Keine Schlagstellen.indd - Feintool
Keine Schlagstellen.indd - Feintool
Keine Schlagstellen.indd - Feintool

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Keine</strong> <strong>Schlagstellen</strong> an<br />
Feinschneidteilen<br />
Fachbericht zum<br />
Thema Feinschneiden
In die Steuerung integrierter, direkt<br />
angetriebener Doppelstock-<br />
Räumer für Feinschneidpresse<br />
Der erste voll in die Steuerung der Feinschneidpresse HFA 4500 plus<br />
integrierte Doppelstock-Räumer mit elektrischem Linear-Direktantrieb<br />
bewährt sich seit mehr als einem Jahr im harten Praxisbetrieb<br />
bei Rotomatika. Das slowenische Unternehmen sieht damit die Richtigkeit<br />
seiner Investition bestätigt. Der Linear-Direktantrieb ist mit<br />
einem gestreckten Servomotor vergleichbar und lässt sich ebenso<br />
präzise ansteuern. Von der Steuerung erfasste Parameter können<br />
jederzeit wieder abgerufen werden. Das Gerät kann damit per Plugand-Play<br />
auf verschiedenen Pressen arbeiten.<br />
Die Produktionsbereiche Feinschneiden,<br />
Lamination und Rotorfertigung für<br />
Elektromotoren tragen über die Hälfte<br />
zum Umsatz von Rotomatika bei. In<br />
den letzten Jahren fuhr das 800-Mitarbeiter-Unternehmen<br />
fast regelmässig<br />
Steigerungsraten von 15 Prozent ein<br />
und erreichte damit im Jahr 2007 einen<br />
Umsatz von 100 Millionen Euro. Es ist<br />
nach ISO 14001 und ISO, TS 16949<br />
zertifiziert und verarbeitet jedes Jahr<br />
etwa 75.000 Tonnen Elektrostähle.<br />
Rotomatika gehört zur Gruppe Hidria.<br />
Die Gruppe umfasst insgesamt 3.000<br />
Mitarbeiter, befindet sich in Privatbesitz<br />
und ist nicht an der Börse notiert.<br />
Ihre einzelnen Unternehmen stellen<br />
unter anderem technisch anspruchsvolle,<br />
kompakte Baugruppen für die<br />
Automobilindustrie her, erarbeiten klimatechnische<br />
Lösungen für Gross-<br />
bauten, und produzieren Möbel- und<br />
Bautischlerbeschläge sowie professionelle<br />
Handwerksmaschinen im Hochpreisbereich.<br />
Rotomatika agiert weitgehend<br />
unabhängig, führt aber in der<br />
Firmenbezeichnung die Marke Hidria.<br />
Feinschneiden wurde in den letzten<br />
Jahren als strategisch wichtiger Unternehmensbereich<br />
ständig ausgebaut.<br />
Mehr als 95 Prozent der Produkte von<br />
Rotomatika sind für die Automobilindustrie<br />
bestimmt, die Liste ihrer Kunden<br />
liest sich wie das „Who-is-Who“ dieser<br />
Branche. Es liegt auf der Hand, dass<br />
bei derartigen Produkten sehr hohe<br />
Anforderungen an die Präzision und<br />
Oberflächenqualität gestellt werden.<br />
Aus diesem Grund ist Feinschneiden<br />
bei vielen dieser Teile der wichtigste<br />
Produktionsschritt.<br />
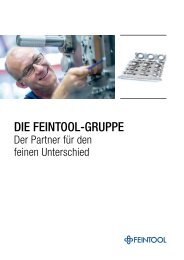
Auf den Feinschneidpressen der hydraulischen Baureihe HFA 4500 plus sorgen Doppelstockräumer<br />
mit elektrischen Direktantrieben dafür, dass die Fertigteile ohne Beschädigung<br />
der Oberflächen ausgebracht werden.<br />
Teure Nachbearbeitungen überflüssig<br />
Das Unternehmen besitzt vier Feinstanzpressen<br />
von <strong>Feintool</strong>. Bei den<br />
beiden neuesten handelt es sich um<br />
Feinschneidpressen der hydraulischen<br />
Baureihe HFA 4500 plus, und auf diesen<br />
beiden Pressen werden Doppelstockräumer<br />
mit elektrischem Direktantrieb<br />
eingesetzt. Die HFA 4500 plus<br />
erbringt dank Schliess- und Öffnungsgeschwindigkeiten<br />
von 200 mm/s und<br />
70 mm/s beim Tasten und Schneiden<br />
hohe Ausbringungsleistungen.<br />
Zur Erinnerung: Feinschneiden ist<br />
