.<br />
Auf Umschlag feinstgeschliffene Zentrierprismen.<br />
Mit Zentralspülung <strong>und</strong> seitlichem <strong>Sp</strong>ülanschluss.<br />
Schaftdurchmesser 20 mm<br />
Genauigkeit mit MINIFIX-Palette bzw. Rohelektrode:<br />
Wiederholgenauigkeit (gleicher Halter) l 0,005 mm<br />
Wechselgenauigkeit (anderer Halter) l 0,01 mm<br />
Längenunterschied von Halter zu Halter l 0,01 mm<br />
Gewicht 0,6 kg / 0,8 kg<br />
H 5.51.5 P-Halter (Länge 72 mm; Z-Maß 70 -0,01 )<br />
H 5.51.6 P-Halter (Länge 152 mm; Z-Maß 150 -0,01 )<br />
Wie H 5.51.1 / H 5.51.2 aber mit 36 mm Schaftdurchmesser.<br />
Gewicht 1,2 kg / 1,8 kg<br />
H 5.51.4 Horizontalhalter<br />
Zur horizontalen Aufnahme der Paletten <strong>und</strong> Halter.<br />
Ausführung wie H 5.51.1, ohne Zentralspülung, mit seitlichem<br />
<strong>Sp</strong>ülanschluss.<br />
Genauigkeit mit MINIFIX-Palette bzw. Rohelektrode:<br />
Wiederholgenauigkeit (gleicher Halter) l 0,005 mm<br />
Wechselgenauigkeit (anderer Halter) l 0,01 mm<br />
Gewicht 0,8 kg<br />
H 51.50 P-Schaft<br />
Zur Aufnahme im Hydraulikspannfutter H 5.50.20<br />
<strong>und</strong> H 5.51.20.<br />
Nicht rostfrei. Ausführung sonst wie P-Halter.<br />
Gewicht 0,4 kg<br />
H 8.511 Fräsadapter<br />
Zur <strong>präzise</strong>n <strong>und</strong> kraftschlüssigen Aufnahme <strong>und</strong> Bearbeitung<br />
der MINIFIX- <strong>und</strong> MINIFIXplus-Elektrodenrohlinge<br />
z. B. auf der Fräsmaschine.<br />
Der Adapter passt auf alle Paletten- <strong>und</strong> Werkzeugspanner.<br />
Gewicht 0,8 kg<br />
H 4246 MINIFIX-Halter<br />
Zur direkten Aufnahme der MINIFIX- <strong>und</strong> MINIFIXplus-<br />
Elektroden auf der Drahterodiermaschine (siehe Katalog<br />
<strong>Sp</strong>annsystem 4000).<br />
Gewicht 1 kg<br />
29
30<br />
MINIFIX-Paletten, Halter <strong>und</strong> Rohelektroden<br />
HCU 20/35 HCU 30/35 HCU 30.30/35<br />
H 5.51.11 Palette<br />
Aluminium, x 20 mm, mit Referenzpunkt. Für Kupfer- <strong>und</strong><br />
Grafitelektroden. Wird auf dem Elektrodenrohling mit<br />
<strong>Schnell</strong>kleber, z. B. H50K, fixiert. Durch die zentrale Bohrung<br />
wird ein Befestigungsgewinde M6, ca. 12 mm lang,<br />
in die Elektrode eingebracht. Die Palette mit der Elektrode<br />
wird durch die zentrale Schraube des Halters lagegenau<br />
<strong>und</strong> kraftschlüssig mit dem Halter verb<strong>und</strong>en.<br />
Liefermenge: Satz à 30 Stück.<br />
H 5.51.111 Schraube<br />
Zur Befestigung der Palette H 5.51.11 an Grafitelektroden.<br />
Über die zentrale M6-Bohrung in der Schraube H 5.51.111<br />
wird die Palette am Halter befestigt.<br />
Liefermenge: Satz à 30 Stück.<br />
H 5.51.17 Palette<br />
