Schwarze Masterbatches - Cabot Corporation
Schwarze Masterbatches - Cabot Corporation
Schwarze Masterbatches - Cabot Corporation

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
MASTERBATCHES<br />
<strong>Masterbatches</strong> für Spritzgußanwendungen
2<br />
Inhalt Seite Nr<br />
Einführung 2<br />
<strong>Schwarze</strong> <strong>Masterbatches</strong> 3<br />
<strong>Schwarze</strong> <strong>Masterbatches</strong> 7<br />
für technische Thermoplaste<br />
Weiße <strong>Masterbatches</strong> 8<br />
Weiße <strong>Masterbatches</strong> 9<br />
für pharmazeutische Anwendungen<br />
Additive <strong>Masterbatches</strong> 10<br />
Zusammenfassung der Qualitäten 14<br />
Einführung<br />
<strong>Cabot</strong> ist ein weltweit führendes Unternehmen auf dem Gebiet<br />
der Herstellung von <strong>Masterbatches</strong> und Compounds für die<br />
kunststoffverarbeitende Industrie mit Produktionsbetrieben in<br />
Großbritannien, Belgien, Italien und Hongkong. Voll ausgestattete<br />
Produktunterstützungs- und Entwicklungslabors, sowie ein ausgedehntes<br />
Verkaufs- und Vertriebsnetz gewährleisten, daß <strong>Cabot</strong> für<br />
ein Höchstmaß an Unterstützung seiner Kunden sorgt.<br />
<strong>Cabot</strong>s Sortiment von PLASBLAK ® , PLASWITE ® und PLASADD ®<br />
<strong>Masterbatches</strong> bietet eine differenzierte Auswahl für eine Fülle von<br />
Spritzgußanwendungen. Jede Qualität wurde eigens für die Erfüllung<br />
bestimmter Leistungskriterien entwickelt, wie in den folgenden<br />
Abschnitten erläutert wird.<br />
Polymerspezifische und universelle <strong>Masterbatches</strong> sind in diesem<br />
Sortiment enthalten sowie eine Reihe innovativer <strong>Masterbatches</strong><br />
für technische Kunststoffe. Endanwendungen sind unter anderem<br />
Behälter und Verschlußdeckel für Haushalts- und pharmazeutische<br />
Behälter, Kästen und Eimer, Spielwaren, sowie Automobilteile und<br />
große Formteile für die Industrie.<br />
Jedes <strong>Cabot</strong> Masterbatch für Spritzguß wurde speziell hinsichtlich<br />
wichtiger Leistungskriterien für Spritzgußkunststoffanwendung<br />
en konzipiert. Die Haupteigenschaften, die allen Masterbatch-Typen<br />
gemein sind, nämlich Dilution, Kompatibilität und Dispersion werden<br />
nachfolgend definiert:<br />
Dilution: die Leichtigkeit, mit der sich das Masterbatch mit dem<br />
Polymeren des Verarbeiters mischt und in ihm verteilt. Weitere<br />
Einzelheiten finden Sie in der <strong>Cabot</strong> Broschüre “Dispersion and<br />
Dilution”.<br />
Kompatibilität: ein Maß für die Übereinstimmung zwischen dem<br />
Masterbatch-Träger und dem Polymeren des Verarbeiters.<br />
Dispersion: das Maß, in dem das Pigment oder Additiv innerhalb<br />
des Masterbatch-Trägers benetzt und zerkleinert wird. Weitere<br />
Einzelheiten sind in der <strong>Cabot</strong> Broschüre “Dispersion and Dilution”<br />
zu finden.<br />
Diese und andere Leistungskriterien werden eingehender für jeden<br />
Masterbatch-Typ, d.h. schwarz, weiß und additiv in den folgenden<br />
Abschnitten erläutert.
