

Schweißzusatzwerkstoffe - EPA - Schweisstechnik GmbH
Schweißzusatzwerkstoffe - EPA - Schweisstechnik GmbH
Schweißzusatzwerkstoffe - EPA - Schweisstechnik GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
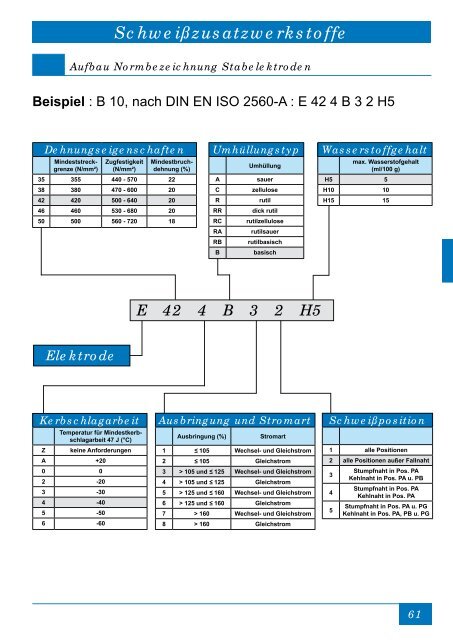
Aufbau Normbezeichnung Stabelektroden<br />
Beispiel : B 10, nach DIN EN ISO 2560-A : E 42 4 B 3 2 H5<br />
Elektrode<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Dehnungseigenschaften<br />
Mindeststreckgrenze<br />
(N/mm²)<br />
Zugfestigkeit<br />
(N/mm²)<br />
Mindestbruchdehnung<br />
(%)<br />
35 355 440 - 570 22<br />
38 380 470 - 600 20<br />
42 420 500 - 640 20<br />
46 460 530 - 680 20<br />
50 500 560 - 720 18<br />
Kerbschlagarbeit<br />
Temperatur für Mindestkerbschlagarbeit<br />
47 J (°C)<br />
Z keine Anforderungen<br />
A +20<br />
0 0<br />
2 -20<br />
3 -30<br />
4 -40<br />
5 -50<br />
6 -60<br />
Umhüllungstyp<br />
Umhüllung<br />
A sauer<br />
C zellulose<br />
R rutil<br />
RR dick rutil<br />
RC rutilzellulose<br />
RA rutilsauer<br />
RB rutilbasisch<br />
B basisch<br />
E 42 4 B 3 2 H5<br />
Ausbringung und Stromart<br />
Ausbringung (%) Stromart<br />
1 ≤ 105 Wechsel- und Gleichstrom<br />
2 ≤ 105 Gleichstrom<br />
3 > 105 und ≤ 125 Wechsel- und Gleichstrom<br />
4 > 105 und ≤ 125 Gleichstrom<br />
5 > 125 und ≤ 160 Wechsel- und Gleichstrom<br />
6 > 125 und ≤ 160 Gleichstrom<br />
7 > 160 Wechsel- und Gleichstrom<br />
8 > 160 Gleichstrom<br />
Wasserstoffgehalt<br />
max. Wasserstofgehalt<br />
(ml/100 g)<br />
H5 5<br />
H10 10<br />
H15 15<br />
Schweißposition<br />
1 alle Positionen<br />
2 alle Positionen außer Fallnaht<br />
Stumpfnaht in Pos. PA<br />
3<br />
Kehlnaht in Pos. PA u. PB<br />
Stumpfnaht in Pos. PA<br />
4<br />
Kehlnaht in Pos. PA<br />
Stumpfnaht in Pos. PA u. PG<br />
5<br />
Kehlnaht in Pos. PA, PB u. PG<br />
61
Stumpfnähte<br />
Blech<br />
Stumpfnähte<br />
Rohr<br />
=+ Gleichstrom - Elektrode am Pluspol<br />
= -<br />
Gleichstrom - Elektrode am Minuspol<br />
=+/-<br />
Gleichstrom - Elektrode am Plus- oder Minuspol<br />
~ Wechselstrom<br />
=+ ~<br />
= - ~<br />
=+/ - ~<br />
+= ~<br />
= ~<br />
Rohr<br />
Achse<br />
Schweißung<br />
Kehlnähte<br />
Blech<br />
Kehlnähte<br />
Rohr<br />
62<br />
Rohr<br />
Achse<br />
Schweißung<br />
-<br />
/+= ~<br />
-<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Schweißpositionen nach EN 287 / EN ISO 6947<br />
PA<br />
Wannenposition<br />
PA<br />
rotierend<br />
waagerecht<br />
Wanne<br />
PA<br />
Wannenposition<br />
PB<br />
rotierend<br />
waagerecht<br />
horizontal-vertikal<br />
PC<br />
Querposition<br />
PC<br />
fest<br />
senkrecht<br />
quer<br />
PC<br />
Horizontal-Vertikalposition<br />
PB<br />
fest<br />
senkrecht<br />
horizontal-vertikal<br />
PE<br />
Überkopfposition<br />
PG<br />
fest<br />
waagerecht<br />
fallend<br />
PE<br />
Horizontal-Überkopfposition<br />
PD<br />
fest<br />
senkrecht<br />
horizontal-überkopf<br />
PG<br />
Fallposition<br />
PF<br />
fest<br />
waagerecht<br />
steigend<br />
PG<br />
Fallposition<br />
PG<br />
fest<br />
waagerecht<br />
fallend<br />
Bevorzugt Gleichstrom - Elektrode am Pluspol / Wechselstrom<br />
PF<br />
Steigposition<br />
H-L045<br />
fest<br />
geneigt (z.B. 45°)<br />
steigend<br />
PF<br />
Steigposition<br />
PF<br />
fest<br />
waagerecht<br />
steigend<br />
Symbole für Stromart und Polung<br />
Bevorzugt Gleichstrom - Elektrode am Minuspol / Wechselstrom<br />
Bevorzugt Gleichstrom - Elektrode am Plus- oder Minuspol / Wechselstrom<br />
Bevorzugt Wechselstrom / Gleichstrom - Elektrode am Pluspol<br />
Bevorzugt Wechselstrom / Gleichstrom - Elektrode am Minuspol<br />
Bevorzugt Wechselstrom / Gleichstrom - Elektrode am Plus- oder Minuspol
4.1111<br />
4.1112<br />
4.1113<br />
4.1114<br />
4.1115<br />
4.1121<br />
4.1122<br />
4.1123<br />
4.1124<br />
4.1181<br />
4.1182<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden für niedriglegierte Stähle<br />
R(C)3<br />
Rutilzellulose-mitteldickumhüllte Stabelektrode für alle Positionen, speziell für Heft-, Montageund<br />
Fallnahtschweißung. Der scharfe Lichtbogen ermöglicht Schweißen von geprimerten, verzinkten,<br />
angerosteten und verzunderten Stählen.<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,0 mm x 300 mm 40 - 60 10,00 4,00 400 20,00 2.000<br />
2,5 mm x 350 mm 60 - 100 17,60 4,40 250 22,00 1.250<br />
3,2 mm x 350 mm 100 - 140 30,30 5,00 165 25,00 825<br />
4,0 mm x 350 mm 110 - 170 44,00 4,40 100 22,00 500<br />
5,0 mm x 450 mm 150 - 210 92,31 6,00 65 30,00 325<br />
EN ISO 2560-A : E 38 0 RC 11 AWS A-5.1 : E 6013 EN 499 : E 38 0 RC 11 DIN 1913 : E 43 22 R(C) 3<br />
Zulassungen : TÜV,DB,CE Stromart : = - ~ Schweißpositionen : PA,PB,PC,PE,PF,PG<br />
R(C)3 blau<br />
Rutilzellulose-mitteldickumhüllte Stabelektrode für alle Positionen, speziell für Heft-, Montageund<br />
Fallnahtschweißung. Der scharfe Lichtbogen ermöglicht Schweißen von geprimerten, verzinkten,<br />
angerosteten und verzunderten Stählen.<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,0 mm x 300 mm 40 - 60 10,53 4,00 380 20,00 1.900<br />
2,5 mm x 350 mm 60 - 100 19,38 4,40 227 22,00 1.135<br />
3,2 mm x 350 mm 100 - 140 32,35 4,40 136 22,00 680<br />
4,0 mm x 350 mm 110 - 170 48,88 4,40 90 22,00 450<br />
EN ISO 2560-A : E 38 0 RC 11 AWS A-5.1 : E 6013 EN 499 : E 38 0 RC 11 DIN 1913 : E 43 22 R(C) 3<br />
Zulassungen : TÜV Stromart : = - ~ Schweißpositionen : PA,PB,PC,PE,PF,PG<br />
RR(C)5 TRB-Rot<br />
Rutilzellulose-dickumhüllte Universal-Stabelektrode mit besonders leichter Verschweißbarkeit,<br />
auch in fallender Position, saubere Nahtzeichnung, gute Schlackeentfernbarkeit, mäßige Spritzverluste<br />
und gute Zündbarkeit<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,5 mm x 350 mm 60 - 85 19,21 4,40 229 22,00 1.145<br />
3,2 mm x 350 mm 90 - 135 32,59 4,40 135 22,00 675<br />
EN ISO 2560-A : E 42 0 RC 11 AWS A-5.1 : E 6013 EN 499 : E 42 0 RC 11 DIN 1913 : E 51 32 RR(C) 5<br />
Zulassungen : TÜV,DB,CE Stromart : =+/ -<br />
~ Schweißpositionen : PA,PB,PC,PF<br />
63
64<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden für niedriglegierte Stähle<br />
RR(C)6<br />
Rutilzellulose-dickumhüllte Universal-Stabelektrode für alle Positionen, mit besonders leichter<br />
Verschweißbarkeit, auch in fallender Position, saubere Nahtzeichnung, gute Schlackeentfernbarkeit,<br />
wenig Spritzverluste und gute Zündbarkeit<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
1.100 22,00 220 4,40 20,00 55 - 95 2,5 mm x 350 mm<br />
590 20,00 118 4,00 33,89 80 - 150 3,2 mm x 350 mm<br />
385 20,00 77 4,00 51,94 110 - 200 4,0 mm x 350 mm<br />
EN ISO 2560-A : E 42 0 RC 11 AWS A-5.1 : E 6013 EN 499 : E 42 0 RC 11 DIN 1913 : E 51 22 RR(C)6<br />
Zulassungen : TÜV,DB,CE Stromart : = - ~ Schweißpositionen : PA,PB,PC,PF<br />
RR 6<br />
Rutil-dickumhüllte Stabelektrode, sehr feinschuppiges Nahtbild, flache Hohlkehlnaht, selbstabhebende<br />
Schlacke, auch für verzinkte oder geprimerte Bleche einsetzbar<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
2.835 17,00 567 3,40 5,99 25 - 50 1,6 mm x 250 mm<br />
1.820 20,00 364 4,00 10,99 45 - 75 2,0 mm x 300 mm<br />
1.060 22,00 212 4,40 20,75 60 - 100 2,5 mm x 350 mm<br />
560 20,00 112 4,00 35,71 90 - 140 3,2 mm x 350 mm<br />
550 25,00 110 5,00 45,45 90 - 140 3,2 mm x 450 mm<br />
410 27,00 82 4,40 53,66 150 - 190 4,0 mm x 350 mm<br />
395 27,00 79 5,40 68,35 150 - 190 4,0 mm x 450 mm<br />
250 27,00 50 5,40 108,00 190 - 240 5,0 mm x 450 mm<br />
175 27,00 35 5,40 154,29 230 - 300 6,0 mm x 450 mm<br />
EN ISO 2560-A : E 42 0 RR 12 AWS A-5.1 : E 6013 EN 499 : E 42 0 RR 12 DIN 1913 : E 51 22 RR 6<br />
Zulassungen : TÜV,DB,CE Stromart : = - ~ Schweißpositionen : PA,PB,PC,PE,PF<br />
RR 6 gelb<br />
Universal-Stabelektrode, sehr feinschuppiges Nahtbild, flache Hohlkehlnaht, selbstabhebende<br />
Schlacke, auch für verzinkte oder geprimerte Bleche einsetzbar, für verzinkte Bleche bis 2,5 mm<br />
auch in fallender Position<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
1.725 20,00 345 4,00 11,59 45 - 75 2,0 mm x 300 mm<br />
1.050 22,00 210 4,40 20,95 60 - 100 2,5 mm x 350 mm<br />
570 20,00 114 4,00 35,09 90 - 140 3,2 mm x 350 mm<br />
460 22,00 92 4,40 47,83 150 - 190 4,0 mm x 350 mm<br />
EN ISO 2560-A : E 42 0 RR 12 AWS A-5.1 : E 6013 EN 499 : E 42 0 RR 12 DIN 1913 : E 51 22 RR 6<br />
Zulassungen : DB,CE Stromart : = - ~<br />