wie H5.51.11 aber x 38 mm, vier Befestigungsbohrungen<br />
für Schraube M4 <strong>und</strong> zentralem Gewinde M6.<br />
Liefermenge: Satz à 20 Stück.<br />
H 5.51.12, H 5.51.13, H 5.51.14 Palette<br />
Rostfrei, ungehärtet, x20 mm, mit Referenzpunkt <strong>und</strong><br />
Anzugsgewinde. Befestigung durch Kleben, Löten,<br />
Schrauben.<br />
Liefermenge: Satz à 20 Stück.<br />
H 5.51.15 F-Halter<br />
Rostfrei, mit Referenzpunkt.<br />
Zur Aufnahme kleiner flacher Elektroden, wie z. B. kleiner<br />
Blech- oder Stabelektroden bis 5 x 12 mm.<br />
H 5.51.16 V-Halter<br />
Rostfrei, mit Referenzpunkt.<br />
Zur Aufnahme kleiner Elektroden bis x l 10 mm.<br />
HCU.. MINIFIX-Rohelektroden aus Kupfer<br />
Das Zentrierprisma ist vorgefräst. Es wird beim ersten<br />
<strong>Sp</strong>annvorgang, auf dem Fräsadapter H8.511 oder einem<br />
Halter, durch die Zentriernasen <strong>präzise</strong> geprägt.<br />
HCU 20/35, x 20 mm, 35 mm lang, 10 Stück<br />
HCU 30/35, x 30 mm, 35 mm lang, 10 Stück<br />
HCU 30.30/35, l 30 mm, 35 mm lang, 10 Stück<br />
HCU 233, 10 Stück gemischt, 4/4/2 Stück<br />
Lieferung in Kassetten.<br />
Weitere Abmessungen <strong>und</strong> Grafit auf Anfrage.
MINIFIX-Plus Rohelektroden<br />
HCU 5.20/60 HCU 5.30/60 HCU 5.30.30/60<br />
H 5.20.1 MINIFIXplus Palette<br />
Aluminium, x 36 mm, mit Referenzpunkt <strong>und</strong> vier<br />
Befestigungsbohrungen für Schraube M4.<br />
Ablagenuten für die Magazinierung in Magazingabeln.<br />
Direkte Aufnahme im <strong>Sp</strong>anner H 8.11.17, H 8.11.20 bzw.<br />
H 8.11.20M.<br />
Liefermenge: Satz à 20 Stück.<br />
<strong>Sp</strong>annzapfen H5.620 bitte separat bestellen.<br />
HCU 5.. MINIFIXplus-Rohelektroden<br />
Ausgerüstet mit Ablagenuten für die Magazinierung in<br />
Magazingabeln. Direkte Aufnahme im <strong>Sp</strong>anner H 8.11.17,<br />
H 8.11.20 bzw. H 8.11.20M. Das Zentrierprisma ist vorgefräst.<br />
Es wird beim ersten <strong>Sp</strong>annvorgang, auf dem<br />
Fräsadapter H 8.511, durch die Zentriernasen präzis geprägt.<br />
HCU 5.20/60, x 20 mm, 60 mm lang, 10 Stück<br />
HCU 5.30/60, x 30 mm, 60 mm lang, 10 Stück<br />
HCU 5.30.30/60, l 30 mm, 60 mm lang, 10 Stück<br />
HCU 5.233, 10 Stück gemischt, 4/4/2 Stück<br />
Lieferung in Kassetten.<br />
H 5.620 <strong>Sp</strong>annzapfen<br />
Zur Aufnahme der MINIFIXplus-Rohelektroden HCU 5..<br />
<strong>und</strong> Palette H 5.20.1 in den <strong>Sp</strong>annern H 8.11.17, H 8.11.20<br />
<strong>und</strong> H 8.11.20M.<br />
Liefermenge: Satz à 10 Stück (H 5.620S)<br />
31
32<br />
Hydraulikspannfutter<br />
Allgemeines<br />
Die Elektrodenschäfte <strong>und</strong> Halter werden mit höchster Wiederholgenauigkeit in den Hydraulikspannfuttern aufgenommen,<br />