<strong>Schwarze</strong> <strong>Masterbatches</strong><br />
■ Einfärbung<br />
Einfärbung ist wesentlich für die Leistung schwarzer <strong>Masterbatches</strong>.<br />
Wichtige Einfärbungskriterien können wie folgt definiert werden:<br />
Farbtiefe (oder Purton-System): die Absorption des gesamten<br />
sichtbaren Lichts durch das schwarz eingefärbte Kunststoffteil.<br />
Diese lässt sich anhand des L* Wertes innerhalb der CIELAB<br />
Koordinaten messen, je schwärzer das Produkt, desto niedriger der<br />
L* Wert. Weitere Einzelheiten finden Sie in der <strong>Cabot</strong> Broschüre<br />
“Farbmessung für Rußgefüllte Kunststoffe”.<br />
Unterton: die Blaufärbung/Gelbfärbung des Formteils, innerhalb der<br />
CIELAB Koordinaten gemessen. Ein negativer b* Wert lässt auf einen<br />
blauen Unterton schließen, und je negativer der Wert, desto bläulicher<br />
der Unterton. Weitere Einzelheiten finden Sie in der <strong>Cabot</strong><br />
Broschüre “Farbmessung für Rußgefüllte Kunststoffe”.<br />
Glanz: die von einem Formteil reflektierte Lichtmenge, je höher das<br />
Reflexionsvermögen, desto stärker der Glanz.<br />
Einfärbekraft: die Fähigkeit des schwarzen <strong>Masterbatches</strong>, die<br />
Menge des reflektierten Lichts zu reduzieren und somit jede Farbe<br />
des eingefärbten Polymeren des Verarbeiters, z.B. farbiges<br />
Recyclingmaterial, zu überdecken. Die Einfärbekraft eines schwarzen<br />
<strong>Masterbatches</strong> lässt sich normalerweise anhand des<br />
Reflexionsvermögens eines grauen Compounds gemischt mit einem<br />
weißen Pigment oder anhand des L* Wertes des grauen Compounds<br />
innerhalb der CIELAB Koordinaten messen.<br />
Abb. 1: Auswahl der Qualitäten nach Einfärbung<br />
Geringe Farbtiefe,<br />
geringe Einfärbekraft,<br />
guter Glanz:<br />
Mittlere Farbtiefe,<br />
mittlere Einfärbekraft, guter Glanz:<br />
Starke Farbtiefe,<br />
starke Einfärbekraft<br />
guter Glanz:<br />
Braunton Braunton Blauton<br />
PS3294 PS4255 UN2016 PE2813 EG3807<br />
PE2272 PS4256 PP3585 PA3785<br />
LL2633<br />
PE4884<br />
PP3393 SA3176<br />
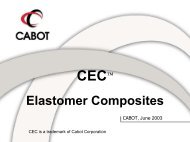
■ Sterndiagramm zur Verdeutlichung der Einfärbungseigenschaften<br />
universeller schwarzer <strong>Masterbatches</strong><br />
Eine visuelle und nachvollziehbare Methode zum Vergleich<br />
verschiedener schwarzer <strong>Masterbatches</strong> hinsichtlich ihrer<br />
Einfärbungseigenschaften ist das Sterndiagramm. In nachfolgender<br />
Abbildung werden 3 von <strong>Cabot</strong>s universellen schwarzen<br />
<strong>Masterbatches</strong> hinsichtlich der 4 Hauptleistungskriterien verglichen.<br />
Diese Vergleiche beziehen sich auf schwarz eingefärbte Formteile.<br />
Abb. 2:<br />
�������������<br />
���������<br />
�����<br />
������<br />
��������<br />
������ ������ ������<br />
Leistung verbessert sich von<br />
der Diagrammmitte aus<br />
3
4<br />
Alle 4 Kriterien hängen von der im Masterbatch verwendeten<br />
Rußtype ab, während der Glanz auch durch das Masterbatch<br />
Trägersystem beeinflußt wird, das mit dem zu formenden Polymeren<br />
möglichst kompatibel sein sollte. Bei vielen Anwendungen ist es<br />
wichtig, den erwünschten Pigmentton zu erzielen, wobei ein Blauton<br />
oft bevorzugt wird.<br />
■ Verarbeitung<br />
Neben der Einfärbung gibt es weitere wichtige Faktoren, die bei der<br />
Auswahl des am besten geeigneten Masterbatch für eine bestimmte<br />
Anwendung berücksichtigt werden müssen. Die Verarbeitungsleistung<br />
eines <strong>Masterbatches</strong> umfaßt folgende Parameter, wobei die ersten<br />
bereits auf den Seiten 3 definiert wurden:<br />
■ Dilution<br />
■ Dispersion<br />
■ Kompatibilität<br />
■ Temperaturstabilität<br />
Die Dilution von <strong>Masterbatches</strong> hängt von ihrer Viskosität ab. Der<br />
Schmelzflußindex des <strong>Masterbatches</strong> sollte möglichst nah an der<br />
des Polymeren des Verarbeiters liegen. Da Ruß die Fließeigenschaften<br />
des Masterbatch-Trägers stark reduziert, ist es wichtig, ein schwarzes<br />
Masterbatch mit dem gleichen Schmelzfluß wie dem des<br />
Abb. 3: Zusammenfassung der für die Verarbeitung relevanten Eigenschaften<br />