Schweißpositionen : PA,PB,PC,PF<br />
4.1131<br />
4.1132<br />
4.1133<br />
4.1141<br />
4.1142<br />
4.1143<br />
4.1144<br />
4.1145<br />
4.1146<br />
4.1147<br />
4.1148<br />
4.1149<br />
4.1186<br />
4.1187<br />
4.1188<br />
4.1189
4.1151<br />
4.1152<br />
4.1153<br />
4.1161<br />
4.1162<br />
4.1163<br />
4.1164<br />
4.1165<br />
4.1166<br />
4.1171<br />
4.1172<br />
4.1173<br />
4.1174<br />
4.1175<br />
4.1191<br />
4.1192<br />
4.1193<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden für niedriglegierte Stähle<br />
RR (B) 7<br />
Rutilbasisch-dickumhüllte Stabelektrode, bevorzugt zum Wurzelschweißen, gutes Schweißverhalten<br />
in der Stehnaht, Schlacke leicht entfernbar<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,5 mm x 350 mm 70 - 100 19,13 4,40 230 22,00 1.150<br />
3,2 mm x 350 mm 110 - 140 33,59 4,40 131 22,00 655<br />
4,0 mm x 350 mm 140 - 180 47,31 4,40 93 22,00 465<br />
EN ISO 2560-A : E 35 2 RB 12 AWS A-5.1 : E 6013 EN 499 : E 35 2 RB 12 DIN 1913 : E 43 43 RR(B) 7<br />
Zulassungen : TÜV,DB,CE Stromart : = - ~ Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
B 10<br />
Basisch-dickumhüllte Stabelektrode mit 115 % Schweißgutausbringung, durch hohe Zähigkeit<br />
auch für schrumpfbehinderte Schweißungen geeignet<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,5 mm x 350 mm 80 - 110 19,04 4,00 175 20,00 1.050<br />
3,2 mm x 350 mm 110 - 140 35,71 4,00 112 20,00 560<br />
3,2 mm x 450 mm 110 - 140 49,09 5,40 110 27,00 550<br />
4,0 mm x 450 mm 160 - 190 67,50 5,40 80 27,00 400<br />
5,0 mm x 450 mm 190 - 260 103,85 5,40 52 27,00 260<br />
6,0 mm x 450 mm 200 - 290 150,00 5,40 36 27,00 180<br />
EN ISO 2560-A : E 42 4 B 32 H5 AWS A-5.1 : E 7018 EN 499 : E 42 4 B 32 H5 DIN 1913 : E 51 55 B 10<br />
Zulassungen : TÜV,DB,CE Stromart : = + ~ Schweißpositionen : PA,PB,PC,PE,PF<br />
B (R) 10<br />
Basisch-dickumhüllte Stabelektrode, gut geeignet zum Schweißen in Zwangspositionen, der<br />
Lichtbogen ist gerichteter, der Werkstoffübergang ist feintropfiger<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,5 mm x 350 mm 50 - 85 19,42 4,00 206 20,00 1.030<br />
3,2 mm x 350 mm 85 - 135 33,33 4,00 120 20,00 600<br />
3,2 mm x 450 mm 85 - 135 42,74 5,00 117 25,00 585<br />
4,0 mm x 450 mm 135 - 190 64,10 5,00 78 25,00 390<br />
5,0 mm x 450 mm 190 - 260 100,00 5,00 50 25,00 250<br />
EN ISO 2560-A : E 42 2 B 12 H10 AWS A-5.1 : E 7016 EN 499 : E 42 2 B 12 H10 DIN 1913 : E 51 43 B(R) 10<br />
Zulassungen : TÜV,DB,CE Stromart : = + ~ Schweißpositionen : PA,PB,PC,PD,PE,PF,PG<br />
RR 11<br />
Rutilumhüllte Hochleistungselektrode mit 150% Ausbringung, bevorzugt für Kehlnähte, Füll- und<br />
Decklagen, sehr wirtschaftlich<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
3,2 mm x 450 mm 130 - 170 71,23 5,20 73 26,00 365<br />
4,0 mm x 450 mm 160 - 230 110,20 5,40 49 27,00 245<br />
5,0 mm x 450 mm 240 - 330 174,19 5,40 31 27,00 155<br />
EN ISO 2560-A : E 35 0 RR 53 AWS A-5.1 : E 7024 EN 499 : E 35 0 RR 53 DIN 1913 : E 43 32 BR 11 150<br />
Zulassungen : TÜV,DB,CE Stromart : = - ~ Schweißpositionen : PA,PB<br />
65
66<br />
Werkstoffe<br />
R(C)3<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
R(C)3 blau<br />
RR(C)5-TRB Rot<br />
Allgemeine Baustähle<br />
1.0037 S 235JR • • • • • • • • • •<br />
1.0116 S 235J2G3 • • • • • • • • • •<br />
1.0044 S 275JR • • • • • • • • • •<br />
1.0144 S 275J2G3 • • • • • • • • • •<br />
1.0570 S 355J2G3 • • • • • • • • • •<br />
1.0050 E 295 • • •<br />
1.0060 E 335 •<br />
1.0070 E 360 •<br />
Schiffsbaustähle<br />
A • • • • • • • • • •<br />
A u. A 32/36 • • •<br />
A-D • • • • • • • • • •<br />
A-D u. A 32-D36 • •<br />
A-E • •<br />
A-E u. A 32-E 36 • •<br />
Rohrstähle<br />
1.0308 S235G2T • • • • • • • • • •<br />
1.0309 • • • • • • • • • •<br />
1.0408 S 255GT • • • • • • • • • •<br />
1.0418 L 245MB • • • • • • • • • •<br />
1.0580 S 355GT • • • • • • • • • •<br />
1.0581 P 355T2 • • • • • • • • • •<br />
Fernleitungsrohre<br />
1.0581 L 210 • • • • • • • • • •<br />
1.0457 L 245NB • • • • • • • • • •<br />
1.0484 L 290NB • • • • • • • • • •<br />
1.0429 L 290MB • • • • • • • • • •<br />
1.0430 L 320M • • • • • • • • • •<br />
1.0582 L 360NB • • • • • •<br />
1.0578 L 360MB • • • • • •<br />
1.8970 L 385N • • •<br />
Nahtlose Rohre aus warmfesten Stählen<br />
1.0305 P 235G1TH • • • • • • • • • •<br />
1.0405 P 255G1TH • • • • • • • • • •<br />
1.0481 P 295GH • • • • • • • • • •<br />
1.0482 P 310GH • • • • • • • • • •<br />
Kesselbleche<br />
1.0345 P 235GH • • • • • • • • • •<br />
1.0425 P 265GH • • • • • • • • • •<br />
1.0481 P 295GH • • • • • • • • • •<br />
1.0473 P 355GH • • • • • • • • • •<br />
Warmfester Stahlguss<br />
1.0619 GP 240GH • • • • • • • • • •<br />
RR(C)6<br />
RR6<br />
RR6 gelb<br />
RR(B)7<br />
B10<br />
B(R)10<br />
RR 11<br />
Liste der Grundwerkstoffe<br />
Werkstoffe<br />
R(C)3<br />
R(C)3 blau<br />
RR(C)5-TRB Rot<br />
Stahlguss<br />
1.0420 GE 200 • • •<br />
1.0446 GE 240 • •<br />
1.0552 GE 260 • •<br />
1.0558 GE 300 • •<br />
Vergütungsstähle<br />
1.0501 C 22 • • • • • • • • • •<br />
1.0501 C 35 • •<br />
1.0503 C 45 • •<br />
1.0535 C 55 •<br />
1.0601 C 60 •<br />
1.1151 Ck 22 • • • • • • • • • •<br />
1.1181 Ck 35 • •<br />
1.1191 Ck 45 • •<br />
1.1203 Ck 55 •<br />
1.1221 Ck 60 •<br />
1.1165 30 Mn 5 •<br />
Schweißgeeignete Feinkornbaustähle<br />
1.0461 S 255N • • • • • • • • • •<br />
1.0486 P 275N • • • • • • • • • •<br />
1.0505 P 315N • • • • • • • • • •<br />
1.0562 P 355N • • • • • • • • • •<br />
Feinkornbaustähle<br />
1.0462 P 255NH • • • • • • • • •<br />
1.0487 P 275NH • • • • •<br />
1.0506 P 315NH • • • • •<br />
1.0565 P 355NH • • • • •<br />
Kaltzähe Feinkornbaustähle<br />
1.0463 S 255NL • • • • • •<br />
1.0488 P 275NL1 • • • • • •<br />
1.0508 P 315NL • • •<br />
1.0566 P 355NL1 • • •<br />
Kaltzähe Feinkornbaustähle (Sonderreihe) nach DIN 17 102<br />
1.1103 S 255NL1 • • •<br />
1.1104 P 275NL2 • • •<br />
1.1105 S 315NL1 • • •<br />
1.1106 P 355NL2 • • •<br />
1.8911 S 380NL1 •<br />
Alterungsbeständige Stähle<br />
1.0346 H 220G1 • • •<br />
1.0426 p 280GH • • •<br />
1.0436 P 305GH • • •<br />
1.0577 S 355J2G4 • • •<br />
• - geeignet • - bedingt geeignet<br />
Der Einsatzbereich ist grundsätzlich zu überprüfen und gegebenenfalls bei überwachungspflichtigen Bauteilen mit den Zulassungen<br />
abzustimmen.<br />
RR(C)6<br />
RR6<br />
RR6 gelb<br />
RR(B)7<br />
B10<br />
B(R)10<br />
RR 11
4.1211<br />
4.1212<br />
4.1213<br />
4.1221<br />
4.1222<br />
4.1223<br />
4.1311<br />
4.1312<br />
4.1313<br />
4.1314<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden für mittellegierte Stähle<br />
MO<br />
Basischumhüllte Stabelelektrode zum Schweißen warmfester Stähle bei Betriebstemperaturen<br />
bis 550°C<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,5 mm x 350 mm 80 - 110 21,46 4,40 205 22,00 1.025<br />
3,2 mm x 450 mm 110 - 140 35,71 4,00 112 20,00 560<br />
4,0 mm x 450 mm 150 - 190 51,76 4,40 85 22,00 425<br />
EN ISO 3580-A : E Mo B 32 AWS A-5.5 : E 7018-A1 EN 499 : E 42 2 Mo B 42 DIN 8575 : E Mo B 26<br />
Werkst.Nr. : 1.5424 Zulassungen : TÜV Stromart : = + Schweißpositionen : PA,PB,PC,PE,PF,PG<br />
Wichtigste Grundwerkstoffe:P 235 G1TH,P 255 G1TH,P 310 GH,16 MO 3,L 320,L 360 NB,L 415 NB<br />
CrMo1<br />
Basischumhüllte Stabelektrode zum Schweißen warmfester und druckwasserstoffbeständiger<br />
Stähle bei Betriebstemperaturen bis 570°C, Schweißgut gegen interkristalline Spannungsrisskorrosion<br />
beständig<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,5 mm x 350 mm 80 - 110 21,46 4,40 205 22,00 1.025<br />
3,2 mm x 350 mm 100 - 140 35,71 4,00 112 20,00 560<br />
4,0 mm x 350 mm 150 - 190 63,53 5,40 85 27,00 425<br />
Werkst.Nr. : 1.7339 EN 1599 : E CrMo 1 B 42 AWS A-5.5 : E 8018-B2 DIN 8575 : E CrMo 1 B 20+<br />
Zulassungen : TÜV,DB,CE Stromart : = +<br />
Schweißpositionen : PA,PB,PC,PE,PF,PG<br />
Wichtigste Grundwerkstoffe : P 295 GH, 13 Cr Mo 4-5, 25 Cr Mo 4<br />
Stabelektroden zum Auftragschweißen<br />
600 B<br />
Basischumhüllte Stabelektrode zum Schweißen zähharter abriebfester Auftragungen auf Maschinenteilen<br />
aus Baustahl, Stahlguss und Manganhartstahl, unbehandeltes Schweißgut nur durch<br />
Schleifen bearbeitbar<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,5 mm x 350 mm 80 - 110 21,73 5,00 230 20,00 920<br />
