Wuchtgüte - OERTLI Werkzeuge AG
Wuchtgüte - OERTLI Werkzeuge AG
Wuchtgüte - OERTLI Werkzeuge AG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
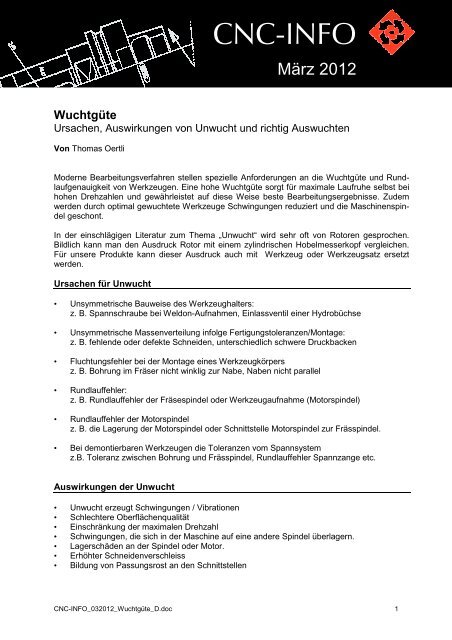
<strong>Wuchtgüte</strong><br />
Ursachen, Auswirkungen von Unwucht und richtig Auswuchten<br />
Von Thomas Oertli<br />
Moderne Bearbeitungsverfahren stellen spezielle Anforderungen an die <strong>Wuchtgüte</strong> und Rundlaufgenauigkeit<br />
von <strong>Werkzeuge</strong>n. Eine hohe <strong>Wuchtgüte</strong> sorgt für maximale Laufruhe selbst bei<br />
hohen Drehzahlen und gewährleistet auf diese Weise beste Bearbeitungsergebnisse. Zudem<br />
werden durch optimal gewuchtete <strong>Werkzeuge</strong> Schwingungen reduziert und die Maschinenspindel<br />
geschont.<br />
In der einschlägigen Literatur zum Thema „Unwucht“ wird sehr oft von Rotoren gesprochen.<br />
Bildlich kann man den Ausdruck Rotor mit einem zylindrischen Hobelmesserkopf vergleichen.<br />
Für unsere Produkte kann dieser Ausdruck auch mit Werkzeug oder Werkzeugsatz ersetzt<br />
werden.<br />
Ursachen für Unwucht<br />
• Unsymmetrische Bauweise des Werkzeughalters:<br />
z. B. Spannschraube bei Weldon-Aufnahmen, Einlassventil einer Hydrobüchse<br />
• Unsymmetrische Massenverteilung infolge Fertigungstoleranzen/Montage:<br />
z. B. fehlende oder defekte Schneiden, unterschiedlich schwere Druckbacken<br />
• Fluchtungsfehler bei der Montage eines Werkzeugkörpers<br />
z. B. Bohrung im Fräser nicht winklig zur Nabe, Naben nicht parallel<br />
• Rundlauffehler:<br />
z. B. Rundlauffehler der Fräsespindel oder Werkzeugaufnahme (Motorspindel)<br />
• Rundlauffehler der Motorspindel<br />
z. B. die Lagerung der Motorspindel oder Schnittstelle Motorspindel zur Frässpindel.<br />
• Bei demontierbaren <strong>Werkzeuge</strong>n die Toleranzen vom Spannsystem<br />
z.B. Toleranz zwischen Bohrung und Frässpindel, Rundlauffehler Spannzange etc.<br />
Auswirkungen der Unwucht<br />
CNC INFO<br />
März 2012<br />
• Unwucht erzeugt Schwingungen / Vibrationen<br />
• Schlechtere Oberflächenqualität<br />
• Einschränkung der maximalen Drehzahl<br />
• Schwingungen, die sich in der Maschine auf eine andere Spindel überlagern.<br />
• Lagerschäden an der Spindel oder Motor.<br />
• Erhöhter Schneidenverschleiss<br />
• Bildung von Passungsrost an den Schnittstellen<br />
CNC-INFO_032012_<strong>Wuchtgüte</strong>_D.doc 1
Statische Unwucht<br />
Eine statische Unwucht entsteht, wenn der Schwerpunkt des rotierenden Körpers nicht auf der<br />
gleichen Linie liegt wie die Drehachse des Körpers. Eine Ursache ist, dass das Gewicht des<br />
Körpers nicht gleichmässig um die Drehachse verteilt ist, sondern auf einer Seite und Ebene<br />
schwerer ist, als auf der anderen. (Bsp 1.: Übergewicht auf Seite B). Die Drehung des Körpers<br />
verläuft dann nicht wie ein gleichmässiger Kreis, sondern wie ein Oval.<br />
Seite A<br />
Seite B<br />
Seite A<br />
Seite B<br />
Ebene 1<br />
Rotierender Körper<br />
Rotierender Körper<br />
Drehachse<br />
Übergewicht<br />
Schwingung<br />
Schwingung<br />
Achse des Körpers<br />
Drehachse<br />
Eine andere Ursache ist, dass die Achse des rotierenden Körpers nicht mit der<br />
Drehachse übereinstimmt (siehe Bsp.: Die Achse des Körpers liegt über der Drehachse),<br />
weil zwischen Spannfutter und Schaft Spiel ist. Die Schwingungen lassen<br />
sich in beiden Fällen durch Auswuchten auf einer Ebene beheben.<br />
Bespiel: Ein langer Fräser in einem Weldon-Futter hat in der Regel eine statische<br />
Unwucht, da die Achse vom Fräser nicht mit der Drehachse vom Futter übereinstimmt,<br />
sondern parallel zur Drehachse verschoben ist.<br />
Beispiel: Ist an einem Fahrradreifen ein Gewicht befestigt, rumpelt das Rad bei<br />
jeder Umdrehung, da der Schwerpunkt nicht auf mehr der Radachse liegt.<br />
CNC-INFO_032012_<strong>Wuchtgüte</strong>_D.doc 2
Dynamische Unwucht<br />
Seite A<br />
Seite B<br />