PRODUKT-<br />
CODE<br />
EMPFOHLENE<br />
ZUGABERATE<br />
SCHMELZFLUßINDEX<br />
VOLUMEN-<br />
BEZOGENE<br />
MASSE<br />
% g/10 min g/cm 3<br />
UN2014 1 - 2 27 (21,6kg/190°C) 1,22<br />
UN2016 1 - 2 41 (10kg/190°C) 1,22<br />
EV1755 1 - 3 6 (10kg/190°C) 1,23<br />
EG3807 2 - 4 6,5 (21,6kg/200°C) 1,22<br />
PA3785 1 - 3 7,5 (5kg/250°C) 1,28<br />
SA3176 2 54 (21,6kg/230°C) 1,20<br />
PP3585 2 - 7 7 (10kg/230°C) 1,12<br />
PP3393 2 - 4 7 (5kg/230°C) 1,06<br />
PS4255 1 - 3 6 (10kg/200°C) 1,28<br />
PS4256 2 - 4 38 (10kg/200°C) 1,48<br />
PS3294 1 - 3 22 (21,6kg/200°C) 1,33<br />
LL2633 1 - 3 26 (21,6kg/190°C) 1,50<br />
PE4884 1 - 3 5 (10kg/190°C) 1,64<br />
PE2272 1 - 3 12 (10kg/190°C) 1,23<br />
PE2813 1 - 3 11 (10kg/190°C) 1,05
Polymeren des Verarbeiters zu mischen. Daher sollte für Spritzguß ein<br />
schwarzes Masterbatch mit einem möglichst hohen Schmelzflußindex<br />
verwendet werden.<br />
Die Schmelzflußindexwerte der <strong>Masterbatches</strong> werden in Abbildung 3<br />
neben den empfohlenen Zugaberaten und Informationen zur volumenbezogenen<br />
Maße angegeben.<br />
Dispersion ist eine inhärente Eigenschaft des Pigments und des<br />
Prozeßes zur Herstellung des <strong>Masterbatches</strong>. Gute Dispersionseigenschaften<br />
sind besonders wichtig, wenn die Endanwendung optimale<br />
mechanische Eigenschaften und/oder Witterungsbeständigkeit<br />
erfordert.<br />
Eine ausgezeichnete Kompatibilität zwischen dem Masterbatch-<br />
Träger und dem Polymeren des Verarbeiters ist besonders bei kritischen<br />
Anwendungen wichtig. Im Idealfall sollte das Trägermaterial<br />
identisch mit dem Polymeren sein. Sollte dies jedoch aufgrund der<br />
eingesetzten Kunststoffe nicht möglich sein, bieten <strong>Cabot</strong>s Universal-<br />
<strong>Masterbatches</strong> gute Kompatibilität mit einer Fülle von Polymeren.<br />
Die Temperaturstabilität muß bei der Auswahl des <strong>Masterbatches</strong><br />
berücksichtigt werden. Abbildung 4 zeigt die typischen Temperaturbereiche,<br />
in denen <strong>Cabot</strong>s schwarze <strong>Masterbatches</strong> für Spritzguß<br />
verarbeitet werden sollten. Abhängig von der Zugaberate des<br />
<strong>Masterbatches</strong> und der Verweildauer im Extruder sind Abweichungen<br />
dieses Bereichs möglich.<br />
Abb. 4: Typischer Verarbeitungstemperaturbereich (°C)<br />
UN2014<br />
UN2016<br />
EV1755<br />
EG3807<br />
PA3785<br />
SA3176<br />
PP3585<br />
PP3393<br />
PS4255<br />
PS4256<br />
PS3294<br />
LL2633<br />
PE4884<br />
PE2272<br />
PE2813<br />
150 170 190 210 230 250 270 290 310 330 350<br />
5
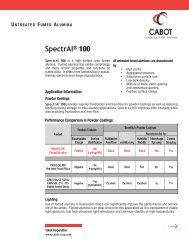
Abb. 5: Auswirkung des Masterbatch auf die IZOD<br />
Kerbzähigkeit von HIPS (kJ/m2 )<br />
��<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
��������� �� ���������<br />
Abb. 6: Auswirkung des Masterbatch auf die IZOD<br />
Kerbzähigkeit von ABS (kJ/m2 )<br />
��<br />
��������� �� ���������<br />
6<br />
��<br />
��<br />
��<br />
��<br />
�<br />
�<br />
������������<br />
������������<br />
�����������<br />
������������<br />
������������<br />
������������<br />
������������<br />
������������<br />
������������<br />
■ Physikalische Eigenschaften<br />
Die Verwendung schwarzer <strong>Masterbatches</strong> zum Erzielen einer<br />
Färbung beim Spritzguß kann die physikalischen Eigenschaften des<br />
Endprodukts beeinflussen. So kann zum Beispiel die Schlagzähigkeit<br />
von Styrolen und technischen Polymeren reduziert werden. Wie sehr<br />
die physikalischen Eigenschaften beeinflußt werden, hängt von verschiedenen<br />
Faktoren ab, darunter:<br />
■ Masterbatch-Zugaberate<br />
■ Homogenität des <strong>Masterbatches</strong> im Endprodukt (d.h. Dilution)<br />
■ Dispersionsqualität des <strong>Masterbatches</strong><br />
■ Art und Grad der Pigmentierung<br />
■ Masterbatch-Trägermaterial<br />
Ein hochwertiges, sehr farbbeständiges Masterbatch wird bei<br />
Anwendungen bevorzugt, wo das Risiko des Verlustes der physikalischen<br />
Eigenschaften besteht. Die Abbildungen 5 und 6 zeigen den<br />
Einfluß einiger PLASBLAK <strong>Masterbatches</strong> auf die Schlagzähigkeit<br />
von sehr schlagzähem Polystyrol und ABS.