nur bei sehr oberflächlicher Betrachtung<br />
mit dem Normalstanzen und<br />
Scherschneiden vergleichbar. Beim<br />
Normalstanzen werden Stanzbutzen<br />
bzw. auch entsprechende Werkstücke<br />
von der Stempelbewegung durch die<br />
Schneidplatte gestossen. Bei diesem<br />
Vorgang verbiegen sich sowohl das<br />
ausgestanzte als auch das umgebende<br />
Material. Die Oberflächen des Werkstücks<br />
sind also nicht mehr eben, an<br />
den Schneidkanten haben sich Grate<br />
gebildet und die Schneidfläche weist<br />
grosse Rautiefen auf. Je nach Funktion<br />
des Werkstücks sind daher teure<br />
Nachbearbeitungen erforderlich.<br />
Beim Feinschneiden werden derartige<br />
Qualitätsmängel durch mehrere Massnahmen<br />
und drei zusammenwirkende<br />
Kräfte verhindert: Beim Schliessen<br />
des Werkzeugs wird das Rohmaterial<br />
durch eine Ringzacke festgehalten, die<br />
parallel zur Schnittkante in der Führungsplatte<br />
des Werkzeugs verläuft.<br />
Es kann also beim Feinschneidvorgang<br />
nicht in den Schneidspalt gezogen<br />
werden. Um die Ringzacke in das<br />
Rohmaterial einzupressen, wird es mit<br />
einer entsprechend hohen Schliesskraft<br />
(„Ringzackenkraft“) zwischen der<br />
Führungsplatte und der Schneidplatte<br />
eingespannt. Die zweite Wirkkraft<br />
ist die so genannte „Gegenkraft“, mit<br />
welcher der Auswerferstempel von<br />
unten gegen das Werkstück bzw.<br />
den auszustanzenden Butzen gefahren<br />
wird. Die Feinschneidbewegung<br />
selbst wird durch die „Schneidkraft“
ausgeführt. Dabei fahren Stempel und<br />
Auswerferstempel mit dazwischen eingespanntem<br />
Werkstück bzw. Butzen<br />
nach unten. Entscheidend ist auch<br />
der wesentlich geringere Schneidspalt<br />
zwischen Stempel und Schneidplatte.<br />
Je nach Blechdicke beträgt er lediglich<br />
zehn Prozent eines beim Stanzen üblichen<br />
Schneidspalts. Damit entstehen<br />
beim Feinschneiden saubere, rechtwinklige,<br />
ein- und abrissfreie Schnittflächen.<br />
Ausserdem bleibt die Ebenheit<br />
des ausgeschnittenen Teils erhalten.<br />
Kostenintensive nachträgliche Arbeitgänge<br />
wie Planen, Entgraten oder das<br />
Schleifen von Kanten sind damit oftmals<br />
überflüssig.<br />
Prinzipiell erreicht das Feinschneiden<br />
bei fast allen Arten von Metallblechen<br />
in Dicken von 0,5 bis 16 Millimeter Toleranzen<br />
im Bereich IT 7 bis IT 11und<br />
Rautiefen von Ra 0,8 µm. Wenn erforderlich,<br />
können noch auf der Presse<br />
in weiteren Arbeitsschritten zusätzlich<br />
auch Umformungen und andere Zusatzoperationen<br />
wie Biegen, Senken,<br />
Durchsetzen, Prägen oder Kröpfen<br />
durchgeführt werden. Auf diese Weise<br />
ist es möglich, mit einem Minimum an<br />
Material ein Maximum an Funktionalität<br />
zu erreichen sowie die Teilevielfalt<br />
und Montagekosten zu senken.<br />
Präzise angesteuert und komfortabel<br />
einsetzbar<br />
Das schnelle Ausbringen des Werkstückes<br />
aus der Presse hat auch beim<br />
Feinschneiden hochgradige Bedeutung<br />
für die Wirtschaftlichkeit. Bei Präzisionsteilen<br />
werden jedoch nicht nur<br />
hohe Anforderungen an die Einhaltung<br />
der Toleranzen gestellt sondern auch<br />
an makellose Oberflächen. Es kommt<br />
daher nicht in Frage, die Teile einfach<br />
zusammen mit den Butzen pneumatisch<br />
aus dem geöffneten Werkzeug<br />
auszublasen, denn dabei könnten<br />
deren Oberflächen durch <strong>Schlagstellen</strong><br />
beschädigt werden. Aus diesem<br />
Grund werden bei Rotomatika Werkstücke<br />