3,2 mm x 450 mm 100 - 160 37,03 5,00 135 20,00 540<br />
4,0 mm x 450 mm 160 - 220 68,18 6,00 88 24,00 352<br />
5,0 mm x 450 mm 190 - 260 109,09 6,00 55 24,00 220<br />
Werkst.Nr. : ~1.4718 EN ISO 14700 : E Fe 8 DIN 8555 : E 6 - UM - 60<br />
Zulassungen : - Stromart : = + ~<br />
Schweißpositionen : PA,PB,PC,PE,PF<br />
Einsatz : Auftragungen an Laufflächen, Raupenketten, Laufrädern, Kollergängen, Baggerteilen,<br />
Förderschnecken, Walzenbrecher, Schlaghämmer, Nocken, Spannbacken, Prallbacken, Mischerarme,<br />
Ambosse<br />
67
68<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden zum Auftragschweißen<br />
600 T<br />
Rutilumhüllte Stabelektrode zum Schweißen zähharter abriebfester Auftragungen auf Maschinenteilen<br />
aus Baustahl, Stahlguss und Manganhartstahl<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
908 20,00 227 5,00 22,02 60 - 70 2,5 mm x 350 mm<br />
560 20,00 140 5,00 35,71 80 - 100 3,2 mm x 450 mm<br />
340 24,00 85 6,00 70,59 100 - 130 4,0 mm x 450 mm<br />
208 24,00 52 6,00 115,38 130 - 180 5,0 mm x 450 mm<br />
Werkst.Nr. : ~1.4718 EN ISO 14700 : E Fe 8 DIN 8555 : E 6 - UM - 60<br />
Zulassungen : - Stromart : = + ~<br />
Schweißpositionen : PA,PB,PC,PE,PF<br />
Einsatz : Auftragungen an Laufflächen, Raupenketten, Laufrädern, Kollergängen, Baggerteilen, Förderschnecken,<br />
Walzenbrecher, Schlaghämmer, Nocken, Spannbacken, Prallbacken, Mischerarme, Ambosse<br />
Dur 59<br />
Rutilumhüllte Hochleistungselektrode mit 160 % Ausbringung<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
636 20,00 159 5,00 31,45 60 - 70 2,5 mm x 350 mm<br />
376 20,00 94 5,00 53,19 80 - 100 3,2 mm x 350 mm<br />
232 24,00 58 6,00 103,45 100 - 130 4,0 mm x 450 mm<br />
148 24,00 37 6,00 162,16 130 - 180 5,0 mm x 450 mm<br />
Werkst.Nr. : - EN ISO 14700 : E Fe 15 DIN 8555 : E 10 - UM - 60 - GRZ<br />
Zulassungen : - Stromart : = + ~<br />
Schweißpositionen : PA,PB,PC<br />
Einsatz : Auftragungen an Baggerzähnen, Förderanlagen, Misch- und Rührflügeln, Preßformen, Führungen<br />
und Rutschen, die mit wenig Druck und Schlag beansprucht werden<br />
Stabelektroden für Gusseisen-Kaltschweißungen<br />
Ni<br />
Basisch-graphitisch umhüllte Stabelektrode mit Reinnickel-Kernstab<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
636 20,00 238 5,00 21,01 50 - 100 2,5 mm x 350 mm<br />
376 20,00 149 5,00 33,56 70 - 130 3,2 mm x 350 mm<br />
232 20,00 101 5,00 49,50 90 - 150 4,0 mm x 350 mm<br />
EN ISO 1071 : E C Ni Ci 1 AWS A 5.15 : E Ni - Ci DIN 8573 : E Ni - BG 22<br />
Zulassungen : - Stromart : =+/ - ~<br />
Schweißpositionen : PA,PB,PC,PE,PF,PG<br />
Einsatz : Gusseisen mit Lamellengraphit (z.B. GG-10 bis GG-35), weißer und schwarzer Temperguss<br />
Ni Fe<br />
Basisch-graphitisch umhüllte Stabelektrode mit Nickel-Eisen-Kernstab<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
1.228 20,00 307 5,00 16,29 60 - 90 2,5 mm x 300 mm<br />
640 20,00 160 5,00 31,25 90 - 130 3,2 mm x 350 mm<br />
420 24,00 105 5,00 47,62 120 - 150 4,0 mm x 350 mm<br />
EN ISO 1071 : E C Ni Fe 11 AWS A 5.15 : E Ni Fe - Ci DIN 8573 : E Ni Fe - 1 - BG 23<br />
Zulassungen : - Stromart : = + ~<br />
Schweißpositionen : PA,PB,PC,PE,PF,PG<br />
Einsatz : Gusseisen mit Kugelgraphit (z.B. GGG-40 bis GGG-80), weißer und schwarzer Temperguss,<br />
Gusseisen mit unlegierten Stählen<br />
4.1321<br />
4.1322<br />
4.1323<br />
4.1324<br />
4.1331<br />
4.1332<br />
4.1333<br />
4.1334<br />
4.1361<br />
4.1362<br />
4.1363<br />
4.1371<br />
4.1372<br />
4.1373
4.1411<br />
4.1412<br />
4.1413<br />
4.1414<br />
4.1415<br />
4.1416<br />
4.1420<br />
4.1421<br />
4.1422<br />
4.1423<br />
4.1424<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden für hochlegierte Stähle<br />
Stabelektroden für hochlegierte Stähle<br />
4316 AC / 308 L<br />
Rutilumhüllte Stabelektrode für Schweißungen nichtrostender austenitischer Stähle für Betriebstemperaturen<br />
von -120 °C bis 500 °C<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
1,6 mm x 250 mm 30 - 40 6,60 3,50 530 14,00 2.120<br />
2,0 mm x 300 mm 40 - 55 11,60 4,00 345 16,00 1.380<br />
2,5 mm x 300 mm 50 - 75 18,10 4,00 221 16,00 884<br />
3,2 mm x 350 mm 65 - 110 35,71 5,00 140 20,00 560<br />
4,0 mm x 350 mm 90 - 140 54,35 5,00 92 20,00 368<br />
5,0 mm x 450 mm 120 - 170 109,10 6,00 55 24,00 220<br />
Werkst.Nr. : 1.4316 EN 1600 : E 19 9 L R 12 AWS A 5.4 : E 308 L-17 DIN 8556 : E 19 9 L R 23<br />
Zulassungen : TÜV,DB,CE Stromart : = + ~ Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : 1.4306 X2CrNi19-11, 1.4312 GX10CrNi18-10, 1.4311 X2CrNi18-10, 1.4541 X6CrNiTi18-10,<br />
1.4300 X 12 CrNi 18 8, 1.4550 X6CrNiNb18-10, 1.4301 X5CrNi18-10, 1.4552 GX5CrNiNb19-11,<br />
1.4308 GX5CrNi19-10<br />
4551 AC / 347<br />
Rutilumhüllte Stabelektrode für Schweißungen nichtrostender austenitischer Stähle für Betriebstemperaturen<br />
von -60 °C bis 400 °C<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,0 mm x 300 mm 25 - 55 11,59 4,00 345 16,00 1.380<br />
2,5 mm x 300 mm 40 - 80 18,10 4,00 221 16,00 884<br />
3,2 mm x 350 mm 65 - 110 35,71 5,00 140 20,00 560<br />
4,0 mm x 350 mm 100 - 140 54,35 5,00 92 20,00 368<br />
5,0 mm x 450 mm 120 - 170 109,10 6,00 55 24,00 220<br />
Werkst.Nr. : 1.4551 EN 1600 : E 19 9 Nb R 12 AWS A 5.4 : E 347-17 DIN 8556 : E 19 9 Nb R 23<br />
Zulassungen : TÜV,DB,CE Stromart : = + ~<br />
Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : 1.4300 X 12 CrNi 18 8, 1.4541 X6CrNiTi18-10, 1.4301 X5CrNi18-10,<br />
1.4550 X6CrNiTi18-10, 1.4308 GX5CrNi19-10, 1.4552 GX5CrNiNb19-11, 1.4312 GX10CrNi18-10<br />
69
70<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden für hochlegierte Stähle<br />
4430 AC / 316 L<br />
Rutilumhüllte Stabelektrode für Schweißungen nichtrostender austenitischer Stähle für Betriebstemperaturen<br />
von -120 °C bis 400 °C<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
2.456 14,00 614 3,50 5,70 30 - 40 1,6 mm x 250 mm<br />
1.380 16,00 345 4,00 11,59 35 - 55 2,0 mm x 300 mm<br />
884 16,00 221 4,00 18,10 50 - 80 2,5 mm x 300 mm<br />
560 20,00 140 5,00 35,71 70 - 110 3,2 mm x 350 mm<br />
368 20,00 92 5,00 54,34 95 - 140 4,0 mm x 350 mm<br />
220 24,00 55 6,00 109,10 125 - 170 5,0 mm x 450 mm<br />
Werkst.Nr. : 1.4430 EN 1600 : E 19 12 3 LR 12 AWS A 5.4 : E 316 L-17 DIN 8556 : E 19 12 3 LR 23<br />
Zulassungen : TÜV,DB,CE Stromart : = + ~ Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : 1.4404 X2CrNiMo17-13-2, 1.4437 GX6CrNiMo18-12, 1.4435 X2CrNiMo18-14-3,<br />
1.4408 GX5CrNiMo19-11-2, 1.4409 GX2CrNiMo19-11-2, 1.4571 X6CrNiMoTi17-12-2<br />
1.4429 X2CrNiMoN17-13-3, 1.4580 X6CrNiMoNb17-12-2, 1.4401 X5CrNiMo17-12-2,<br />
1.4581 GX5CrNiMoNb19-11-2, 1.4436 X3CrNIMo17-13-3 1.4583 (G)X10CrNiMoNb18-12<br />
Mischverbindung 1.4583 mit H I / H II, 17Mn 4, 15 Mo 3, StE 255 bis StE 355<br />
P235GH / P256GH, P295GH, 16Mo3, P255N bis P355N max. 300°C<br />
4576 AC / 318<br />
Rutilumhüllte Stabelektrode für Schweißungen nichtrostender austenitischer Stähle für Betriebstemperaturen<br />
von -60 °C bis 400 °C<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
2.224 12,00 556 3,00 5,40 30 - 40 1,5 mm x 250 mm<br />
1.380 16,00 345 4,00 11,59 35 - 55 2,0 mm x 300 mm<br />
884 16,00 221 4,00 18,10 50 - 80 2,5 mm x 300 mm<br />
560 20,00 140 5,00 35,71 70 - 110 3,2 mm x 350 mm<br />
368 20,00 92 5,00 54,34 95 - 140 4,0 mm x 350 mm<br />
220 24,00 55 6,00 109,10 125 - 170 5,0 mm x 450 mm<br />
Werkst.Nr. : 1.4576 EN 1600 : E 19 12 3 Nb R 12 AWS A 5.4 : E 318-17 DIN 8556 : E 19 12 3 Nb R 12<br />
Zulassungen : TÜV,DB,CE Stromart : = + ~ Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : 1.4401 X5CrNiMo17-12-2, 1.4571 X6CrNiMoTi17-12-2, 1.4436 X3CrNiMo17-13-3,<br />
1.4579 X6CrNiMoTi17-12-2, 1.4437 GX6CrNiMo18-12, 1.4580 X6CrNiMoNb17-12-2<br />
1.4408 GX5CrNiMo19-11-2, 1.4583 (G)X10CrNiMoNb18-12<br />
1.4370 AC / 307<br />
Rutilumhüllte Stabelektrode für Schweißungen nichtrostender austenitischer Stähle für Betriebstemperaturen<br />
von -60 °C bis 300 °C<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
936 16,00 234 4,00 17,10 50 - 70 2,5 mm x 300 mm<br />
594 20,00 148 5,00 33,67 70 - 110 3,2 mm x 350 mm<br />
392 20,00 98 5,00 51,02 95 - 140 4,0 mm x 350 mm<br />
236 24,00 59 6,00 101,70 135 - 180 5,0 mm x 450 mm<br />
Werkst.Nr. : 1.4370 EN 1600 : E 18 8 Mn R 12 AWS A 5.4 : E 307-17 DIN 8555 : E 8-UM-200-CKNPZ<br />
Zulassungen : TÜV,DB,CE Stromart : = + ~<br />
Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : Mischverbindung 1.4583 mit H I/H II, 17 Mn 4, StE 355, P235GH / P256GH, P295GH,<br />
P355N, Manganstahl, Panzerstahl und andere härtbare Stähle.<br />
4.1431<br />
4.1432<br />
4.1433<br />
4.1434<br />
4.1435<br />
4.1436<br />
4.1441<br />
4.1442<br />
4.1443<br />
4.1444<br />
4.1445<br />
4.1446<br />
4.1451<br />
4.1452<br />
4.1453<br />
4.1454
4.1461<br />
4.1462<br />
4.1463<br />
4.1464<br />
4.1465<br />
4.1471<br />
4.1472<br />
4.1473<br />
4.1474<br />
4.1475<br />
4.1481<br />
4.1482<br />
4.1483<br />
4.1484<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden für hochlegierte Stähle<br />
29/9 AC / 312<br />
Rutilumhüllte Stabelektrode zum Schweißen artverschiedener Stähle und zum Auftragschweißen,<br />
zunderbeständig bis 1.000 °C<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,0 mm x 300 mm 30 - 60 11,80 4,00 339 16,00 1.356<br />
2,5 mm x 300 mm 50 - 80 17,78 4,00 225 16,00 900<br />
3,2 mm x 350 mm 70 - 100 35,21 5,00 142 20,00 568<br />
4,0 mm x 350 mm 90 - 140 53,19 5,00 94 20,00 376<br />
5,0 mm x 450 mm 130 - 180 111,11 6,00 54 24,00 216<br />
Werkst.Nr. : 1.4337 EN 1600 : E 29 9 R 12 AWS A 5.4 : E 312-17 DIN 8555 : E 9-UM-200-CKRTZ<br />
Zulassungen : DB Stromart : = + ~ Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : Schwer schweißbare Grundmaterialien wie: hoch kohlenstoffhaltiger Stahl, Werkzeugstahl,<br />
Federstahl, Manganhartstahl, Einsatzstahl, Rapidstahl, Stahlguss, Panzerstahl, Verbindungen dieser<br />
Werkstoffe untereinander oder in Verbindung mit anderen Stählen<br />
Für Auftragungen und Reparaturen an Schienen, Wellen, Kupplungen, Laufrädern, Warmarbeitswerkzeugen,<br />
Press- Abgrat-, Stanzmatrizen. Härte nach Kaltverfestigung: ca. 360 HB<br />
4459 AC / 309 Mo<br />
Rutilumhüllte Stabelektrode zum Schweißen von artverschiedenen Stählen und nichtrostenden<br />
Plattierungen für Betriebstemperaturen von -20 °C bis 300 °C, glatte, feinschuppige Nähte<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,0 mm x 300 mm 30 - 60 11,80 4,00 339 16,00 1.356<br />
2,5 mm x 300 mm 50 - 80 18,43 4,00 217 16,00 868<br />
3,2 mm x 350 mm 60 - 100 36,23 5,00 138 20,00 552<br />
4,0 mm x 350 mm 80 - 140 54,94 5,00 91 20,00 364<br />
5,0 mm x 450 mm 130 - 170 111,11 6,00 54 24,00 216<br />
Werkst.Nr. : 1.4559 EN 1600 : E 23 12 2 L R 12 AWS A 5.4 : E 309 MoL-17 DIN 8556 : E 23 12 2 L R 23<br />
Zulassungen : TÜV,DB,CE Stromart : = + ~ Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : Mischverbindung 1.4583 mit H I / H II, 17 Mn 4, StE 355. P235GH / P256GH, P295GH,<br />
P355N, Schweißen von Zwischenlagen (1.Lage) / Schweißplattieren von Blechen.<br />
1.4401 X 5 CrNiMo 17 12 3, 1.4404 X 2 CrNiMo 17 13 2<br />
4332 AC / 309 L<br />
Rutilumhüllte Stabelektrode zum Schweißen von artverschiedenen Stählen und nichtrostenden<br />
Plattierungen für Betriebstemperaturen von -60 °C bis 300 °C, warmfest bis 1.000 °C<br />
Abmessung Schweißstrom (A) kg/1000 St. kg/Paket St./Paket kg/Karton St./Karton<br />
2,5 mm x 300 mm 40 - 75 18,26 4,00 219 16,00 876<br />
3,2 mm x 350 mm 75 - 110 36,23 5,00 139 20,00 556<br />
4,0 mm x 350 mm 90 - 140 54,35 5,00 92 20,00 368<br />
5,0 mm x 450 mm 130 - 170 109,09 6,00 55 24,00 220<br />
Werkst.Nr. : 1.4332 EN 1600 : E 23 12 L R 12 AWS A 5.4 : E 309 L-17 DIN 8556 : E 23 12 L R 23<br />
Zulassungen : TÜV Stromart : = + ~<br />
Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : Mischverbindung 1.4583 mit HI / H II, 17 Mn 4, StE 355. P235GH / P256GH, P295GH,<br />
P355N, 1.4825 GX25CrNiSi18-9, 1.4826 GX40CrNiSi22-9, 1.4828 X15CrNiSi20-10,<br />
1.4832 GX25CrNiSi20-14, 1.4301 X5CrNi18-10 für Plattierungen.<br />
71
72<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Stabelektroden für hochlegierte Stähle<br />
4842 AC / 310<br />
Rutilumhüllte Stabelektrode für Schweißungen hitzebeständiger Stähle, zunderbeständig<br />
bis 1.200 °C<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
876 16,00 219 4,00 18,26 50 - 75 2,5 mm x 300 mm<br />
552 20,00 138 5,00 36,23 75 - 110 3,2 mm x 350 mm<br />
364 20,00 91 5,00 54,95 100 - 145 4,0 mm x 350 mm<br />
216 24,00 54 6,00 111,11 120 - 165 5,0 mm x 450 mm<br />
Werkst.Nr. : 1.4842 EN 1600 : E 25 20 R 12 AWS A 5.4 : E 310-16 DIN 8556 : E 25 20 R 26<br />
Zulassungen : CE Stromart : = + ~ Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : 1.4710 GXCrSi6, 1.4832 GX25CrNiSi20-12, 1.4713 X10CrAl7, 1.4841 X15CrNiSi25-20,<br />
1.4762 X10CrAi24, 1.4845 X12CrNi25-21, 1.4825 GX25CrNiSi18-9, 1.4846 GX40CrNiSi25-21,<br />
1.4826 GX40CrNiSi22-9, 1.4848 GX40 CrNiSi25-20, 1.4828 X15CrNiSi20-12<br />
4462 AC<br />
Rutilumhüllte Stabelektrode für Schweißungen artgleicher und artähnlicher ferritischaustenitischer<br />
Stähle (Duplex-Stähle)<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
1.380 16,00 345 4,00 11,59 30 - 60 2,0 mm x 300 mm<br />
884 16,00 221 4,00 18,10 40 - 70 2,5 mm x 300 mm<br />
560 20,00 140 5,00 35,71 60 - 110 3,2 mm x 350 mm<br />
368 20,00 92 5,00 54,34 90 - 145 4,0 mm x 350 mm<br />
220 24,00 55 6,00 109,10 120 - 180 5,0 mm x 450 mm<br />
Werkst.Nr. : 1.4842 EN 1600 : E 22 9 3 N L R 12 AWS A 5.4 : E 2209-17 DIN 8556 : E 22 9 3 L R 23<br />
Zulassungen : TÜV Stromart : = + ~ Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : 1.4347 GX8CrNiN26-7, 1.4462 X2CrNiMoN22-5-3, 1.4362 X2CrNiN23-4,<br />
1.4463 GX 6 CrNiMo 24-8-2, 1.4417 GX2CrNiMoN25-7-3, 1.4575 X1CrNiMoNb28-4-2,<br />
1.4426 GX10CrNiMoN15-4-2, 1.4582 X4CrNiMoNb 25-7, 1.4460 X3CrNiMoN27-5-2<br />
Mischverbindungen: 1.4462 mit 1.4583 und 1.4462 mit H I / H II, 17 Mn 4, 15 Mo 3, StE 255 bis StE 355,<br />
P235GH / P256GH, P295GH, 16Mo3, P255N bis P355N<br />
4431 AC / 308MoL<br />
Rutilumhüllte Stabelektrode für Schweißungen an korrosionsbeständigen CrNiMo-Stählen mit<br />
niedrigen C-Gehalten sowie an artgleichen und artähnlichen stabislisierten und nichtstabilisierten<br />
chemisch beständigen, besonders an rissgefährdeten Werkstoffen<br />
St./Karton kg/Karton St./Paket kg/Paket kg/1000 St. Schweißstrom (A) Abmessung<br />
1.380 16,00 345 4,00 11,59 35 - 50 2,0 mm x 300 mm<br />
868 16,00 217 4,00 18,43 40 - 85 2,5 mm x 300 mm<br />
552 20,00 138 5,00 36,23 70 - 115 3,2 mm x 350 mm<br />
364 20,00 91 5,00 54,95 95 - 140 4,0 mm x 350 mm<br />
Werkst.Nr. : 1.4431 EN 1600 : E 20 10 3 L R 12 AWS A 5.4 : E 308MoL-17 DIN 8556 : E 20 10 3 L R 23<br />
Zulassungen : TÜV Stromart : = + ~<br />
Schweißpositionen : PA,PB,PC,PD,PE,PF<br />
Werkstoffe : 1.4404 X12CrNiMo17-13-2, 1.4436 X3CrNiMo17-133, 1.4435 X2CrNiMo18-14-3,<br />
1.4408 GX5CrNiMo19-11-2, 1.4409 GX2CrNoMo19-11-2 1.4571 X6CrNiMoTi17-12-2,<br />
1.4429 X2CrNiMoN17-13-3, 1.4583 (G)X10CrNiMoNb18-12, 1.4401 X5CrNiMo17-12-2<br />
Mischverbindungen: 1.4583 mit H I / H II, 17Mn 4, StE 355, P235GH/P256GH, P295GH, P355N<br />
4.1491<br />
4.1492<br />
4.1493<br />
4.1494<br />
4.1495<br />
4.1496<br />
4.1497<br />
4.1498<br />
4.1499<br />
4.1486<br />
4.1487<br />
4.1488<br />
4.1489
4.1511<br />
4.1512<br />
4.1513<br />
4.1514<br />
4.1515<br />
4.1516<br />
4.1517<br />
4.1521<br />
4.1522<br />
4.1523<br />
4.1524<br />
4.1525<br />
4.1531<br />
4.1532<br />
4.1533<br />
4.1534<br />
4.1535<br />
4.1541<br />
4.1542<br />
4.1543<br />
4.1544<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Autogenschweißstäbe<br />
G I<br />
Schweißstab zum Gas-Schweißen unlegierter Stähle<br />
Werkst.Nr. : 1.0324 EN 12536 : O I AWS A 5.2 : R 45 DIN 8554 : G I Zulassungen : -<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
6,0 mm x 1.000 mm<br />
Werkstoffe P 235 GH, P 235 G1 TH, S 235 jR, S 235 jRG2, P 235 T1,<br />
P 235 T2, GP 240 GH<br />
G II<br />
Schweißstab zum Gas-Schweißen unlegierter Stähle<br />
Werkst.Nr. : 1.0494 EN 12536 : O II AWS A 5.2 : R 60 DIN 8554 : G II Zulassungen : -<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
Werkstoffe P 235 GH, P 235 G1 TH, S 235 jR, S 235 jRG2, P 235 T1,<br />
P 235 T2, GP 240 GH, P 2565 GH, P 265 NB, P 275 T1,<br />
P 275 T2, P 275 jR<br />
G III<br />
Schweißstab zum Gas-Schweißen unlegierter Stähle<br />
Werkst.Nr. : 1.6215 EN 12536 : O III AWS A 5.2 : R 60 DIN 8554 : G III Zulassungen : TÜV<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
Werkstoffe P 310 NB, P 235 G1 TH, S 235 jR, S 235 jRG2, P 235 T1,<br />
P 235 T2, GP 240 GH, P 2565 GH, P 265 NB, P 275 T1,<br />
P 275 T2, P 275 jR<br />
G IV<br />