<strong>Schwarze</strong> <strong>Masterbatches</strong> für<br />
technische Thermoplaste<br />
Technische Thermoplaste sind aufgrund ihrer überlegenen mechanischen<br />
Eigenschaften und ihrer hervorragenden Temperaturbeständigkeit<br />
besonders wichtig bei Anwendungen wie Automobilteilen,<br />
Elektronik, Büromaschinen und Haushaltsgeräten. Die Auswahl des<br />
korrekten <strong>Masterbatches</strong> ist wesentlich, um im Endprodukt die optimale<br />
Leistung zu erzielen.<br />
Es ist üblich, ein Masterbatch mit hervorragenden Einfärbungseigenschaften<br />
und mit dem am besten kompatiblen Trägersystem zu<br />
verwenden. Oft ist dies polymerspezifisch für den verarbeiteten<br />
technischen Thermoplast.<br />
Die Abbildung 7 zeigt <strong>Cabot</strong>s derzeit erhältliche polymerspezifische<br />
<strong>Masterbatches</strong> für technische Thermoplaste.<br />
Zur Ergänzung dieses polymerspezifischer <strong>Masterbatches</strong> entwikkelte<br />
<strong>Cabot</strong> ein schwarzes Hochleistungs-Masterbatch, PLASBLAK<br />
EG3807, zur Färbung einer Fülle technischer Thermo-plaste, z.B.<br />
Polycarbonat, Polybutylen-terephthalat, Polyacetal und<br />
Polyphenylensulfid.<br />
Die Verarbeitungseigenschaften von <strong>Cabot</strong>s <strong>Masterbatches</strong> für technische<br />
Thermoplaste sind in der Abbildung 8 unten zusammengefaßt.<br />
Abb. 8: Zusammenfassung der für die Verarbeitung<br />
PRODUKT-<br />
CODE<br />
EMFOHLENE<br />
ZUGABERATE<br />
SCHMELZFLUß-INDEX<br />
VOLUMEN-<br />
BEZOGENE<br />
MASSE<br />
% g/10 min<br />
PA3785 1 - 3 7,5 (5kg/250°C) 1,28<br />
SA3176 2 54 (21,6kg/230°C) 1,20<br />
EG3807 2 - 4 6,5 (21,6kg/200°C) 1,22<br />
Die Verwendung von PLASBLAK EG3807 bietet in technischen<br />
Thermoplasten bestimmte Leistungsvorteile:<br />
■ Geeignet für die Verwendung in einer Fülle technischer<br />
Thermoplaste<br />
■ Verbesserte Farberzeugung<br />
■ Weitreichende Temperaturstabilität<br />
■ Weitgehend für Lebensmittelkontakt zugelassen<br />
■ Signifikante Verbesserungen der Schlagzähigkeitseigenschaften<br />
einiger technischer Thermoplaste, z.B. Polycarbonat, bei Verwendung<br />
in Compounds<br />
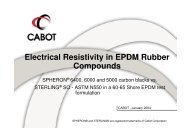
Abbildung 9 demonstriert den positiven Effekt von EG3807 in<br />
einem Polycarbonatkunststoffsystem im Vergleich zum Natur -<br />
Kunststoff selbst und zur Verwendung anderer <strong>Masterbatches</strong>.<br />
Abb. 7: Polymerspezifische PLASBLAK <strong>Masterbatches</strong><br />
für technische Thermoplaste<br />
PRODUKT-<br />
CODE<br />
TRÄGERMATERIAL<br />
KOMPATIBLE<br />
TECHNISCHE<br />
THERMOPLASTE<br />
PA3785 Polyamid 6 Polyamid 6 und 66<br />
SA3176 SAN SAN/ABS<br />
Abb. 9: Auswirkung verschiedener <strong>Masterbatches</strong> auf<br />
die IZOD Kerbzähigkeit von Polycarbonat<br />
bei 0,7% Ruß gegenüber Polycarbonat - Natur<br />
(kJ/m2 )<br />
10<br />
9<br />
8<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
INIS kJ/m 2 (ISO 180)<br />
� Polycarbonat - Natur<br />
� Polycarbonat Masterbatch<br />
� Universal Masterbatch<br />
� PLASBLAK EG3807<br />
7
8<br />
Weiße <strong>Masterbatches</strong><br />
<strong>Cabot</strong>s PLASWITE <strong>Masterbatches</strong> für Spritzguß bieten hervorragende<br />
Pigmentierungseigenschaften und problemlose Verarbeitbarkeit<br />
in einer Fülle von Polymeren.<br />
Die grundlegenden Verarbeitungseigenschaften dieser Qualitäten<br />
sind in Abbildung 10 zusammengefaßt.<br />
Abb. 10: Zusammenfassung der für die Verarbeitung relevanten Eigenschaften<br />
PRODUKT-<br />
CODE<br />
EMPFOHLENE<br />
ZUGABERATE<br />
SCHMELZFLUß-INDEX<br />
VOLUMEN-<br />
BEZOGENE<br />
MASSE<br />
% g/10 min g/cm 3<br />
UN7203 1 - 2 12 (2,16kg/190°C) 2,18<br />
PE7250 1 - 2 45 (2,16kg/190°C) 2,00<br />
PE7024 1 - 2 16 (2,16kg/190°C) 1,71<br />
PE7428 1 - 2 30 (2,16kg/190°C) 2,26<br />
PE7000 1 - 2 15 (2,16kg/190°C) 2,21<br />
PE7427 2 - 4 20 (2,16kg/190°C) 2,15<br />
PS7028 1 - 2 46 (5,0kg/200°C) 1,88<br />
PP7161 2 - 4 15 (2,16kg/230°C) 1,48<br />
PE7440 4 - 6 6,5 (2,16kg/190°C) 1,13<br />
