SINUMERIK Handbuch Werkzeug- und Formenbau
SINUMERIK Handbuch Werkzeug- und Formenbau
SINUMERIK Handbuch Werkzeug- und Formenbau

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
44<br />
2.9<br />
Informationen für Maschinenbediener<br />
High Speed Settings – CYCLE832<br />
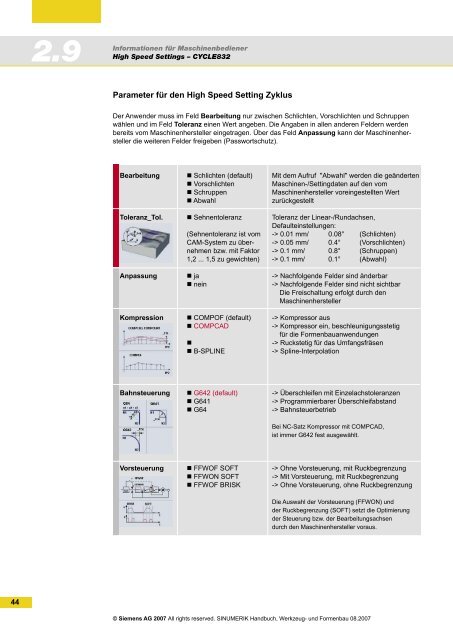
Parameter für den High Speed Setting Zyklus<br />
Der Anwender muss im Feld Bearbeitung nur zwischen Schlichten, Vorschlichten <strong>und</strong> Schruppen<br />
wählen <strong>und</strong> im Feld Toleranz einen Wert angeben. Die Angaben in allen anderen Feldern werden<br />
bereits vom Maschinenhersteller eingetragen. Über das Feld Anpassung kann der Maschinenhersteller<br />
die weiteren Felder freigeben (Passwortschutz).<br />
Bearbeitung � Schlichten (default) Mit dem Aufruf "Abwahl" werden die geänderten<br />
� Vorschlichten Maschinen-/Settingdaten auf den vom<br />
� Schruppen Maschinenhersteller voreingestellten Wert<br />
� Abwahl zurückgestellt<br />
Toleranz_Tol. � Sehnentoleranz Toleranz der Linear-/R<strong>und</strong>achsen,<br />
Defaulteinstellungen:<br />
(Sehnentoleranz ist vom -> 0.01 mm/ 0.08° (Schlichten)<br />
CAM-System zu über- -> 0.05 mm/ 0.4° (Vorschlichten)<br />
nehmen bzw. mit Faktor -> 0.1 mm/ 0.8° (Schruppen)<br />
1,2 ... 1,5 zu gewichten) -> 0.1 mm/ 0.1° (Abwahl)<br />
Anpassung � ja -> Nachfolgende Felder sind änderbar<br />
� nein -> Nachfolgende Felder sind nicht sichtbar<br />
Die Freischaltung erfolgt durch den<br />
Maschinenhersteller<br />
Kompression � COMPOF (default) -> Kompressor aus<br />
� COMPCAD -> Kompressor ein, beschleunigungsstetig<br />
für die <strong>Formenbau</strong>anwendungen<br />
� -> Ruckstetig für das Umfangsfräsen<br />
� B-SPLINE -> Spline-Interpolation<br />
Bahnsteuerung � G642 (default) -> Überschleifen mit Einzelachstoleranzen<br />
� G641 -> Programmierbarer Überschleifabstand<br />
� G64 -> Bahnsteuerbetrieb<br />
Bei NC-Satz Kompressor mit COMPCAD,<br />
ist immer G642 fest ausgewählt.<br />
Vorsteuerung � FFWOF SOFT -> Ohne Vorsteuerung, mit Ruckbegrenzung<br />
� FFWON SOFT -> Mit Vorsteuerung, mit Ruckbegrenzung<br />
� FFWOF BRISK -> Ohne Vorsteuerung, ohne Ruckbegrenzung<br />
Die Auswahl der Vorsteuerung (FFWON) <strong>und</strong><br />
der Ruckbegrenzung (SOFT) setzt die Optimierung<br />
der Steuerung bzw. der Bearbeitungsachsen<br />
durch den Maschinenhersteller voraus.<br />
© Siemens AG 2007 All rights reserved. <strong>SINUMERIK</strong> <strong>Handbuch</strong>, <strong>Werkzeug</strong>- <strong>und</strong> <strong>Formenbau</strong> 08.2007