Precision Grinding - German

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
PENDELFLACHSCHLEIFEN 25<br />
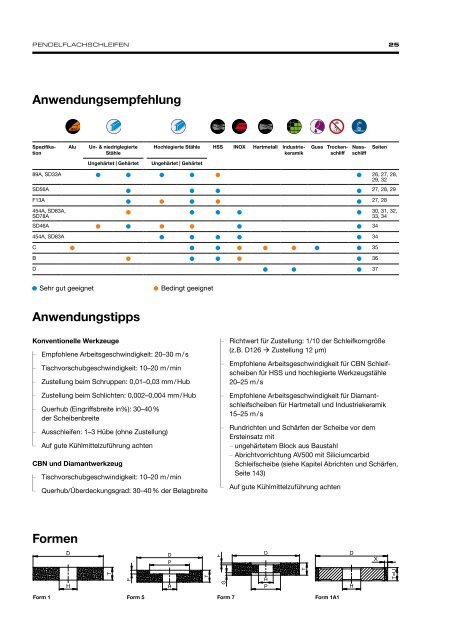
Anwendungsempfehlung<br />
Spezifikation<br />
Alu<br />
Un- & niedriglegierte<br />
Stähle<br />
Guss<br />
Hochlegierte Stähle HSS INOX Hartmetall Industriekeramik<br />
Trockenschliff<br />
Nassschliff<br />
Seiten<br />
Ungehärtet | Gehärtet<br />
Ungehärtet | Gehärtet<br />
89A, SD33A 26, 27, 28,<br />
29, 32<br />
SD56A 27, 28, 29<br />
F13A 27, 28<br />
454A, SD83A,<br />
SD78A<br />
SD46A 34<br />
454A, SD83A 34<br />
C 35<br />
B 36<br />
D 37<br />
30, 31, 32,<br />
33, 34<br />
Sehr gut geeignet<br />
Bedingt geeignet<br />
Anwendungstipps<br />
Konventionelle Werkzeuge<br />
– Empfohlene Arbeitsgeschwindigkeit: 20–30 m / s<br />
– Tischvorschubgeschwindigkeit: 10–20 m / min<br />
– Zustellung beim Schruppen: 0,01–0,03 mm / Hub<br />
– Zustellung beim Schlichten: 0,002–0,004 mm / Hub<br />
– Querhub (Eingriffsbreite in%): 30–40 %<br />
der Scheibenbreite<br />
– Ausschleifen: 1–3 Hübe (ohne Zustellung)<br />
– Auf gute Kühlmittelzuführung achten<br />
CBN und Diamantwerkzeug<br />
– Tischvorschubgeschwindigkeit: 10–20 m / min<br />
– Querhub/Überdeckungsgrad: 30–40 % der Belagbreite<br />
– Richtwert für Zustellung: 1/10 der Schleifkorngröße<br />
(z.B. D126 à Zustellung 12 µm)<br />
– Empfohlene Arbeitsgeschwindigkeit für CBN Schleifscheiben<br />
für HSS und hochlegierte Werkzeugstähle<br />
20–25 m / s<br />
– Empfohlene Arbeitsgeschwindigkeit für Diamantschleifscheiben<br />
für Hartmetall und Industriekeramik<br />
15–25 m / s<br />
– Rundrichten und Schärfen der Scheibe vor dem<br />
Ersteinsatz mit<br />
– ungehärtetem Block aus Baustahl<br />
– Abrichtvorrichtung AV500 mit Siliciumcarbid<br />
Schleifscheibe (siehe Kapitel Abrichten und Schärfen,<br />
Seite 143)<br />
– Auf gute Kühlmittelzuführung achten<br />
Formen<br />
Form 1 Form 5 Form 7 Form 1A1