und Butzen mit elektrisch direkt<br />
angetriebenen Doppelstockräumern<br />
aus dem Werkzeug geholt und sepa-<br />
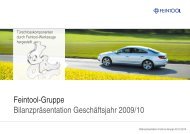
Beim pneumatischen Ausblasen aus dem Werkzeugbereich könnten die Oberflächen der<br />
Fertigteile durch <strong>Schlagstellen</strong> beschädigt werden. Beim Ausbringen mit elektrisch direkt<br />
angetriebenen Doppelstockräumern wird der hohe Qualitätsanspruch an die Oberflächen<br />
auch ohne aufwändige Nachbearbeitung erfüllt.<br />
rat abgelegt. Die Oberflächen bleiben<br />
damit unversehrt und müssen nicht<br />
nachbearbeitet werden.<br />
Doppelstockräumer legen Butzen und<br />
Werkstücke separat ab und ermöglichen<br />
damit eine lageorientierte Ausbringung<br />
und Online-Weiterverarbeitung.<br />
Der elektrische Linear-Direktantrieb<br />
verursacht ausserdem keine Ölnebel,<br />
damit erspart sich der Betreiber teure<br />
Filteranlagen für die Reinigung der Ab-<br />
luft. Um die gesundheitsgefährdende<br />
Raumluftbelastung durch Ölnebel und<br />
die Verschmutzung von Maschinen<br />
und Werkstücke zu verhindern müssten<br />
beim Ausräumen der Teile und<br />
Butzen mit Druckluft entsprechende<br />
Absaug- und Filteranlagen installiert<br />
werden.<br />
Der elektrische Linear-Direktantrieb<br />
punktet zusätzlich mit den Möglichkeiten<br />
zu seiner Ansteuerung, denn<br />
im Prinzip handelt es sich um einen<br />
gestreckten Servomotor, der auch<br />
ebenso angesteuert werden kann.<br />
Mit diesem Antrieb ist der Räumer in<br />
der Lage, die Abholpositionen zum<br />
Erfassen der Werkstücke und Butzen<br />
mit hoher Wiederholgenauigkeit anzufahren.<br />
Da seine Start-/Bremsrampe<br />
wesentlich steiler ist, arbeitet der<br />
elektrische Linear-Direktantrieb insgesamt<br />
schneller als der pneumatische<br />
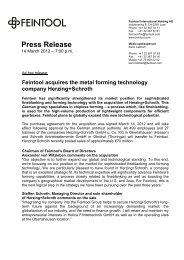
Durch das separate Ausbringen von Werkstücken<br />
und Butzen ermöglicht auch eine<br />
lageorientierte Ausbringung und Online-<br />
Weiterverarbeitung. Da der elektrischem<br />
Linear-Direktantrieb des Doppelstockräumers<br />
keine Ölnebel verursacht, erspart<br />
sich das Unternehmen teure Filteranlagen<br />
für die Reinigung der Abluft.
www.feintool.com<br />
Antrieb. Allein schon bei Betriebs- und<br />
Investitionskosten und ohne Berücksichtigung<br />
anderer vorteilhafter Beurteilungskriterien<br />
amortisiert sich der<br />
Doppelstockräumer mit elektrischem<br />
Direktantrieb gegenüber dem Ausblasen<br />
mit Druckluft bereits nach einigen<br />
Monaten. Dazu kommen noch die Einsparung<br />
teurer Druckluft und die Reduktion<br />
der Lärmbelastung.<br />
Die Ansteuerung des elektrischen Direktantriebs<br />
lässt sich vollständig in die<br />
Steuerung der Feinschneidpresse integrieren.<br />
Über die Profibus-Schnittstelle<br />
übergibt die Maschinensteuerung die<br />
richtigen Parameter. Damit ist der von<br />
seiner Konstruktion her in der Regel<br />
werkzeugspezifisch ausgelegte Doppelstockräumer<br />
mit Linear-Direktantrieb<br />
per Plug-and-Play auf mehreren<br />
Maschinen einsetzbar. Einmal eingegebene<br />
Parameter wie anzufahrende<br />
Positionen, Geschwindigkeiten und<br />
Beschleunigungen können immer wieder<br />
abgerufen werden. Dies vereinfacht<br />
und beschleunigt das Umrüsten<br />
bei Produktwechseln.<br />
Alle Pressen dieses Herstellers sind<br />
mit der einheitlichen „<strong>Feintool</strong>-Motion-Control“<br />
ausgerüstet. Mit ihrem<br />
Betriebssystem Windows NT ist die<br />
Steuerung weltweit kompatibel mit<br />