Schweißstab zum Gas-Schweißen unlegierter Stähle<br />
Werkst.Nr. : 1.5425 EN 12536 : O IV AWS A 5.2 : R 60 G DIN 8554 : G IV Zulassungen : -<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
Werkstoffe S 235 G2T, S 355 GT, S 275 jR, S 275 jO, P 355 T2,<br />
P 235 GH, P 265 GH, P 285 NH, P 295 GH, 16 MO 3<br />
73
74<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Drahtelektrode für das Schutzgas-Schweißen un- und niedriglegierter Stähle, Verwendung im<br />
Stahl-, Behälter-, Maschinen-, Fahrzeug- und Schiffbau<br />
SG 2<br />
DIN ISO 14341 G3 Si1<br />
Werkst.Nr. 1.5125<br />
Zulassungen TÜV, DB, GL, LR<br />
Werkstoffe StE 255 - StE 380, 17 Mn 4, HI / HII<br />
SG 3<br />
DIN ISO 14341 G4 Si1<br />
Werkst.Nr. 1.5130<br />
Zulassungen TÜV, DB, GL, LR<br />
Werkstoffe StE 255 - StE 460, 17 Mn 4, HI / HII<br />
Niedriglegierte Schutzgasdrähte und -stäbe<br />
SG2 als 5 kg-Spule (D 200) sowie SG2 und SG3 als Fass in verschiedenen Größen auf Anfrage<br />
SG1 normal- und lagengespult auf Anfrage<br />
SG 2 Ti<br />
Drahtelektrode zum MAG-Schweißen un- und niedriglegierter Stähle, besonders zum<br />
Überschweißen von Fertigungsanstrichen und Zinkschutzschichten<br />
DIN ISO 14341 G3Si1 mit zusätzlichem Ti-Gehalt<br />
Zulassungen DB, CE<br />
Werkstoffe S 255 N, S 380 N, P 235 GH, P 265 GH, P 295 GH,<br />
P 355 GH, E 355, P310 GH, S 185, S 275 jR, S 355 jO<br />
WSG 2<br />
WIG-Stab zum Schweißen un- und niedriglegierter Stähle, besonders im Kessel- und<br />
Behälterbau<br />
EN ISO 636-A W3 Si 1<br />
Werkst.Nr. 1.5125<br />
Zulassungen TÜV<br />
Werkstoffe S 255 N, S 380 N, P 235 GH, P 265 GH, P 295 GH,<br />
P 355 GH, E 355, P310 GH, S 185, S 275 jR, S 355 jO<br />
SG2/ normalgespult 0,8 mm<br />
SG2/ normalgespult 1,0 mm<br />
SG2/ normalgespult 1,2 mm<br />
SG2/ normalgespult 1,6 mm<br />
SG2/ lagengespult 0,8 mm<br />
SG2/ lagengespult 1,0 mm<br />
SG2/ lagengespult 1,2 mm<br />
SG2/ lagengespult 1,6 mm<br />
SG3/ normalgespult 0,8 mm<br />
SG3/ normalgespult 1,0 mm<br />
SG3/ normalgespult 1,2 mm<br />
SG3/ normalgespult 1,6 mm<br />
SG3/ lagengespult 0,8 mm<br />
SG3/ lagengespult 1,0 mm<br />
SG3/ lagengespult 1,2 mm<br />
SG3/ lagengespult 1,6 mm<br />
0,8 mm<br />
1,0 mm<br />
1,2 mm<br />
D 200 / 0,8 mm<br />
D 200 / 1,0 mm<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4.4551<br />
4.4552<br />
4.4553<br />
4.4554<br />
4.4555<br />
4.4556<br />
4.4557<br />
4.4558<br />
4.4561<br />
4.4562<br />
4.4563<br />
4.4564<br />
4.4565<br />
4.4566<br />
4.4567<br />
4.4568<br />
4.1571<br />
4.1572<br />
4.1573<br />
4.1574<br />
4.1575<br />
4.1581<br />
4.1582<br />
4.1583<br />
4.1584
4.1611<br />
4.1612<br />
4.1613<br />
4.1615<br />
4.1616<br />
4.1617<br />
4.1618<br />
4.1621<br />
4.1622<br />
4.1623<br />
4.1625<br />
4.1626<br />
4.1627<br />
4.1628<br />
4.1631<br />
4.1632<br />
4.1633<br />
4.1634<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Mittellegierte Schutzgasdrähte und -stäbe<br />
Mo<br />
Drahtelektrode/Schweißstab zum Schweißen warmfester Stähle im Rohrleitungs- und<br />
Behälterbau<br />
EN ISO 21952-A G MoSi / W Mo Si<br />
Werkst.Nr. 1.5424<br />
Zulassungen TÜV, DB, CE<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
Werkstoffe P 235 G1 TH, P 255 G1 TH, P 310 GH, 16 MO 3,<br />
L 320, L 360 NB, L 415 NB<br />
Cr Mo 1<br />
Drahtelektrode/Schweißstab zum Schweißen warmfester und druckwasserstoffbeständiger<br />
Stähle<br />
EN ISO 21952-A G Cr Mo 1 Si / W Cr Mo 1 Si<br />
Werkst.Nr. 1.7339<br />
Zulassungen TÜV, DB, CE<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
Werkstoffe 13 CR MO 4-5<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
Ni Mo<br />
Drahtelektrode zum Schweißen vergüteter Feinkornbaustähle<br />
EN 16834 Mn 3 Ni 1 Mo<br />
Zulassungen DB, CE<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
Werkstoffe S 690 QL 1, S 420 N, S 500 N, P 420 NH, P 500 NH,<br />
S 420 NL, S 500 NL<br />
75
76<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Ni Mo Cr<br />
Drahtelektrode zum Schweißen vergüteter Feinkornbaustähle<br />
EN ISO 16834 Mn 3 Ni 1 Cr Mo<br />
Zulassungen TÜV, DB, CE<br />
Werkstoffe S 690 QL 1, S 420 N, S 500 N, P 420 NH, P 500 NH,<br />
S 420 NL, S 500 NL<br />
Ni Mo Cr 90<br />
Drahtelektrode zum Schweißen hochfester vergüteter Feinkornbaustähle<br />
EN ISO 16834 Mn 4 Ni 2 Cr Mo<br />
Zulassungen DB, CE<br />
Werkstoffe S 890 QL<br />
Ni Cu 1<br />
Drahtelektrode zum Schweißen wetterfester Stähle und kaltzäher Feinkornbaustähle<br />
EN ISO 16834 ~ Mn 3 Ni 1 CU<br />
Zulassungen TÜV, DB, CE<br />
Werkstoffe S 235 jRW, S 355 j2G1W, 9 CR NI CU P3-2-4<br />
Mittellegierte Schutzgasdrähte und -stäbe<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
Drahtelektroden für das UP-Schweißen<br />
Drahtelektroden für das UP-Schweißen von niedriglegierten Stählen, warmfesten Stählen, Fein-<br />
kornbaustählen und vergüteten Feinkornbaustählen<br />
EN 756, Zulassung: TÜV<br />
Werkstoffe S1 - S 185, S 235, S 275, P 235, P 265, P 295, S 275, S 275<br />
S2 - S 185, S 235, S 275, S 355, S 275, S 355, S 420, S 275M, S 275ML,<br />
S 355M, S 355ML, S 420M, S 420ML, L 210, L 240, L 290, L 360<br />
S2Si - S 185, S 235, S 275, S 355, S275, S355, S420, S 275M, S 275ML,<br />
S 355M, S 355ML, S 420M, S 420ML, L210, L240, L290, L360<br />
S2Mo - 2 P295 G H, P 355 G H, 16Mo2, S 275, S 355, S 420, 17Mo3, 14Mo6<br />
S3Si - S 185, S 235, S 275, S 355, S 275, S 355, S 420, S 275M, S 275ML,<br />
S 355M, S 355ML, S 420M, S 420ML, L 210, L 240, L 290, L 360<br />
S3NiMo - S 460, S 500, S 550, S 620, S 690, L 480, L 550<br />
S1 2,4 mm<br />
S1 3,2 mm<br />
S1 4,0 mm<br />
S2 2,4 mm<br />
S2 3,2 mm<br />
S2 4,0 mm<br />
S2Si 2,4 mm<br />
S2Si 3,2 mm<br />
S2Si 4,0 mm<br />
4.7111<br />
4.7112<br />
4.7113<br />
4.7121<br />
4.7122<br />
4.7123<br />
4.7131<br />
4.7132<br />
4.7133<br />
S2Mo 2,4 mm<br />
S2Mo 3,2 mm<br />
S2Mo 4,0 mm<br />
S3Si 2,4 mm<br />
S3Si 3,2 mm<br />
S3Si 4,0 mm<br />
S3NiMo 2,4 mm<br />
S3NiMo 3,2 mm<br />
S3NiMo 4,0 mm<br />
4.1641<br />
4.1642<br />
4.1643<br />
4.1644<br />
4.1651<br />
4.1652<br />
4.1653<br />
4.1661<br />
4.1662<br />
4.1663<br />
4.7141<br />
4.7142<br />
4.7143<br />
4.7151<br />
4.7152<br />
4.7153<br />
4.7161<br />
4.7162<br />
4.7163
4.1711<br />
4.1712<br />
4.1713<br />
4.1714<br />
4.1715<br />
4.1716<br />
4.1717<br />
4.1718<br />
4.1719<br />
4.1720<br />
4.1721<br />
4.1722<br />
4.1723<br />
4.1724<br />
4.1725<br />
4.1726<br />
4.1727<br />
4.1728<br />
4.1729<br />
4.1730<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Hochlegierte Schutzgasdrähte und -stäbe<br />
1.4316 / 308 L<br />
Drahtelektrode/Schweißstab mit niedrigem Kohlenstoffgehalt zum Schweißen nichtrostender und<br />
kaltzäher austenitischer Stähle<br />
EN ISO 14343-A G 19 9 LSi / W 19 9 LSi<br />
Zulassungen TUV, DB, CE<br />
Werkstoffe 1.4301, 1.4306, 1.4308, 1.4541, 1.4550, 1.4552<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,0 mm x 1.000 mm<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
1.4551 / 347<br />
Drahtelektrode/Schweißstab zum Schweißen nichtrostender austenitischer Stähle<br />
EN ISO 14343-A G 19 9 NbSi / W 19 9 NbSi<br />
Zulassungen TÜV<br />
Werkstoffe 1.4301, 1.4308, 1.4541, 1. 4550, 1. 4552<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,0 mm x 1.000 mm<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
77
78<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Hochlegierte Schutzgasdrähte und -stäbe<br />
1.4430 / 316 L<br />
Drahtelektrode/Schweißstab mit niedrigem Kohlenstoffgehalt zum Schweißen nichtrostender und<br />
kaltzäher austenitischer Stähle<br />
EN ISO 14343-A G 19 12 3 LSi / W 19 12 3 LSi<br />
Zulassungen TÜV, DB, CE<br />
Werkstoffe 1.4401, 1.4404, 1.4408, 1.4410, 1.4435, 1.4436,<br />
1.4437, 1.4571, 1.4573, 1.4580, 1.4581, 1.4583<br />
1.4576 / 318<br />
Drahtelektrode/Schweißstab zum Schweißen nichtrostender austenitischer Stähle<br />
EN ISO 14343-A G 19 12 3 NbSi / W 19 12 3 NbSi<br />
Zulassungen TÜV, DB, CE<br />
Werkstoffe 1.4401, 1.4408, 1.4410, 1.4436, 1.4437, 1.4523,<br />
1.4541, 1.4543, 1.4550, 1.4552, 1.4571, 1.4573,<br />
1.4580, 1.4581, 1.4583<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,0 mm x 1.000 mm<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,0 mm x 1.000 mm<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
1.4370 / 307<br />