fixiert <strong>und</strong> gespannt. Zur Bearbeitung der Elektroden auf Fräs-, Dreh- <strong>und</strong> Schleifmaschinen werden die Elektrodenschäfte<br />
im Hydraulikspannblock H 83.20 oder in den Hydraulikspannfuttern H 95.22, H 96.20, H 96.21 bzw. H 97.20<br />
gespannt. In der Senkerodiermaschine werden die Elektrodenschäfte in den Haltern H 5.50.20 bzw. H 5.51.20 eingesetzt.<br />
<strong>Sp</strong>annzapfen H 5.611 bzw. H 6.611 bitte separat bestellen!<br />
H 5.50.20 Hydraulikspannfutter<br />
Zur <strong>präzise</strong>n Aufnahme <strong>und</strong> Winkelfixierung der<br />
Elektrodenschäfte über einen quer im Zentrum des Futters<br />
sitzenden gehärteten Stift, der deckungsgleich zu den<br />
an der Werkzeugtrennebene liegenden Zentrierprismen<br />
liegt. Gehärtet <strong>und</strong> chemisch vernickelt. Mit Zentralspülung<br />
<strong>und</strong> seitlichem <strong>Sp</strong>ülanschluss.<br />
Wechselgenauigkeit des Elektrodenschaftes, gemessen<br />
50 mm unter dem <strong>Sp</strong>annfutter
Elektrodenschäfte <strong>und</strong> Halter für Hydraulikspannfutter<br />
H 50/25 Elektrodenschaft, Arbeitslänge 25 mm<br />
Durchmesser 20 mm, mit 30°-Fixierschräge am Schaftende.<br />
Passungsseite <strong>und</strong> Fixierschräge induktiv gehärtet<br />
<strong>und</strong> feinstgeschliffen. <strong>Sp</strong>ülbohrung angebohrt. Elektrodenseite<br />
ungehärtet, zur Befestigung des Elektrodenrohlings<br />
durch Löten, Kleben, Schrauben etc.<br />
Zulässiges Elektrodengewicht 5 kg.<br />
H 50/50 Elektrodenschaft, Arbeitslänge 50 mm<br />
Wie H 50/25 aber Arbeitslänge 50 mm.<br />
H 50/100 Elektrodenschaft, Arbeitslänge 100 mm<br />
Wie H 50/25 aber Arbeitslänge 100 mm.<br />
Elektrodenschäfte sind nicht als Kontrolldorn einsetzbar!<br />
H 50.30 Elektrodenschaft<br />
Arbeitslänge 24 mm, mit ungehärtetem Flansch.<br />
x 49 mm. Zulässiges Elektrodengewicht 10 kg.<br />
H 50K Einkomponentenkleber<br />
Zur Befestigung kleiner bzw. leichter Elektroden an den<br />
Elektrodenschäften. Die zu verklebenden Flächen müssen<br />
absolut fettfrei sein. Verarbeitung bei Raumtemperatur.<br />
Aushärtezeit: ca. 90–150 sek.<br />
Zugscherfestigkeit: ~ 27 N/mm2 Lagerzeit: bei +20° C ca. 6, bei –20° C ca. 12 Monate<br />
Lieferung: Arbeitsflasche – Inhalt 50 g<br />
Es ist auf guten elektrischen Kontakt zwischen Elektrode<br />
<strong>und</strong> Elektrodenhalter zu achten.<br />
H 50.35 Flachelektrodenhalter<br />
Zur Aufnahme kleiner flacher Elektroden, wie z. B.<br />
kleiner Blech- oder Stabelektroden.<br />
<strong>Sp</strong>annbereich bis 5 x 12 mm.<br />
H 50.40 <strong>Sp</strong>annzangenhalter<br />