PE7438 1 - 3 55 (2,16kg/190°C) 1,71<br />
PE7344 3 - 5 2 (2,16kg/190°C) 1,72<br />
Abbildung 11 zeigt die typischen empfohlenen Temperaturbereiche,<br />
in denen die jeweiligen PLASWITE <strong>Masterbatches</strong> für Spritzguß verarbeitet<br />
werden sollten.<br />
Wie bei PLASBLAK <strong>Masterbatches</strong> sind, abhängig von der Zugaberate<br />
des <strong>Masterbatches</strong> und der Verweildauer im Extruder auch Verarbei<br />
tungstemperaturen außerhalb des angegebenen Bereichs möglich.<br />
Abb. 11: Typischer Verarbeitungstemperaturbereich (°C)<br />
UN7203<br />
PE7250<br />
PE7024<br />
PE7428<br />
PE7000<br />
PE7427<br />
PS7028<br />
PP7161<br />
PE7440<br />
PE7438<br />
PE7344<br />
150 170 190 210 230 250 270 290 310
Weiße <strong>Masterbatches</strong> für<br />
Pharmazeutische Anwendungen<br />
<strong>Cabot</strong> produziert 2 spezielle weiße <strong>Masterbatches</strong> für die<br />
Verwendung in spritzgußgeformten Artikeln für die pharmazeutische<br />
Industrie. PLASWITE PE7438 und PE7440 basieren auf<br />
Rohmaterialien, die nicht nur den in den meisten Ländern<br />
geltenden Bestimmungen für Lebensmittelkontakt entsprechen,<br />
sondern eigens aufgrund ihrer hohen chemischen Reinheit und<br />
der Erfüllung der Bestimmungen des europäischen Arzneibuchs<br />
ausgewählt wurden. Typische Anwendungsbereiche sind Flaschen<br />
und Behälter für Medikamente, sowie Einwegspritzen.<br />
PLASWITE PE7438 enthält 60% eines eigens ausgewählten<br />
Titandioxidpigments in einem eigens ausgewählten LDPE Trägerkunststoff<br />
mit hohem Fließvermögen.<br />
PLASWITE PE7440 enthält 24% eines eigens ausgewählten<br />
Titandioxidpigments in einem eigens ausgewählten LDPE Trägerkunststoff.<br />
9
Abb. 13: Formentrennversuche mit 1,25% PE9041 in<br />
Polypropylen<br />
��<br />
�����������������<br />
10<br />
��<br />
�<br />
�<br />
�<br />
�<br />
�<br />
����������<br />
�������������������������<br />
Abb. 14: Formentrennversuche mit 1,25% PE9041 in<br />
Polyethylen hoher Dichte<br />
��<br />
����������������������������<br />
��<br />
�<br />
�<br />
�<br />
�<br />
�<br />
������������<br />
���������������������������<br />
Additive <strong>Masterbatches</strong><br />
<strong>Cabot</strong>s PLASADD <strong>Masterbatches</strong> für Spritzguß haben unterschiedliche<br />
Funktionen zur Verbesserung der Leistungsmerkmale spritzgußgeformter<br />
Artikel und/oder zur Verbesserung der Verarbeitungseigenschaften.<br />
Grundlegende Verarbeitungseigenschaften dieser Qualitäten sind in<br />
der Abbildung 12 zusammengefaßt.<br />
Abb. 12: Zusammenfassung der für die Verarbeitung<br />
PRODUKT-<br />
CODE<br />
EMPFOHLENE<br />
ZUGABERATE<br />
SCHMELZFLUß-INDEX<br />
■ Formentrennmittel-Masterbatch: PLASADD PE9041<br />
Bei der Herstellung komplizierter Kunststoffteile oder Artikeln mit<br />
großer Oberfläche kann es vorkommen, daß sich das Formteil nicht<br />
aus der Form lösen lässt. Zur Lösung dieses Problems werden<br />
Formentrennmittel verwendet. Dies können externe Additive wie<br />
Silikonsprays oder interne Additive wie PE9041 sein.<br />
Die Abbildungen 13 und 14 demonstrieren die Vorteile der Verwendung<br />
von PE9041 in Polypropylen bzw. Polyethylen hoher Dichte in einer<br />
Konzentration von 1,25%. Reduzierung von etwa 20% im Kühlzyklus<br />
wurden bei der Spritzgußherstellung eines PP-Rades mittels einer<br />
Form mit vier Hohlräumen und von etwa 20% in der Druckhaltezeit<br />
der zweiten Phase bei Spritzgußherstellung eines HDPE-Rades festgestellt.<br />
■ Antioxidant-Masterbatch: PLASADD PE9247<br />
VOLUMEN-<br />
BEZOGENE<br />
MASSE<br />
% g/10 min g/cm 3<br />
PE9041 1 - 2 15 (2,16kg/190°C) 0,91<br />
PE9247 0,5 - 2 38 (2,16kg/190°C) 0,94<br />
PE9365 * 6 (2,16kg/190°C) 0,93<br />
PP8738 * 25 (2,16kg/230°C) 0,92<br />
PE8999 1 - 3 16 (2,16kg/190°C) 1,29<br />
PE8811 0,5 - 2 56 (2,16kg/190°C) 1,29<br />
* Die Zugaberate hängt von der jeweiligen Verwendung und den Anforderungen ab, die<br />
mit einem <strong>Cabot</strong> Vertreter diskutiert werden sollten.<br />