Drahtelektrode/Schweißstab mit niedrigem Kohlenstoffgehalt zum Schweißen artverschiedener<br />
Stähle<br />
EN ISO 14343-A G 188 MnSi / W 18 8 MnSi<br />
Zulassungen TÜV, DB, CE<br />
Werkstoffe 1.4583, 1.4581, 1.4580, 1.4571 und 1.4573 in Ver-<br />
bindung mit unlegierten Stählen S 255 - S 355<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,0 mm x 1.000 mm<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
4.1731<br />
4.1732<br />
4.1733<br />
4.1734<br />
4.1735<br />
4.1736<br />
4.1737<br />
4.1738<br />
4.1739<br />
4.1740<br />
4.1741<br />
4.1742<br />
4.1743<br />
4.1744<br />
4.1745<br />
4.1746<br />
4.1747<br />
4.1748<br />
4.1749<br />
4.1750<br />
4.1751<br />
4.1752<br />
4.1753<br />
4.1754<br />
4.1755<br />
4.1756<br />
4.1757<br />
4.1758<br />
4.1759<br />
4.1760
4.1761<br />
4.1762<br />
4.1763<br />
4.1764<br />
4.1765<br />
4.1766<br />
4.1767<br />
4.1768<br />
4.1769<br />
4.1770<br />
4.1771<br />
4.1772<br />
4.1773<br />
4.1774<br />
4.1775<br />
4.1776<br />
4.1777<br />
4.1778<br />
4.1779<br />
4.1770<br />
4.1781<br />
4.1782<br />
4.1783<br />
4.1784<br />
4.1785<br />
4.1786<br />
4.1787<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Hochlegierte Schutzgasdrähte und-stäbe<br />
1.4337 / 312<br />
Drahtelektrode/Schweißstab zum Schweißen artverschiedener Stähle und zum Auftragschweissen<br />
EN ISO 14343-A G 29 9 / W 29 9<br />
Zulassungen -<br />
Werkstoffe 1.4762, 1.4085, Schwarz-Weiß-Verbindungen<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,0 mm x 1.000 mm<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
1.4332 / 309 L<br />
Drahtelektrode/Schweißstab zum Schweißen nichtrostender Plattierungen und artverschiedener<br />
Stähle<br />
EN ISO 14343-A G 23 12 LSi / W 23 12 LSi<br />
Zulassungen TÜV<br />
Werkstoffe 1.4710, 1.4729, 1.4740, 1.4825, 1.2780, 1.4828,<br />
Schwarz-Weiß-Verbindungen<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,0 mm x 1.000 mm<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
1.4462<br />
Drahtelektrode/Schweißstab zum Schweißen nichtrostender und ferritisch-austenitischer<br />
Duplexstähle<br />
EN ISO 14343-A G 22 9 3 NL / W 22 9 3 NL<br />
Zulassungen TÜV<br />
Werkstoffe 1.4362, 1.4417, 1.4426, 1.4460, 1.4462, 1.4463, 1.4470<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
79
80<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
2.4806<br />
Drahtelektrode/Schweißstab zum Schweißen von Nickellegierungen, kaltzähen Nickelstählen und<br />
artverschiedenen Verbindungen<br />
EN ISO 18274 S Ni 6082<br />
DIN 8556 SG Ni Cr 20 Nb<br />
Zulassungen TÜV<br />
1.8401<br />
Drahtelektrode zum Schweißen spanend bearbeitbarer verschleißfester Auftragungen, besonders<br />
auf Maschinenteilen aus Baustahl oder Stahlguss<br />
EN ISO 14700 S FE 1<br />
DIN 8555 MSG 1 - 250<br />
Zulassungen -<br />
1.4718<br />
Drahtelektrode/Schweißstab zum Schweißen zähharter abriebfester Auftragungen auf Maschinenteilen<br />
aus Baustahl, Stahlguss oder Manganhartstahl<br />
EN ISO 14700 S FE 8<br />
DIN 8555 MSG 6 - 60<br />
Zulassungen -<br />
Hochlegierte Schutzgasdrähte und -stäbe<br />
Werkstoffe 1.4558, 1.4859, 1.4861, 1.4876, 1.4958, 1.4959,<br />
2.4816, 2.4951, 1.5680, 1.5637<br />
MIG-Schweißdrähte werden standardmäßig auf 15 kg-Spule (K 300) geliefert.<br />
5 kg-Spulen (D 200 für 0,8 und 1,0 mm) sind auf Anfrage lieferbar.<br />
Werkstoffe Auftragungen an Gleitbahnen, Laufrädern,<br />
Lagerflächen, Radkränzen, Schienen, Rollen,<br />
Führungen, Förderrollen, Kupplungen<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
Auftragsschweißdrähte und -stäbe<br />
Werkstoffe Auftragungen an Laufflächen, Raupenketten,<br />
Laufrädern, Kollergängen, Baggerteilen,<br />
Förderschnecken, Walzenbrecher, Schlaghämmer,<br />
Nocken, Spannbacken, Prallbacken,<br />
Mischerarme, Ambosse<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,0 mm x 1.000 mm<br />
4.1791<br />
4.1792<br />
4.1793<br />
4.1794<br />
4.1795<br />
4.1796<br />
4.1797<br />
4.1811<br />
4.1812<br />
4.1813<br />
4.1821<br />
4.1822<br />
4.1823<br />
4.1824<br />
4.1825<br />
4.1826<br />
4.1827<br />
4.1828
4.1831<br />
4.1832<br />
4.1841<br />
4.1842<br />
4.1851<br />
4.1852<br />
4.1861<br />
4.1862<br />
4.1871<br />
4.1872<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Fülldrahtelektroden<br />
RD 100<br />
Röhrchendraht mit Metallpulverfüllung, im Kurz- und Sprühlichtbogenbereich universell einsetzbar,<br />
gut geeignet für das Roboterschweißen<br />
EN 758 T 46 4 MM 2 H5 Zulassungen TÜV, DB, CE<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
Werkstoffe S 185, S 235 - S 355, P 235 - P 355, P 265, P 235 GH,<br />
P 265 GH, P 295 GH, L 210 - L 415, L 360 - L 485,<br />
L 290, L 320, S(P) 275 - S(P) 460, GP 24 OR<br />
RD 140<br />
Rutiler Röhrchendraht, im Kurz- und Sprühlichtbogenbereich universell einsetzbar, gut geeignet<br />
für das Roboterschweißen<br />
EN 758 T 46 2 PC/M 1 H5 Zulassungen TÜV, DB, CE<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
Werkstoffe S 185, S 235 - S 355, P 235 - P 355, P 265,<br />
L 210 - L 415, L 360 - L 485, L 290, L 320, P 235 GH,<br />
P 265 GH, P 295 GH, S(P) 275 - S(P) 460, GP 24 OR<br />
RD 310<br />
Basischer Röhrchendraht, für das Schweißen von höher gekohlten Stählen gut geeignet, hohe<br />
mechanische Gütewerte und porenfreie Nähte<br />
EN 758 T 42 4 B C 4 H5 Zulassungen TÜV, DB, CE<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
Werkstoffe S 185, S 235 - S 355, P 235 - P 355, E 285, E 335,<br />
E 350, P265, P 235 GH, P 265 GH, P 295 GH,<br />
P 355 GH, L 210 - L 360, S(P) 275 - S(P) 355<br />
F 1.4316 / 308 L<br />
Fülldrahtelektrode für Verbindungsschweißungen an korrosionsbeständigen Cr Ni - Stählen, erzeugt<br />
glatte Nähte mit kerbfreien Übergängen<br />
EN ISO 17 633-A T 19 9 L R M2 Zulassungen TÜV<br />
EN 12073 Typ 19 9 L<br />
0,9 mm Durchmesser<br />
1,2 mm Durchmesser<br />
Werkstoffe 1.4301, 1.4306, 1.4308, 1.4541, 1.4550, 1.4552<br />
F 1.4430 / 316 L<br />
Fülldrahtelektrode für Verbindungsschweißungen an korrosionsbeständigen Cr Ni - Stählen, erzeugt<br />
glatte Nähte mit kerbfreien Übergängen<br />
EN ISO 17633-A T 19 12 3 L R M2 Zulassungen TÜV<br />
EN 12073 Typ 19 12 3 L<br />
0,9 mm Durchmesser<br />
1,2 mm Durchmesser<br />
Werkstoffe 1.4401, 1.4404, 1.4408, 1.4410, 1.4435, 1.4436,<br />
1.4437, 1.4571, 1.4573, 1.4580, 1.4581, 1.4583<br />
F 1.4332 / 309 L<br />
Fülldrahtelektrode für Verbindungsschweißungen von hochlegierten mit unlegierten Stählen sowie<br />
für das Schweißen von Pufferlagen. Das Schweißgut hat eine feine Nahtzeichnung und es kommt<br />
zu fast keiner Spritzerbildung.<br />
EN ISO 17633-A T 23 12 L R M2 Zulassungen TÜV<br />
EN 12073 Typ 23 12 L<br />
4.1881 1,2 mm Durchmesser Werkstoffe 1.4710, 1.4729, 1.4740, 1.4825, 1.2780, 1.4828<br />
Schwarz-Weiß-Verbindungen<br />
81
82<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Fülldrahtelektroden<br />
F-600<br />
Fülldraht für schlagfeste Auftragungen, der ein hoch chromlegiertes Schweißgut absetzt. Das<br />
Schweißgut zeichnet sich durch hohe Beständigkeit gegen Schlagbeanspruchung und leicht<br />
aggressive Medien aus.<br />
DIN 8555 MF6-GF-55-RP<br />
Zulassungen -<br />
Anwendungen Brecherwalzen, Brecherbacken, Hammersättel,<br />
Kohlenhobler, Prallmühlen, Schredderanlagen<br />
Härte des reinen Schweißgutes 56 HRC<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
2,0 mm Durchmesser<br />
2,4 mm Durchmesser<br />
2,8 mm Durchmesser<br />
F-606<br />
Mittellegierter Fülldraht mit basischer Charakteristik für halbautomatisches und automatisches<br />
Schweißen. Das Schweißgut ist zäh, rissfrei und zeichnet sich durch hohe Beständigkeit gegen<br />
Schlagbeanspruchung und leichten Widerstand gegen abrasiven Verschleiß aus.<br />
DIN 8555 MF6-GF-C1 60-GP<br />
Zulassungen -<br />
Anwendungen Brecherwalzen, Brecherbacken, Hammersättel,<br />
Kohlenhobler, Prallmühlen, Schredderanlagen<br />
Härte des reinen Schweißgutes 57-60 HRC<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
F-55<br />
Fülldraht für abrasionsbeständige Auftragungen auf Teile, die starkem Verschleiß durch mineralische<br />
Stoffe ausgesetzt sind. Das Schweißgut ist rostbeständig.<br />
DIN 8555 MF10-GF-60-GR<br />
Zulassungen -<br />
Anwendungen Pumpenteile, Mischerflügel, Rührarme,<br />
Betonpumpen, Förderschnecken, Koksofenschlitten,<br />
Zerkleinerungsmaschinen<br />