<strong>Sp</strong>annbereich x 0,5–10 mm. Eingebaute, leicht austauschbare<br />
Dichtscheibe mit 3,7 mm Bohrung. 5 Dichtscheiben<br />
ohne Bohrung werden mitgeliefert.<br />
Lieferung im Holzkasten.<br />
H 50.41 <strong>Sp</strong>annzange ER/ESX 16<br />
<strong>Sp</strong>annbereich x 0,5–10 mm stufenlos, 1 mm steigend.<br />
R<strong>und</strong>lauffehler 0,01 mm, ab x 6 mm 0,02 mm.<br />
H 50.42 Ersatz-Dichtscheiben<br />
(5 Stück ohne Bohrung)<br />
H 50.5 Präzisions-Röhrchenspannfutter<br />
Zur Aufnahme kleiner Rohrelektroden.<br />
<strong>Sp</strong>annbereich x 0–3 mm.<br />
R<strong>und</strong>laufgenauigkeit < 0,05 mm.<br />
<strong>Sp</strong>ülung durch das Zentrum. 5 leicht austauschbare Dichthülsen<br />
werden mitgeliefert. Lieferung im Holzkasten.<br />
H 50.51 Ersatz-Dichthülsen<br />
(5 Stück ohne Bohrung)<br />
33
34<br />
Kontrollwerkzeuge zur Aufnahme im Hydraulikspannfutter<br />
H 50.65 Kugeltaster<br />
Zur Positionsbestimmung des Werkstückes. 50 mm lang.<br />
Gehärtete Stahlkugel, Durchmesser 4 bzw. 10 mm (+0,002)<br />
H 50.66 Kugeltaster<br />
100 mm lang, sonst wie H 50.65.<br />
H 50.7 Zentrierspindel (ohne Messuhr)<br />
Zum Zentrieren bzw. zur Positionsbestimmung von Bohrungen<br />
<strong>und</strong> r<strong>und</strong>en Teilen. Zusammen mit der<br />
Ausrichtlehre H 5.50.9 kann die Achslage eines auf dem<br />
Maschinentisch sitzenden Palettenspanners bestimmt<br />
werden.<br />
Beim Einsatz unter Teilköpfen oder C-Achsen darauf<br />
achten, dass diese während <strong>und</strong> nach dem Zentriervorgang<br />
nicht verstellt werden, da sich dann R<strong>und</strong>lauftoleranzen<br />
addieren können.<br />
H 5.50.61 Fühlhebelmessuhr, 0,002 mm<br />
für Zentrierspindel H 50.7.<br />
H 50.80 Ausrichtlineal<br />
Das Ausrichtlineal dient zum Ausrichten des Hydraulikspannfutters<br />
auf der FE-Maschine, z. B. unter einem Teilkopf<br />
oder einer C-Achse, bzw. zur Wiederholung einer<br />
Winkellage.
Rotierspindeln<br />
Durch den Einsatz von Rotierspindeln wird die Abtragsleistung <strong>und</strong> die Genauigkeit bei kleinen <strong>und</strong> tiefen Löchern erheblich<br />
gesteigert. Die <strong>Sp</strong>ülung <strong>und</strong> damit die Bearbeitungsstabilität werden deutlich verbessert. Der R<strong>und</strong>lauf dünner Elektroden<br />
wird durch die hohe Drehzahl stabilisiert. Die <strong>Sp</strong>ülung erfolgt durch das Zentrum.<br />
H 25 Rotierspindel (für <strong>Sp</strong>anner H 8..)<br />
Integrierte <strong>Sp</strong>annzangenaufnahme für Elektroden von<br />
x 0,5-10 mm, austauschbare Gummi-Dichtung. Stufenlos<br />
regelbarer Gleichstromantrieb. Steuergerät H 20.2 separat<br />
bestellen. Integrierter <strong>Sp</strong>annzapfen H 5.611, nur in<br />