Kunststoffe werden durch Wärme und Sauerstoff in Mitleidenschaft<br />
gezogen. Dies kann bei der Verarbeitung, sowie bei späteren<br />
thermischen Alterungsprozessen eintreten, z.B. wenn sich ein Teil<br />
erwärmt.<br />
Primäre Antioxidantien reagieren rasch mit Peroxidradikalen, die<br />
beim Abbau des Polymers entstehen und verhindern so weitere<br />
Abbaureaktionen. Es handelt sich dabei meistens um Phenole, die<br />
eine langfristige thermische Stabilität bieten.<br />
Sekundäre Antioxidantien reagieren mit Hydroperoxiden zur Erzielung<br />
stabiler Produkte. Es handelt sich dabei in der Regel um Phosphite,
die das Polymer während der Verarbeitung schützen, insbesondere<br />
bei hohen Temperaturen.<br />
<strong>Cabot</strong> bietet folgendes Antioxidant-Masterbatch für die Spritzgußverarbeitung<br />
von Polyolefin an:<br />
PLASADD PE9247 enthält ein Phenol, das einen gewissen Schutz<br />
während der Verarbeitung bietet und für langfristige thermische<br />
Stabilität sorgt und somit die Lebensdauer des Formteils erhöht.<br />
PE9247 kann als Stabilisation während Produktionspausen eingesetzt<br />
werden.<br />
Abbildung 15 demonstriert die Auswirkung der thermischen Alterung<br />
auf die Izod Kerbzähigkeit schwarzer Formteile mit und ohne Zusatz<br />
von PE9247.<br />
■ Trockenmittel-<strong>Masterbatches</strong>: PLASADD PE8999<br />
Feuchtigkeit in Rohmaterialien kann eine Reihe unerwünschter Effekte<br />
mit sich bringen, die zu erhöhtem Abfall und Produktionsverlust<br />
führen können. Verbreitete Effekte bei der Spritzgußproduktion<br />
sind unter anderem Porosität und Oberflächenmängel, sowie die<br />
Emission übermäßiger Mengen flüchtiger Stoffe aus der Düse der<br />
Spritzgußmaschine. Die Verwendung von Trockenmitteln ist daher<br />
eine wichtige Überlegung für Verarbeiter, die Recyclingmaterial<br />
verwenden, da sie die Aufrechterhaltung der Produktivität und der<br />
Produktqualität gewährleistet.<br />
PLASADD PE8999 enthält ein Additiv in einem LDPE-Träger, das<br />
Feuchtigkeit chemisch bindet; ein Prozeß, der bei allen in der<br />
Kunststoffverarbeitung üblichen Temperaturen unumkehrbar ist.<br />
PE8999 absorbiert je zugesetztem Prozent 1500 ppm Feuchtigkeit.<br />
PE8999 eignet sich für die Verwendung in der Spritzgußverarbeitung<br />
von recyceltem Polyethylen und Polypropylen.<br />
Abb. 15: Auswirkung der thermischen Alterung auf die<br />
IZOD Kerbzähigkeit<br />
���<br />
��<br />
��<br />
��<br />
��<br />
��<br />
��<br />
��<br />
��<br />
��<br />
�<br />
���������������������������<br />
���������������������<br />
���������������<br />
���������������������������<br />
Abb. 16: Feuchtigkeitsabsorption kontra Trockenmittel-<br />
Masterbatch-Zugaberate<br />
����������������������������<br />
����<br />
����<br />
����<br />
����<br />
����<br />
������<br />
�<br />
��� ��� ��� ��� ��� ���<br />
����������������������<br />
Es wird darauf hingewiesen, daß eine hohe Zugaberate<br />
von Trockenmittel-Masterbatch nachteilige Auswirkungen<br />
auf die Glätte der Oberfläche des Formteils haben kann.<br />
11
12<br />
■ UV-<strong>Masterbatches</strong>: PLASADD PE9365 und PP8738<br />
Spritzgußgeformte Artikel für Außenanwendungen erfordern zusätzlichen<br />
Schutz vor Abbau durch UV-Strahlung, um während der<br />
Lebensdauer Versprödung und kalkige Beschläge der Oberfläche<br />
zu vermeiden. Verbreitete Verwendung finden Polyolefine im<br />
Freien in Form von Kunststoffkästen, Gartenmöbeln, Spielzeugen,<br />
Abfallbehältern und Verkleidungsteilen im Automobilbereich.<br />
Die richtige Auswahl von Masterbatch und Zugaberate hängt von der<br />
individuellen Verwendung, Zusammensetzung, Dicke, erforderlicher<br />
Lebensdauer und der geographischen Lage ab und sollte daher mit<br />
dem zuständigen <strong>Cabot</strong> Vertreter diskutiert werden.<br />
<strong>Cabot</strong> bietet folgende beiden UV-<strong>Masterbatches</strong> für Spritzguß an:<br />
PLASADD PE9365 basiert auf einer synergistischen Kombination<br />