Härte des reinen Schweißgutes 57 HRC<br />
1,6 mm Durchmesser<br />
2,0 mm Durchmesser<br />
2,4 mm Durchmesser<br />
2,8 mm Durchmesser<br />
4.5911<br />
4.5912<br />
4.5913<br />
4.5914<br />
4.5915<br />
4.5981<br />
4.5982<br />
4.5931<br />
4.5932<br />
4.5933<br />
4.5934
4.5991<br />
4.5992<br />
4.5951<br />
4.5952<br />
4.5953<br />
4.5954<br />
4.5961<br />
4.5962<br />
4.5963<br />
4.5964<br />
4.5965<br />
4.5971<br />
4.5972<br />
4.5973<br />
4.5974<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Fülldrahtelektroden<br />
F-303<br />
Mittellegierter Fülldraht mit basischer Charakteristik. Er setzt ein zähes Schweißgut ab, welches<br />
nur mäßigem Reibverschleiß jedoch starker Schlagbelastung und Drücken sowie Metall-auf-<br />
Metall-Reibung widersteht. Das Material neigt bei hohen Temperaturen nicht zu Ermüdungserscheinungen<br />
und eignet sich ausgezeichnet für Pufferlagen vor Hartauftragungen. Die Stärke der<br />
Auftragsschicht kann nach Belieben gewählt werden. Die Auftragung ist rissfrei, zäh und läßt sich<br />
spangebend bearbeiten.<br />
DIN 8555 MF1-GF-300-P<br />
Zulassungen -<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
Anwendungen Seilrollen, Schienen, Kupplungen,<br />
Stützrollen von Raupenfahrzeugen, Räder, Wellen<br />
Härte des reinen Schweißgutes 300 HB<br />
F-61<br />
Fülldraht für abrasionsbeständige Auftragungen mit eingelagerten Spezialkarbiden hoher Härte,<br />
die einen zusätzlichen, hochwirksamen Verschleißschutz bieten.<br />
DIN 8555 MF10-GF-65-G<br />
Zulassungen -<br />
1,6 mm Durchmesser<br />
2,0 mm Durchmesser<br />
2,4 mm Durchmesser<br />
2,8 mm Durchmesser<br />
Anwendungen Förderschnecken, Baggerzähne, Schaufelkanten,<br />
Zementpumpen, Mischerflügel, Rührwerke<br />
Härte des reinen Schweißgutes 63 HRC<br />
F-64<br />
Fülldraht für abrasions- und hitzebeständige Auftragungen, der eine Legierung von sehr hartem<br />
martensitisch-karbidischem Gefüge absetzt. Das Schweißgut bietet großen Widerstand gegen<br />
starken mineralischen Abrieb auch bei höheren Temperaturen. Die Härteabnahme beträgt bei<br />
400 °C etwa 15% und bei 600 °C etwa 25%.<br />
DIN 8555 MF10-GF-65-GZ<br />
Zulassungen -<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
2,0 mm Durchmesser<br />
2,4 mm Durchmesser<br />
2,8 mm Durchmesser<br />
Anwendungen Ziegelindustrie, Schaufelräder, Mineralzerkleinerung<br />
Härte des reinen Schweißgutes ca. 63 HRC<br />
F-65<br />
Fülldraht für abrasions- und hitzebeständige Auftragungen bei harten Panzerungen auf Teile, die<br />
extremem schmirgelndem Verschleiß durch mineralische Stoffe ausgesetzt sind. Der Verschleißwiderstand<br />
bleibt bis zu Temperaturen von 650 °C erhalten.<br />
DIN 8555 MF10-GF-65-GR<br />
Zulassungen -<br />
1,6 mm Durchmesser<br />
2,0 mm Durchmesser<br />
2,4 mm Durchmesser<br />
2,8 mm Durchmesser<br />
Anwendungen Panzerungen von: Förderschnecken, Klinkerbrechern,<br />
Hochofenglocken, Feuerrosten, Stachelbrechern,<br />
Erzaufbereitungsanlagen, besonders für<br />
glühenden Koks und Schlacken<br />
Härte des reinen Schweißgutes 63 HRC<br />
83
84<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Al 99,5 Ti<br />
Drahtelektrode/Schweißstab zum Schweißen von Reinaluminium<br />
EN ISO 18273 S AL 1450 Zulassungen -<br />
Werkst.Nr. 3.0805<br />
Werkstoffe AL 99,5, AL 99, Reinaluminium<br />
Aluminiumdrahtelektroden und -stäbe<br />
Al Mg 3<br />
Drahtelektrode/Schweißstab zum Schweißen von Aluminiumlegierungen<br />
EN ISO 18273 S AL 5754 Zulassungen -<br />
Werkst.Nr. 3.3536<br />
Werkstoffe AL MG 1,8, AL MG 3, AL MN 1<br />
Draht geeignet zum Eloxieren<br />
Al Mg 5<br />
Drahtelektrode/Schweißstab zum Schweißen von Aluminium-Magnesium-Legierungen<br />
EN ISO 18273 S AL 5356 Zulassungen TÜV, DB, CE<br />
Werkst.Nr. 3.3556<br />
Werkstoffe AL MG 1, AL MG 3, AL MG 5, AL MG Si 1<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
4.2111<br />
4.2112<br />
4.2113<br />
4.2114<br />
4.2115<br />
4.2116<br />
4.2117<br />
4.2118<br />
4.2119<br />
4.2120<br />
4.2121<br />
4.2122<br />
4.2123<br />
4.2124<br />
4.2125<br />
4.2126<br />
4.2127<br />
4.2128<br />
4.2129<br />
4.2130<br />
4.2131<br />
4.2132<br />
4.2133<br />
4.2134<br />
4.2135<br />
4.2136<br />
4.2137<br />
4.2138<br />
4.2139<br />
4.2140
4.2141<br />
4.2142<br />
4.2143<br />
4.2144<br />
4.2145<br />
4.2146<br />
4.2147<br />
4.2148<br />
4.2149<br />
4.2150<br />
4.2151<br />
4.2152<br />
4.2153<br />
4.2154<br />
4.2155<br />
4.2156<br />
4.2157<br />
4.2158<br />
4.2159<br />
4.2160<br />
4.2161<br />
4.2162<br />
4.2163<br />
4.2164<br />
4.2165<br />
4.2166<br />
4.2167<br />
4.2168<br />
4.2169<br />
4.2170<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Aluminiumdrahtelektroden und -stäbe<br />
Al Mg 4,5 Mn<br />
Drahtelektrode/Schweißstab zum Schweißen von Aluminiumlegierungen<br />
EN ISO 18273 S AL 5183 Zulassungen TÜV, DB, CE<br />
Werkst.Nr. 3.3548<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
Werkstoffe AL MG 3, AL MG 4,5 MN, AL MG 5, AL CU MG 1,<br />
AL MG Si 1, AL ZN 4,5 MN 1, AL ZN MG CU 1,5<br />
Al Si 5<br />
Drahtelektrode/Schweißstab zum Schweißen von Aluminium-Silizium-Legierungen sowie artverschiedenen<br />
Aluminiumlegierungen untereinander<br />
EN ISO 18273 S AL 4043 Zulassungen TÜV, DB, CE<br />
Werkst.Nr. 3.2245 Werkstoffe AL CU MG 1, AL MG Si 1, AL ZN MG 1<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
Al Si 12<br />
Drahtelektrode/Schweißstab zum Schweißen von Aluminium-Silizium-Legierungen<br />
EN ISO 18273 S AL 4047 Zulassungen DB, CE<br />
Werkst.Nr. 3.2585<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
2,4 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4,0 mm x 1.000 mm<br />
5,0 mm x 1.000 mm<br />
Werkstoffe G-AL Si 10 MG, G-AL Si 12,<br />
Aluminium-Guss-Legierungen bis 12% Si<br />
85
86<br />
<strong>Schweißzusatzwerkstoffe</strong><br />
Aluminiumdrahtelektroden und -stäbe<br />
Kupferdrahtelektroden und -stäbe<br />
Cu Si 3<br />
Drahtelektrode/Schweißstab zum Schweißen von Kupfer, niedriglegiertem Kupfer und Kupfer-<br />
Zink-Legierungen sowie Auftragschweißungen auf un- und niedriglegierten Stählen und<br />
Gusseisen<br />
EN ISO 14640 S Cu 6560 Zulassungen TÜV (nur MIG)<br />
DIN 1737 SG-Cu Si 3<br />
Werkst.Nr. 2.1461<br />
Werkstoffe Kupfer, niedriglegiertes Kupfer,<br />
Kupfer-Zink-Legierungen,<br />
geeignet auch zum MIG-Löten<br />
von unlegierten verzinkten<br />
Stählen<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
Dornspule D 200 / 0,8 mm Durchmesser<br />
Dornspule D 200 / 1,0 mm Durchmesser<br />
Dornspule D 200 / 1,2 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
Cu Sn 6<br />
Drahtelektrode/Schweißstab zum Schweißen von Kupfer-Zinn-Legierungen, Kupfer-Zink-Legierungen,<br />
Kupfer-Zinn-Zink-Blei-Gusslegierungen sowie Auftragschweißungen auf Gusseisen<br />
EN ISO 14640 S Cu 5180 Zulassungen -<br />
DIN 1737 SG-Cu Sn 6<br />
Werkst.Nr. 2.1022<br />
Werkstoffe Kupfer-Zinn-Legierungen mit 4-8 % Zinn, Messing,<br />
Kupfer-Zinn-Zink-Blei-Gusslegierungen<br />
Cu Sn<br />
Drahtelektrode/Schweißstab zum Schweißen von schweißgeeigneten Kupfersorten<br />
EN ISO 14640 S Cu 1898 Zulassungen -<br />
DIN 1737 SG-Cu Sn<br />
Werkst.Nr. 2.1006<br />
Werkstoffe SE-CU, SW-CU, SF-CU, OF-CU<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
0,8 mm Durchmesser<br />
1,0 mm Durchmesser<br />
1,2 mm Durchmesser<br />
1,6 mm x 1.000 mm<br />
2,0 mm x 1.000 mm<br />
3,2 mm x 1.000 mm<br />
4.2211<br />
4.2212<br />
4.2213<br />
4.2214<br />
4.2215<br />
4.2216<br />
4.2217<br />
4.2218<br />
4.2219<br />
4.2221<br />
4.2222<br />
4.2223<br />
4.2224<br />
4.2225<br />
4.2226<br />
4.2231<br />
4.2232<br />
4.2233<br />
4.2234<br />
4.2235<br />
4.2236
4.3111<br />
4.3112<br />
4.3113<br />
4.3114<br />
4.3115<br />
4.3116<br />
4.3117<br />
4.3118<br />
4.3119<br />
4.3120<br />
4.3126<br />
4.3127<br />
4.3131<br />
4.3132<br />
4.3136<br />
4.3137<br />
Hartlote<br />
Lötzusatzwerkstoffe<br />
Messinghartlote<br />
zum Hartlöten von Kupfer, Nickel und Stahl sowie zum<br />
Schweißen von Messing und Bronze<br />
Arbeitstemperatur ca. 900°C<br />
DIN EN 1044 Cu 303 (alt : L-CuZn 40)<br />
DIN EN 1045 FH 21 (alt : F-SH 2)<br />
2,0 mm x 1.000 mm, massiv<br />
3,0 mm x 1.000 mm, massiv<br />
4,0 mm x 1.000 mm, massiv<br />
5,0 mm x 1.000 mm, massiv<br />
6,0 mm x 1.000 mm, massiv<br />