<strong>Sp</strong>annern H 8.. einsetzbar!<br />
Drehzahlbereich 20 - 1500 min-1 R<strong>und</strong>laufgenauigkeit (ohne <strong>Sp</strong>annzange) 0,02 mm<br />
Zul. Elektrodengewicht 0,5 kg<br />
Zul. Erodierstrom 5 A<br />
Gewicht 3,2 kg<br />
H 50.41 <strong>Sp</strong>annzange ER/ESX 16<br />
<strong>Sp</strong>annbereich x0,5 - x10 mm, 1 mm steigend. Im H25<br />
<strong>und</strong> im <strong>Sp</strong>annzangenhalter H50.40 einsetzbar.<br />
H 50.42 Ersatz-Dichtscheiben, Satz 5 Stück<br />
5 Ersatz-Dichtscheiben für H 25.<br />
H 25.10 Rotierspindel (für <strong>Sp</strong>anner H 8..)<br />
Mit Drei-Backenfutter für Elektroden bis x 3 mm. Austauschbare<br />
Gummi-Dichtung (5 Stück im Lieferumfang<br />
enthalten). Stufenlos regelbarer Gleichstromantrieb.<br />
Steuergerät H 20.2 separat bestellen. Integrierter <strong>Sp</strong>annzapfen<br />
H 5.611, nur in <strong>Sp</strong>annern H8.. einsetzbar!<br />
Drehzahlbereich 20 - 1500 min-1 R<strong>und</strong>laufgenauigkeit < 0,05 mm<br />
Zul. Elektrodengewicht 0,1 kg<br />
Zul. Erodierstrom 5 A<br />
Gewicht 1,8 kg<br />
H 50.52 Ersatz-Dichtscheiben, Satz 5 Stück<br />
5 Ersatz-Dichtscheiben für H 25.10<br />
H 8.25 Rotierspindel, pneumatisch<br />
Mit integrierter <strong>Sp</strong>annzangenaufnahme für Elektroden von<br />
x 0,5 - x 7 mm. Pneumatischer Antrieb (max. 6 bar), Luftzuführung<br />
direkt oder über pneumatische Werkzeugspanner<br />
(automatisch einwechselbar).<br />
<strong>Sp</strong>annzapfen H 5.611 bzw. H 6.611 separat bestellen!<br />
Drehzahlbereich bei Luftzuführung:<br />
Direktanschluss 400 - 2000 min- 1<br />
über <strong>Sp</strong>anner H 8.11.17, H 8.11.20 400 - 600 min- 1<br />
über <strong>Sp</strong>anner H 6(8).11.7, H 6(8).11.10 400 - 1000 min- 1<br />
R<strong>und</strong>laufgenauigkeit < 0,05 mm<br />
Zul. Elektrodengewicht 0,1 kg<br />
Zul. Erodierstrom 5 A<br />
Zul. <strong>Sp</strong>üldruck 14 bar<br />
Gewicht 2,8 kg<br />
H 8.25.41 <strong>Sp</strong>annzange ER/ESX 12<br />
<strong>Sp</strong>annzangengrößen: 1,0/1,5/2,0/2,5/3,0/4,0/5,0/6,0/7,0<br />
H 8.25.42 Ersatz-Dichtscheiben, Satz 5 Stück<br />
5 Ersatz-Dichtscheiben für H 8.25<br />
35
36<br />
Magazinierung in Magazingabeln<br />
Durch die Ausstattung der Senkerodiermaschine mit einem automatischen Elektrodenwechselsystem wird die Laufzeit<br />
der Maschine erheblich gesteigert. Dies kann bereits durch eine einfache <strong>und</strong> preiswerte Magazinierung der Elektroden<br />
in Magazingabeln erfolgen.<br />
Magazinierung in Scheibenmagazin<br />
Allgemeines<br />
In den Magazingabeln können HIRSCHMANN Elektrodenhalter,<br />
Paletten, PrisFIX, MINIFIXplus-Elektroden HCU5..<br />