von HALS, weshalb diese Qualität besonders für Stabilisierung<br />
dicker Polypropylen- oder Polyethylen-Querschnitte gegen Sonneneinstrahlung<br />
zu empfehlen ist. Diese Qualität ist für Anwendungen<br />
zugelassen, die Lebensmittelkontakt erfordern.<br />
PLASADD PP8738 basiert auf einer synergistischen Kombination<br />
von HALS und bietet sehr guten Schutz vor Licht und Hitze, eignet<br />
sich jedoch nur für die Verwendung in Polypropylen. Diese Qualität<br />
ist besonders zu empfehlen, wenn der Schutz der Oberfläche<br />
(damit die Vermeidung von “Kalkbelägen”) neben der Erhaltung<br />
der mechanischen Eigenschaften des Produkts ein wichtiges<br />
Kriterium ist. PP8738 basiert auf einem Polypropylen-Homopolymer-<br />
Träger. Diese Qualität eignet sich nicht für Anwendungen, die<br />
Lebensmittelkontakt erfordern.<br />
Die Abbildung 17 zeigt den vorteilhaften Effekt auf die Schlagzähigkeit<br />
bei Einsatz von PP8738 gegenüber einem herkömmlichen HALS,<br />
wenn PP-Teile UV Licht ausgesetzt werden.<br />
Abb. 17: Vergleich von PP8738 mit einem herkömmlichen HALS in 2 mm unpigmentierten<br />
PP Homopolymer Spritzgußplatten<br />
kly bis 50% der erhaltenen<br />
Schlagzähigkeit<br />
Für Florida geltende Belastungsbedingungen:<br />
600<br />
400<br />
200<br />
0<br />
� PP8738<br />
� herkömmliches HALS<br />
Nicht stabilisiert 0,5% 1,0%
■ Antistatik-<strong>Masterbatches</strong>: PLASADD PE8811<br />
Die Ansammlung von Aufladungen durch den Aufbau statischer<br />
Elektrizität an Spritzgußformteilen kann Nachteile bei Produktion,<br />
Weiterverarbeitung und Verwendung haben. Diese sind unter anderem:<br />
■ Produktionsverzögerungen aufgrund des Anhaftens angrenzender<br />
Formteile<br />
■ Anziehen von Staub bei Lagerung und Verwendung<br />
■ Elektrische Schläge aufgrund statischer Entladung<br />
■ Erhöhte Brand- und/oder Explosionsgefahr, insbesondere bei<br />
Anwendungen, bei denen Kontakt mit pulverförmigen Substanzen<br />
besteht<br />
PLASADD PE8811 ist ein Langzeitantistatikum und bietet gute<br />
Antistatikeigenschaften, sogar bei niedrigen relativen Feuchtigkeitsstufen.<br />
Es entspricht den meisten Vorschriften für Lebensmittelkontakt<br />
und den Bestimmungen des Europäischen Arzneibuchs.<br />
Die erforderliche Zugaberate von Antistatik-Masterbatch und der<br />
endgültige Oberflächenwiderstand des fertigen Artikels variieren,<br />
abhängig von der Art des Polyolefins, der Zeit und der relativen<br />
Luftfeuchtigkeit, beträchtlich. Die Abbildung 17 demonstriert das<br />
Antistatikverhalten von PE und PP Formteilen unterschiedlicher<br />
Dicke bei Verwendung von PE8811.<br />
Abb. 18: Antistatikverhalten von PE und PP Formteilen<br />
mit PE8811<br />
Oberflächenwiderstand (Ohm/sq)<br />
3,50E+10<br />
3,00E+10<br />
2,50E+10<br />
2,00E+10<br />
1,50E+10<br />
1,00E+10<br />
0,50E+09<br />
0,00E+00<br />
0,5%<br />
+<br />
PEbd<br />
0,5%<br />
+<br />
PEhd<br />
1,5%<br />
+<br />
PEhd<br />
1,5%<br />
+<br />
PP<br />
2,5%<br />
+<br />
PP<br />
13
Key:<br />
++ geeignet<br />
+ eingeschränkte Eignung<br />
14<br />
PRODUKT-<br />
CODE<br />
Zusammenfassung der Qualitäten<br />
BEZEICHNUNG PE PP PS ABS SAN PA PC PET<br />
PLASBLAK MASTERBATCHES<br />
UN2014 Premium tiefschwarz universal ++ ++ ++ ++ ++ + +<br />
UN2016 Medium Color universal ++ ++ ++ ++ ++ + +<br />
EV1755 <strong>Schwarze</strong>s Universal-Masterbatch ++ ++ ++ ++ ++ + +<br />
EG3807<br />
Tiefschwarzes Hochleistungs-Masterbatch für<br />
technische Polymere<br />
PA3785 <strong>Schwarze</strong>s Masterbatch für Nylon ++<br />
SA3176 <strong>Schwarze</strong>s Masterbatch für ABS/SAN ++ ++ ++<br />
PP3585<br />
Premium schwarzes Masterbatch für<br />
witterungsbeständige PP-Anwendungen,<br />
auf Kopolymerbasis<br />
PP3393 <strong>Schwarze</strong>s Masterbatch für PP ++<br />
PS4255<br />
PS4256<br />
PS3294<br />
PE4884<br />
LL2633<br />
PE2272<br />
<strong>Schwarze</strong>s Premium-<br />
Masterbatch für Styrole<br />
<strong>Schwarze</strong>s Economy-<br />
Masterbatch für Styrole<br />