allen Produktions- und Qualitätsmanagement-EDV-Systemen<br />
auf Basis<br />
von Microsoft-Standardprogrammen.<br />
Engineering, Installation, Inbetriebnahme<br />
und Schulung aus einer<br />
Hand<br />
<strong>Feintool</strong> deckt 70 bis 80 Prozent des<br />
weltweit heute etwa 2.000 Feinschneidpressen<br />
umfassenden Marktes und ist<br />
damit Marktführer. Das Unternehmen<br />
weist jedoch auch auf triftige Gründe<br />
hin, mit denen es auch den Anspruch<br />
erhebt, weltweiter Technologieführer<br />
zu sein. So etwa ist es der einzige Anbieter,<br />
der seinen Kunden Gesamtlösungen<br />
für Feinschneidprozesse zur<br />
Verfügung stellt. Dazu gehören neben<br />
den Feinschneidpressen auch Machbarkeitsstudien<br />
mit originalgetreuen<br />
Bau- und Versuchsmustern, weiter die<br />
Entwicklung, Erprobung und praxisorientierte<br />
Optimierung von Werkzeug-<br />
Prototypen und damit serienfähigen<br />
Werkzeugen, sowie die Auslegung und<br />
Lieferung von vor- und nachgelagerten<br />
Peripheriesystemen.<br />
Für den Kunden ist es ausschlaggebend,<br />
dass die Werkzeuge innert kürzester<br />
Frist für die Massenproduktion<br />
hochwertiger Teile fähig sind. Damit<br />
dieses Ziel schnell erreicht ist, müssen<br />
jedoch auch die Zuführung der Rohmaterialien<br />
und die schonende Entnahme<br />
der fertigen Werkstücke und Butzen<br />
geklärt sein. Eine prozesssichere Fertigung<br />
benötigt neben der hohen Verfügbarkeit<br />
von Presse und Werkzeug<br />
auch eine minuziöse Feinabstimmung<br />
aller beteiligten Technologieparameter<br />
wie Werkzeugwerkstoffe und -design,<br />
Teilewerkstoffe und -gestaltung, aber<br />
auch der Schmierstoffe. Aus diesen<br />
Gründen wirkt <strong>Feintool</strong> auch bei der<br />
Entwicklung von Schmierstoffen und<br />
Werkzeugbeschichtungen mit: Beispiele<br />
sind chlorfreie Schneidöle für<br />
dickere Materialien, oder die Standzeiterhöhung<br />
der Werkzeug-Aktivelemente<br />
durch Beschichtung mit TiN (Titannitrid)<br />
oder TiCN (Titan-Carbo-Nitrid).<br />
Die Simulationsprogramme, mit denen<br />
sich der Feinschneidprozess schon<br />
während der Produktentwicklung auf<br />
dem Computer weitgehend optimieren<br />
lässt, sind in enger Zusammenarbeit<br />
mit technischen Hochschulen in Europa,<br />
Asien und den USA in laufender<br />
Weiterentwicklung.<br />
Der professionelle Support durch die<br />
<strong>Feintool</strong>-Spezialisten in Projektmanagement,<br />
Engineering, Werkzeugbau<br />
und Produktion wird bei Rotomatika<br />
sehr geschätzt. In nunmehr bereits<br />
25jähriger Zusammenarbeit machte<br />
das Unternehmen beste Erfahrungen<br />
mit <strong>Feintool</strong>. Deren kompetente Unterstützung<br />
beginnt bereits bei der Planung<br />
einer Investition und bewährt sich<br />
über die Installation und Inbetriebnahme<br />
von Maschinen und Werkzeugen<br />
bis zur Optimierung der Produktion.<br />
Autor:<br />
Martin Wohlgenannt,<br />
Technischer Fachredakteur BR<br />
in Dornbirn<br />
martin.wohlgenannt@aon.at<br />
<strong>Feintool</strong> Technologie AG Lyss<br />
Industriering 3, CH-3250 Lyss<br />
Phone +41 (0)32 387 51 11<br />
Fax + 41 (0)32 387 57 80<br />
feintool-ftl@feintool.com<br />
Feinschneiden wurde bei Rotomatika in<br />
den letzten Jahren ein strategisch zunehmend<br />
wichtiger Unternehmensbereich.<br />
Es liegt auf der Hand, dass bei qualitativ<br />
hochstehenden Produkten auch sehr<br />
hohe Anforderungen an die Oberflächenqualität<br />
gestellt werden.<br />
FT FE-ausräumer 03.09