sowie Halter anderer Hersteller magaziniert werden. Die<br />
Aufnahme erfolgt an der <strong>Sp</strong>annzapfenkombination<br />
H 5.611 / H 5.611.1 bzw. am <strong>Sp</strong>annzapfen H 6.611. Mittels<br />
„Pick-Up“ werden die Elektroden automatisch in den<br />
<strong>Sp</strong>anner der Erodiermaschine eingewechselt. Die<br />
Magazingabeln werden an festen Leisten oder an Linear<strong>und</strong><br />
R<strong>und</strong>magazine angeschraubt. Der Standardabstand<br />
beträgt 68 mm.<br />
Beim Standard-Abstand von 68 mm können alle<br />
Elektrodenhalter magaziniert werden. Nur beim Einsatz<br />
der Palette H 8.88 <strong>und</strong> Halter H 8.88.1, H 8.88.3,<br />
H 8.88.50 <strong>und</strong> den Verlängerungen H 8.80/65 <strong>und</strong><br />
H 8.80/150 wird jeweils links <strong>und</strong> rechts eine Magazingabel<br />
übersprungen.<br />
Sollen nur die Paletten H 8.88 oder die Halter H 8.88..<br />
zum Einsatz kommen, kann ein Abstand der Magazingabeln<br />
von 90 mm gewählt werden.<br />
H 5.62.. Magazingabel (mit Kugeldruckstück)<br />
Zur Aufnahme der <strong>Sp</strong>annzapfenkombination H 5.611 /<br />
H 5.611.1 bzw. H 6.611.<br />
Zwei von der Seite wirkende Kugeldruckstücke sichern<br />
die Paletten <strong>und</strong> Halter gegen das Herausfallen.<br />
Die automatische Entnahme bzw. das Ablegen erfolgt<br />
durch Verfahren der Maschine in X- bzw. Y-Richtung.<br />
H 5.60.. Magazingabel (mit Vertiefung)<br />
Zur Aufnahme der <strong>Sp</strong>annzapfenkombination H 5.611 /<br />
H 5.611.1 bzw H 6.611. Die <strong>Sp</strong>annzapfen werden<br />
hierbei in eine Vertiefung eingehängt <strong>und</strong> sind dadurch<br />
gegen das Herausfallen gesichert. Bei der automatischen<br />
Entnahme muss die Palette bzw. der Halter mit<br />
der Maschinenpinole zuerst um ca. 1,5 mm angehoben<br />
<strong>und</strong> dann in X- bzw- Y-Richtung aus dem Magazin<br />
heausfahren werden.<br />
Magazinierung mit <strong>Sp</strong>annzapfen H 6.611,<br />
H 5.511 <strong>und</strong> MINIFIX-Elektrode HCU5...
Pick-Up Elektroden- <strong>und</strong> Werkzeugwechsler<br />
HIRSCHMANN fertigt Linear, Scheiben- <strong>und</strong> Kettenmagazine zur Magazinierung der Halter <strong>und</strong> Paletten des <strong>Sp</strong>annsystems<br />
5000, für HSK-Aufnahmen <strong>und</strong> Fremdsysteme.<br />
Ausführliche technische Daten <strong>und</strong> Ausführungen auf Anfrage.<br />
HP8. 200.., HP8.330.. Linearmagazin<br />
mit 4, 5, 6 oder 8 Magazinplätzen.<br />
Hub 200 bzw. 330 mm<br />
Elektrodengröße (jeder Platz belegt) lx 60 mm<br />
Elektrodengröße (jeder 2. Platz belegt) lx 120 mm<br />
Elektrodeneinzelgewicht max. 8 kg<br />
