

Betriebsanleitung CNC-Programmierung - schleicher-electronic
Betriebsanleitung CNC-Programmierung - schleicher-electronic
Betriebsanleitung CNC-Programmierung - schleicher-electronic

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
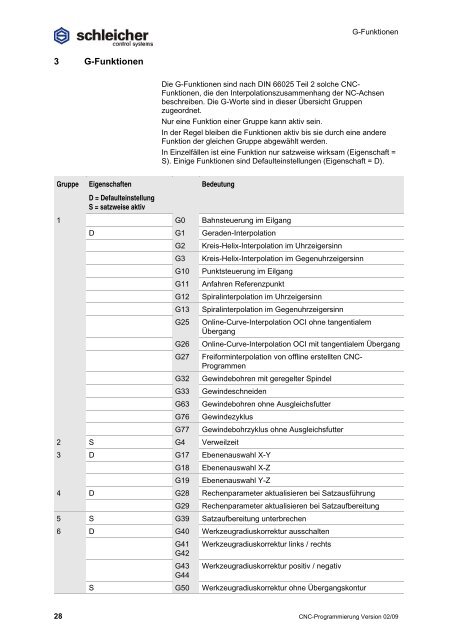
3 G-Funktionen<br />
Gruppe Eigenschaften<br />
1<br />
D = Defaulteinstellung<br />
S = satzweise aktiv<br />
G-Funktionen<br />
Die G-Funktionen sind nach DIN 66025 Teil 2 solche <strong>CNC</strong>-<br />
Funktionen, die den Interpolationszusammenhang der NC-Achsen<br />
beschreiben. Die G-Worte sind in dieser Übersicht Gruppen<br />
zugeordnet.<br />
Nur eine Funktion einer Gruppe kann aktiv sein.<br />
In der Regel bleiben die Funktionen aktiv bis sie durch eine andere<br />
Funktion der gleichen Gruppe abgewählt werden.<br />
In Einzelfällen ist eine Funktion nur satzweise wirksam (Eigenschaft =<br />
S). Einige Funktionen sind Defaulteinstellungen (Eigenschaft = D).<br />
Bedeutung<br />
G0 Bahnsteuerung im Eilgang<br />
D G1 Geraden-Interpolation<br />
G2 Kreis-Helix-Interpolation im Uhrzeigersinn<br />
G3 Kreis-Helix-Interpolation im Gegenuhrzeigersinn<br />
G10 Punktsteuerung im Eilgang<br />
G11 Anfahren Referenzpunkt<br />
G12 Spiralinterpolation im Uhrzeigersinn<br />
G13 Spiralinterpolation im Gegenuhrzeigersinn<br />
G25 Online-Curve-Interpolation OCI ohne tangentialem<br />
Übergang<br />
G26 Online-Curve-Interpolation OCI mit tangentialem Übergang<br />
G27 Freiforminterpolation von offline erstellten <strong>CNC</strong>-<br />
Programmen<br />
G32 Gewindebohren mit geregelter Spindel<br />
G33 Gewindeschneiden<br />
G63 Gewindebohren ohne Ausgleichsfutter<br />
G76 Gewindezyklus<br />
2 S G4 Verweilzeit<br />
3<br />
4<br />
G77 Gewindebohrzyklus ohne Ausgleichsfutter<br />
D G17 Ebenenauswahl X-Y<br />
G18 Ebenenauswahl X-Z<br />
G19 Ebenenauswahl Y-Z<br />
D G28 Rechenparameter aktualisieren bei Satzausführung<br />
G29 Rechenparameter aktualisieren bei Satzaufbereitung<br />
5 S G39 Satzaufbereitung unterbrechen<br />
6<br />
28<br />
D G40 Werkzeugradiuskorrektur ausschalten<br />
G41<br />
G42<br />
G43<br />
G44<br />
Werkzeugradiuskorrektur links / rechts<br />
Werkzeugradiuskorrektur positiv / negativ<br />
S G50 Werkzeugradiuskorrektur ohne Übergangskontur<br />
<strong>CNC</strong>-<strong>Programmierung</strong> Version 02/09