<strong>Schwarze</strong>s Economy-<br />
Masterbatch für Styrole<br />
<strong>Schwarze</strong>s Economy-<br />
Masterbatch für Polyolefine<br />
<strong>Schwarze</strong>s Mehrzweck-<br />
Economy- Masterbatch<br />
<strong>Schwarze</strong>s Mehrzweck-<br />
Masterbatch<br />
++<br />
++ ++<br />
++ ++<br />
++ ++<br />
PE2813 <strong>Schwarze</strong>s Masterbatch, FDA - Zulassung ++ ++<br />
Andere<br />
Technische<br />
Polymere<br />
+ + ++ ++ ++<br />
++ + +<br />
++ + +<br />
++ + +
PRODUKT-<br />
CODE<br />
BEZEICHNUNG PE PP PS ABS SAN PA PC PET<br />
PLASWITE MASTERBATCHES<br />
UN7203 Universal 75% weiß ++ ++ ++ ++ ++ + +<br />
PE7250<br />
Premium 70% weiß für Polyolefine mit<br />
hervorragender Pigmentierung<br />
++ ++<br />
PE7024 Premium 60% weiß für Polyolefine ++ ++<br />
PE7428 Mehrzweck 60% weiß für Polyolefine ++ ++<br />
PE7000 Mehrzweck 50% weiß für Polyolefine ++ ++<br />
PE7427 Mehrzweck 40% weiß für Polyolefine ++ ++<br />
PS7028 60% weiß für Styrole ++ ++ ++<br />
PP7161 50% weiß für PP ++<br />
PE7440 Pharmazeutisch 24% weiß ++ ++<br />
PE7438 Pharmazeutisch 60% weiß ++ ++<br />
PE7344 60% weiß für UV-Beständigkeit ++ ++<br />
PLASADD MASTERBATCHES<br />
PE9041 Formentrennmittel ++ ++<br />
PE9247 Antioxidant ++ ++<br />
PE9365 UV-Stabilisator für Polyolefine ++ ++<br />
PP8738 UV-Stabilisator für PP ++<br />
PE8999 Trockenmittel für Polyolefine ++ ++<br />
PE8811<br />
Langzeit-Antistatikum mit langsamer Migration<br />
für Polyolefine<br />
++ ++<br />
Key:<br />
++ geeignet<br />
+ eingeschränkte Eignung<br />
Andere<br />
Technische<br />
Polymere<br />
15
16<br />
Adressen<br />
Belgien<br />
<strong>Cabot</strong><br />
Interleuvenlaan 15 i<br />
B - 3001 Leuven<br />
BELGIEN<br />
Tel.: +32 16 39 24 00<br />
Fax: +32 16 39 24 44<br />
Deutschland<br />
<strong>Cabot</strong> Plastics Deutschland<br />
Tel.: 0800 182 40 86<br />
Fax: 0800 182 40 87<br />
Großbritannien<br />
<strong>Cabot</strong> Plastics Ltd<br />
Gate Street<br />
Dukinfield SK16 4RU<br />
GROßBRITANNIEN<br />
Tel.: +44 161 934 4500<br />
Fax: +44 161 934 4501<br />
Italien<br />
<strong>Cabot</strong> Italiana S.p.A.<br />
Plastics Division<br />
Zona Industriale 4<br />
I - 38055 Grigno (TN)<br />
ITALIEN<br />
Tel.: +39 0461 775 211<br />
Fax: +39 0461 765 146<br />
www.cabot-corp.com/plastics<br />
PLASBLAK ® , PLASWITE ® , PLASADD ® und PLASGREY ®<br />
sind eingetragene Warenzeichen von <strong>Cabot</strong> <strong>Corporation</strong>.<br />
Lateinamerika<br />
<strong>Cabot</strong> Latin American Division<br />
Rua do Paraíso, 148 - 5th floor<br />
Paraíso CEP 04103-000 São Paulo SP<br />
BRASILIEN<br />
Tel.: +55 11 2144 6400<br />
Fax: +55 11 3253 0051<br />
Tel.: 0800 195959 (Customer Service)<br />
Hong Kong<br />
<strong>Cabot</strong> Plastics Hong Kong Ltd<br />
18 Dai Kwai Street<br />
Tai Po Industrial Estate/Tai Po (NT)<br />
HONG KONG SAR<br />
PRC<br />
Tel.: +852 2666 2666<br />
Fax: +852 2666 0807<br />
China<br />
<strong>Cabot</strong> (China) Limited<br />
558 Shuangbai Lu<br />
Wujing, Shanghai<br />
201108 china<br />
Tel.: +86 21 6434 7766<br />
Fax: +86 21 6434 5532<br />
Diese Angaben dienen ausschließlich Informationszwecken. Hinsichtlich dieser Informationen oder irgendwelcher Produkte, auf<br />
die sie sich beziehen, wird keine Garantie gegeben oder impliziert. Diese Information können Ungenauigkeiten, Fehler oder<br />
Auslassungen enthalten und CABOT GIBT HINSICHTLICH (i) SOLCHER INFORMATIONEN, (ii) IRGENDWELCHER PRODUKTE<br />
ODER (iii) VERLETZUNGEN VON GEISTIGEM EIGENTUM KEINERLEI AUSDRÜCKLICHE ODER IMPLIZITE GARANTIEN, AUCH<br />
NICHT SOLCHE DER HANDELSFÄHIGKEIT ODER DER EIGNUNG FÜR EINEN BESTIMMTEN ZWECK. <strong>Cabot</strong> haftet auf keinen<br />
Fall für Schäden, die sich durch die Verwendung dieser Informationen oder das Vertrauen auf die Richtigkeit dieser Informationen<br />
oder irgendwelcher Produkte, auf welche sie sich beziehen, ergeben.<br />
(c) <strong>Cabot</strong> <strong>Corporation</strong>, M.A., U.S.A. All rights reserved 2008.<br />
MB.IM/10.08/GE