Gesamtbeladegewicht 20 kg<br />
Scheibenmagazin<br />
mit 20 bzw. 30 Magazinplätzen.<br />
Ausführung ohne <strong>und</strong> mit horizontalem Hub.<br />
Technische Daten <strong>und</strong> Ausstattung je nach Maschinentyp.<br />
Kettenmagazin<br />
mit bis zu 100 Magazinplätzen.<br />
Ausführung mit horizontalem Hub .<br />
Technische Daten <strong>und</strong> Ausstattung auf Anfrage<br />
Kettenmagazin<br />
mit bis zu 100 Magazinplätzen <strong>und</strong> Doppelgreifer mit<br />
horizontalem Hub.<br />
Technische Daten <strong>und</strong> Ausstattung auf Anfrage<br />
37
38<br />
Handlinggeräte <strong>und</strong> Roboter für automatischen Elektroden- <strong>und</strong> Werkstückwechsel<br />
Handlinggeräte, Roboter<br />
Handlinggeräte <strong>und</strong> Roboter ermöglichen einen automatischen Elektroden- <strong>und</strong> Werkstückwechsel. Die unbeaufsichtigte<br />
Laufzeit der Maschine wird dadurch erheblich gesteigert. Roboter bieten durch ihre hohe Flexibilität die Möglichkeit<br />
auch mehrere Maschinen zu beladen. Produktions-Managementsysteme sorgen für eine hohe Übersichtlichkeit <strong>und</strong><br />
ermöglichen eine schnelle Änderung der Auftragsreihenfolge.<br />
Zur eindeutigen Identifizierung der Paletten <strong>und</strong> Halter werden diese mit „Read Only“ Transpondern ausgestattet welche<br />
automatisch durch ein Lesegerät im Roboter oder manuell mit einem Handlesegerät ausgelesen werden.<br />
Handlinggeräte EROBOT<br />
Für automatischen Elektroden- <strong>und</strong> Werkstückwechsel.<br />
Elektrodenmagazinplätze max. 60<br />
Werkstückmagazinplätze bis zu 24<br />
Transportgewicht max. 140 kg<br />
Ausführung, Ausstattung <strong>und</strong> Abmessungen auf Anfrage<br />
(Abhängig vom Maschinentyp).<br />
Roboterzelle mit 6-Achs Roboter<br />
Für automatischen Elektroden- <strong>und</strong> Werkstückwechsel.<br />
Bei Ein- oder Mehrmaschinenbeladung sind Roboter<br />
sehr flexibel einsetzbar. HIRSCHMANN plant, fertigt<br />
<strong>und</strong> liefert schlüsselfertige, k<strong>und</strong>enspezifische Roboterzellen<br />
mit Elektroden- <strong>und</strong> Werkstückmagazinen für Ein<strong>und</strong><br />
Mehrmaschinenbedienung.<br />
Ausführung <strong>und</strong> Ausstattung auf Anfrage.<br />
Produktions-Management-Software<br />
Ein Produktions-Managementsystem dient der Überwachung,<br />
Steuerung, Verwaltung <strong>und</strong> Visualisierung von Aufträgen<br />
<strong>und</strong> Fertigungszellen. Es erlaubt eine schnelle Reaktion<br />
auf Änderungen in der Auftragsabarbeitung <strong>und</strong> gewährleistet<br />
die wirtschaftliche Nutzung einer oder mehrerer<br />
Maschinen bzw. Bearbeitungszellen.