Dynamische Unwuchten treten auf, wenn der Schwerpunkt des rotierenden Körpers in Ruhelage<br />
bleibt, aber die Achse des Körpers taumelt. Das liegt daran, dass auf beiden Seiten (Seite A<br />
und B) und auf beiden Ebenen ein Übergewicht herrscht und so am Ende der Achse kreisförmige<br />
Schwingungen auftreten. Diese Unwucht kann nur durch dynamisches Auswuchten in zwei<br />
Ebenen beseitigt werden. In zwei Ebenen zu wuchten, macht vor allem bei langen, unsymmetrischen<br />
<strong>Werkzeuge</strong>n Sinn.<br />
Seite A<br />
Seite B<br />
Ebene 1 Ebene 2<br />
Schwingung<br />
Rotierender Körper<br />
Übergewicht<br />
Drehachse<br />
Übergewicht<br />
Rotierender Körper<br />
Schwingung<br />
Bespiel: Ein langer Fräser in einem Spannzangenfutter hat in der Regel eine<br />
dynamische Unwucht, da die Achse vom Fräser nicht mit der Drehachse vom<br />
Futter übereinstimmt.<br />
Beispiel: Man nimmt diese Form von Unwucht bei einem Autorad als „Flattern“<br />
wahr. Sie werden daher dynamisch gewuchtet, was dazu führen kann, dass auf<br />
beiden Seiten der Felge, innen und aussen, Ausgleichsgewichte angebracht werden<br />
müssen.<br />
Achse des Körpers<br />
Drehachse<br />
CNC-INFO_032012_<strong>Wuchtgüte</strong>_D.doc 3
Seite A<br />
Korrektur<br />
Seite B<br />
Der Ausgleich von Unwucht<br />
Unwuchtbedingte Kräfte und störende Schwingungen werden beseitigt, indem man auswuchtet.<br />
Die Unwucht kann in der praktischen Realität niemals vollständig ausgeglichen werden. Es<br />
bleibt immer eine gewisse Restunwucht zurück. Deshalb gilt: Auswuchten = Wirkungen der Unwucht<br />
reduzieren<br />
Die Auswucht-Güte<br />
Die Genauigkeit einer Auswuchtung wird mit der <strong>Wuchtgüte</strong> G angegeben. Die <strong>Wuchtgüte</strong> gilt<br />
immer nur für eine bestimmte Betriebsdrehzahl des Werkzeugs. Aus <strong>Wuchtgüte</strong>, Betriebsdrehzahl<br />
und Gewicht des Werkzeugs wird die zulässige Restunwucht berechnet.<br />
Eine sinnvolle <strong>Wuchtgüte</strong> ist überschritten, sobald der Rundlauffehler der Maschinenspindel<br />
oder die Wiederholgenauigkeit beim Werkzeugwechsel die Wuchtqualität wieder zunichte machen<br />
würde. Beispiel: Der Wechselfehler der HSK-Spindel liegt bei 0,002 mm.<br />
Warum ist Auswuchten so wichtig?<br />
Lebensdauer<br />
Lager, Aufhängungen, Gehäuse und Fundamente werden durch unwuchtbedingte Schwingungen<br />
stark beansprucht und der Verschleiss wächst. Produkte mit nicht ausgewuchteten Teilen<br />
haben oft eine kürzere Lebensdauer. Die Lebensdauer der Schneiden wird durch die Unwucht<br />
reduziert.<br />
Sicherheit<br />
Durch Schwingungen kann der Reibungsschluss an Schraub- und Klemmverbindungen verringert<br />
werden, bis sich Messersitze lösen. Elektrische Schalter an Werkzeugmaschinen werden<br />
durch Vibration gestört, hydraulische Leitungen können an den Anschlüssen brechen. Unwucht<br />
kann die Betriebssicherheit einer Maschine nennenswert herabsetzen – Mensch und Maschine<br />
werden gefährdet.<br />
Wie wuchtet <strong>OERTLI</strong>?<br />
Bei einem Werkzeugsatz werden alle Fräser, ausser dem obersten und untersten Fräser, einzeln<br />
gewuchtet. Die minimale Restunwucht wird am zusammengesetzten Satz am obersten und<br />
untersten Fräser korrigiert. Deshalb darf der oberste und unterste Fräser nicht ausgetauscht<br />
werden, ohne den Satz neu zu wuchten; der komplette Satz muss neu gewuchtet oder die<br />
Drehzahl reduziert werden.<br />
Ebene 1 Ebene 2<br />
Rotierender Körper<br />
Korrektur<br />
Drehachse<br />
CNC-INFO_032012_<strong>Wuchtgüte</strong>_D.doc 4
Wir empfehlen <strong>Werkzeuge</strong> in regelmässigen Abständen neu wuchten zu lassen. Im Werk Höri<br />
bieten wir einen prompten und professionellen Service für das Neuauswuchten von <strong>Werkzeuge</strong>n<br />
und Werkzeugsätzen.<br />
Bei Fragen und Unklarheiten wenden Sie sich an unseren Product Manager Thomas Oertli.<br />
CNC-INFO_032012_<strong>Wuchtgüte</strong>_D.doc 5