R<strong>und</strong>teiltische / C-Achsen / Bohrspindel<br />
R<strong>und</strong>teiltische<br />
Die NC-gesteuerten R<strong>und</strong>teiltische werden im Dielektrikum<br />
der Erodiermaschine in horizontaler oder vertikaler<br />
Lage eingesetzt. Sie sind vollkommen abgedichtet. Die<br />
gehärtete <strong>und</strong> geschliffene Werkstückaufspannplatte ist<br />
mit Gewindebohrungen ausgestattet. Weiter stehen Ausführungen<br />
mit Kegelschaftaufnahmen zur Verfügung.<br />
Technische Daten <strong>und</strong> Ausführungen siehe HIRSCHMANN<br />
Katalog „R<strong>und</strong>teiltische <strong>und</strong> A-Achsen“.<br />
C-Achsen<br />
C-Achsen werden je nach Typ in die Pinole der<br />
Senkerodiermaschine ein- oder angebaut. Sie sind standardmäßig<br />
mit einem pneumatischen <strong>Sp</strong>anner für das<br />
HIRSCHMANN <strong>Sp</strong>annsystem 5000 ausgerüstet, können<br />
aber auch mit Fremdfabrikaten bestückt werden.<br />
Die elektrische Steuerung erfolgt über die Erodiermaschinensteuerung.<br />
Kleinster Teilschritt bis 0,001 0 , 3,6“<br />
Teilgenauigkeit bis ±5“<br />
Wiederholgenauigkeit bis ±2“<br />
Drehzahl max. 50 min -1<br />
Zulässiges Elektrodengewicht am <strong>Sp</strong>anner 50 kg<br />
Andere Ausführungen <strong>und</strong> technische Daten auf Anfrage<br />
HDC 1000 EDM-Bohrspindel<br />
EDM-Bohrspindel zum Anbau an EDM-Bohr- <strong>und</strong> Funkenerosionsmaschinen.<br />
Die HIRSCHMANN Bohrspindel HDC 1000 ermöglicht<br />
funkenerosives Arbeiten mit kleinen Rohrelektroden. Durch<br />
die Rotation mit bis zu 1000 U/min. <strong>und</strong> einem <strong>Sp</strong>üldruck<br />
bis 100 bar wird eine hoch<strong>präzise</strong> <strong>und</strong> schnelle Bearbeitung<br />
auf allen EDM-Bohr- <strong>und</strong> Senkerodiermaschinen erzielt.<br />
Pneumatischer <strong>Sp</strong>anner<br />
Verschleißarmer AC-Antrieb<br />
<strong>Sp</strong>üldruck bis 100 bar<br />
Drehzahl bis 1000 U/min.<br />
39
PRODUKTÜBERSICHT<br />
SP SP SPANNSYSTEM<br />
SP SP ANNSYSTEM 4000<br />
für für Drahterodiermaschinen<br />
Drahterodiermaschinen<br />
HOCHLEISTUNGS-GELENKKÖPFE<br />
UND GELENKLAGER<br />
SP SP SPANNSYSTEM<br />
SP SP ANNSYSTEM 8000<br />
für für W WWerkzeugmaschinen<br />
W Werkzeugmaschinen<br />
erkzeugmaschinen<br />
Vertretungen, Beratung <strong>und</strong><br />
Auslieferungslager in:<br />
Australien<br />
Belgien · Brasilien· Bulgarien<br />
China · Dänemark<br />
Finnland · Frankreich<br />
Großbritannien<br />
Hongkong<br />
Indien · Indonesien · Israel<br />
Italien · Japan<br />
Kanada · Korea · Kroatien<br />
Malaysia<br />
Neuseeland · Niederlande · Norwegen<br />
Österreich · Polen · Portugal<br />
Singapur · Slowakei · Slowenien<br />
<strong>Sp</strong>anien · Schweden · Schweiz<br />
Taiwan · Thailand<br />
Tschechien · Türkey<br />
Ungarn · USA<br />
Gerne senden wir Ihnen die Kataloge zu.<br />
SP SP SPANNSYSTEM<br />
SP SPANNSYSTEM<br />
ANNSYSTEM 5000<br />
für für Senkerodiermaschinen<br />
Senkerodiermaschinen<br />
SP SPANNSYSTEM<br />
SP SPANNSYSTEM<br />
ANNSYSTEM 9000<br />
Modulares Modulares Nullpunkt-<strong>Sp</strong>annsystem<br />
Nullpunkt-<strong>Sp</strong>annsystem<br />
Rostfreie Rostfreie R<strong>und</strong>teiltische R<strong>und</strong>teiltische <strong>und</strong> <strong>und</strong> <strong>und</strong> A-Achsen<br />
A-Achsen<br />
für für Draht- Draht- <strong>und</strong> <strong>und</strong> Senkerodiermaschinen<br />
Senkerodiermaschinen<br />
HIRSCHMANN GMBH · KIRCHENTANNENSTRASSE 9 · D-78737 FLUORN-WINZELN<br />
FON +49 (0)7402 183-0 · FAX +49 (0)7402 18310 · www.hirschmanngmbh.com · info@hirschmanngmbh.com