2,5 mm x 500 mm, flussmittelgefüllt, vierkant<br />
4,0 mm x 500 mm, flussmittelgefüllt, vierkant<br />
2,0 mm x 500 mm, flussmittelummantelt<br />
3,0 mm x 500 mm, flussmittelummantelt<br />
4,0 mm x 500 mm, flussmittelummantelt<br />
Sondermessinghartlote<br />
Gedrillte Stäbe, flussmittelgefüllt, zum Hartlöten von<br />
Kupfer, Nickel, Stahl und verzinktem Stahlblech sowie<br />
zum Schweißen von Messing<br />
Arbeitstemperatur ca. 900°C<br />
DIN EN 1044 Cu 306 (alt : L-CuZn 39 Sn)<br />
DIN EN 1045 FH 21 (alt : F-SH 2)<br />
2,5 mm x 500 mm<br />
3,5 mm x 500 mm<br />
Kupferhartlote<br />
zum Hartlöten von Kupferrohren in der Kalt- und Warmwasserinstallation.<br />
Beim Hartlöten an Messing und Rotguss<br />
ist zusätzlich Flussmittel FH 10 einzusetzen.<br />
Arbeitstemperatur 710 -730°C<br />
CP 203<br />
DIN EN 1044 CP 203 (alt : L-CuP 6)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
2,0 mm x 500 mm, vierkant<br />
3,0 mm x 500 mm, vierkant<br />
CP 105<br />
DIN EN 1044 CP 105 (alt : L-Ag 2 P)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
2,0 mm x 500 mm, vierkant<br />
3,0 mm x 500 mm, vierkant<br />
87
88<br />
Lötzusatzwerkstoffe<br />
Hartlote<br />
Cadmiumfreie Silberhartlote<br />
zum Hartlöten von Stahl, Kupfer, Kupferlegierungen,<br />
Nickel und Nickellegierungen<br />
AG 206<br />
Silberanteil 20% - Schmelzbereich 690 - 810°C<br />
DIN EN 1044 AG 206 (alt : L-Ag 20)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhüllt<br />
AG 107<br />
Silberanteil 30% - Schmelzbereich 677 - 774°C<br />
DIN EN 1044 AG 107 (alt : L-Ag 30 Sn)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhüllt<br />
AG 106<br />
Silberanteil 34% - Schmelzbereich 630 - 730°C<br />
DIN EN 1044 AG 106 (alt : L-Ag 34 Sn)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhüllt<br />
AG 104<br />
Silberanteil 45% - Schmelzbereich 640 - 680°C<br />
DIN EN 1044 AG 104 (alt : L-Ag 45 Sn)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhüllt<br />
AG 102<br />
Silberanteil 56% - Schmelzbereich 620 - 660°C<br />
DIN EN 1044 AG 102 (alt : L-Ag 56 Sn)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhüllt<br />
4.6111<br />
4.6112<br />
4.6113<br />
4.6114<br />
4.6121<br />
4.6122<br />
4.6123<br />
4.6124<br />
4.6131<br />
4.6132<br />
4.6133<br />
4.6134<br />
4.6141<br />
4.6142<br />
4.6143<br />
4.6144<br />
4.6151<br />
4.6152<br />
4.6153<br />
4.6154
4.6211<br />
4.6212<br />
4.6213<br />
4.6214<br />
4.6221<br />
4.6222<br />
4.6223<br />
4.6224<br />
4.6231<br />
4.6232<br />
4.6233<br />
4.6234<br />
4.6241<br />
4.6242<br />
4.6243<br />
4.6244<br />
4.6251<br />
4.6252<br />
4.6253<br />
4.6254<br />
Hartlote<br />
Lötzusatzwerkstoffe<br />
Cadmiumhaltige Silberhartlote<br />
zum Hartlöten von Stahl, Kupfer, Kupferlegierungen,<br />
Nickel und Nickellegierungen<br />
AG 309<br />
Silberanteil 20% - Schmelzbereich 605 - 765°C<br />
DIN EN 1044 AG 309 (alt : L-Ag 20 Cd)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhülltt<br />
AG 306<br />
Silberanteil 30% - Schmelzbereich 600 - 690°C<br />
DIN EN 1044 AG 306 (alt : L-Ag 30 Cd)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhülltt<br />
AG 304<br />
Silberanteil 40% - Schmelzbereich 595 - 630°C<br />
DIN EN 1044 AG 304 (alt : L-Ag 40 Cd)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhülltt<br />
AG 302<br />
Silberanteil 45% - Schmelzbereich 620 - 635°C<br />
DIN EN 1044 AG 302 (alt : L-Ag 45 Cd)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhülltt<br />
AG 301<br />
Silberanteil 50% - Schmelzbereich 620 - 640°C<br />
DIN EN 1044 AG 301 (alt : L-Ag 50 Cd)<br />
DIN EN 1045 FH 10 (alt : F-SH 1)<br />
1,5 mm x 500 mm, blank<br />
2,0 mm x 500 mm, blank<br />
1,5 mm x 500 mm, flussmittelumhüllt<br />
2,0 mm x 500 mm, flussmittelumhülltt<br />
89
90<br />
Lötzusatzwerkstoffe<br />
Flußmittel für Hartlote<br />
FH 10<br />
Flussmittel zum Hartlöten von Kupfer, Kupferlegierungen,<br />
Messing, Rotguss, Stahl und Edelstahl,<br />
Wirkungsbereich 500 - 800°C, DIN EN 1045<br />
Pastenform, 100 g Flasche<br />
Pastenform, 500 g Flasche<br />
Pastenform, 1000 g Flasche<br />
Pulverform, 100 g Flasche<br />
Pulverform, 500 g Flasche<br />
Pulverform, 1000 g Flasche<br />
FH 21<br />
Flussmittel zum Hartlöten von Kupfer, Kupferlegierungen,<br />
Messing, Bronze, Stahl und verzinktem Stahlblech,<br />
Wirkungsbereich 750 - 1100°C, DIN EN 1045<br />
Pastenform, 250 g Flasche<br />
Pastenform, 500 g Flasche<br />
Pastenform, 1000 g Flasche<br />
Pulverform, 250 g Flasche<br />
Pulverform, 500 g Flasche<br />
Pulverform, 1000 g Flasche<br />
Weichlote<br />
Fittingslot<br />
zum Weichlöten von Kupferrohren in der Trinkwasser-<br />
und Heizungsinstallation bis 110°C, gemäß DVGW,<br />
Arbeitsblatt GW 2<br />
DIN EN 29453 S-Sn 97 Cu 3 (alt : L-SnCu 3)<br />
2,7 mm Durchmesser, Spule à 250g<br />
Fittingslötpaste<br />
zum Weichlöten von Kupferrohren in der Trinkwasser-<br />
und Heizungsinstallation, gemäß DVGW, Arbeitsblatt<br />
GW 7, Paste nur in Verbindung mit dem Fittingslot<br />
S-Sn 97 Cu 3 verwenden<br />
DIN EN 29453 S-Sn 97 Cu 3 (alt : L-SnCu 3)<br />
DIN EN 29454.1 3.1.1.C (alt : F-SW 21)<br />
4.3211<br />
4.3212<br />
4.3213<br />
4.3214<br />
4.3215<br />
4.3216<br />
4.3221<br />
4.3222<br />
4.3223<br />
4.3224<br />
4.3225<br />
4.3226<br />
4.3311<br />
250 g Dose mit Pinsel 4.3321
4.3332<br />
4.3333<br />
4.3334<br />
4.3341<br />
4.3342<br />
4.3346<br />
4.3371<br />
4.3372<br />
4.3361<br />
4.3362<br />
4.3363<br />
4.3364<br />
Weichlote<br />
Lötzusatzwerkstoffe<br />
Weichlöt- und Verzinnungspasten<br />
Weichlötmittel zum Löten und Verzinnen von Eisen,<br />
Stahl, Kupfer und Messing, Schmelzbereich 183-235°C<br />
DIN EN 29453 S-Pb 60 Sn 40 (alt : L-PbSn 40)<br />
DIN EN 29454.1 3.1.1.C (alt : F-SW 21)<br />
250 g Flasche<br />
500 g Flasche<br />
1.000 g Flasche<br />
Lötdraht<br />
Flussmittelgefüllter Weichlötdraht für Lötungen in der<br />
Elektronik und im Fernmeldeanlagenbau<br />
S-Pb60 Sn40<br />
DIN EN 29453 S-Pb60 Sn40 (alt : L-PbSn 40)<br />
DIN EN 29454.1 1.1.1.B (alt : F-SW 31)<br />
Schmelzbereich 183-235°C<br />
2,0 mm Durchmesser, Spule à 250 g<br />
3,0 mm Durchmesser, Spule à 250 g<br />
S-Sn60 Pb40<br />
DIN EN 29453 S-Sn60 Pb40 (alt : L-Sn60 Pb)<br />
DIN EN 29454.1 1.1.1.B (alt : F-SW 31)<br />
Schmelzbereich 183-190°C<br />
2,0 mm Durchmesser, Spule à 250 g<br />
Lötdraht „VA“<br />
Flussmittelgefüllter Weichlötdraht zum Löten von Stahl<br />
und Edelstahl, 4% Flußmittelanteil<br />
DIN EN 29453 S-Sn96,5 Ag3,5<br />
DIN EN 29454.1 3.1.1.C<br />
1,5 mm Durchmesser, Spule à 250 g<br />
1,5 mm Durchmesser, Spule à 500 g<br />
Stangenlötzinn<br />
Dreikantstangen a` 400 mm<br />
DIN EN 29453<br />
25 % / S-Pb74 Sn25 Sb1, Schmelzbereich 186-260°C<br />
35 % / S-Pb65 Sn35, Schmelzbereich 183-245°C<br />
40 % / S-Pb60 Sn40, Schmelzbereich 183-235°C<br />
60 % / S-Sn60 Pb40Sb, Schmelzbereich 183-190°C<br />
91
92<br />
Lötzusatzwerkstoffe<br />
Flussmittel für Weichlote<br />
3.2.2.A (F-SW 11)<br />
Lötöl zum Weichlöten von Stahl und Edelstahl<br />
DIN EN 29454.1 3.2.2.A (alt : F-SW 11)<br />
500 ml Flasche 4.3411<br />
3.2.2.A (F-SW 11)<br />
Lötwasser zum Weichlöten von neuem und stark oxidiertem<br />
Titanzink, verzinktem Stahlblech und Feinzink<br />
DIN EN 29454.1 3.2.2.A (alt : F-SW 11)<br />
1kg Flasche 4.3421<br />
3.1.1.A (F-SW 21)<br />
Lötwasser zum Weichlöten von Kupferrohren in der<br />
Trinkwasser- und Heizungsinstallation gemäß DVGW,<br />
Arbeitsblatt GW 7<br />
DIN EN 29454.1 3.1.1.A (alt : F-SW 21)<br />
1kg Flasche 4.3431<br />
3.1.1.C (F-SW 21)<br />
Lötfett zum Weichlöten von Kupfer und Kupferlegierungen<br />
für allgemeine Lötarbeiten<br />
DIN EN 29454.1 3.1.1.C (alt : F-SW 21)<br />
50 g Dose<br />
100 g Dose<br />
250 g Dose<br />
500 g Flasche<br />
Lötzubehör<br />
Lötwasserpinsel<br />
mit Blechschaft und Naturborsten, ca. 10 mm breit<br />
Lötwasserflasche<br />
aus Kunststoff, 150 ml Fassungsvermögen, gelb<br />
Salmiakstein<br />
zum Reinigen von Kupferlötspitzen<br />
Größe 1, 65 x 45 x 20 mm<br />
Größe 2, 65 x 45 x 40 mm<br />
Größe 4, 100 x 50 x 25 mm, in Plastikdosen<br />
4.3441<br />
4.3442<br />
4.3443<br />
4.3444<br />
4.3511<br />
4.3521<br />
4.3531<br />
4.3532<br />
4.3533







![Brennerkühlflüssigkeit [80 Kb] - EPA - Schweisstechnik GmbH](https://img.yumpu.com/7991396/1/184x260/brennerkuhlflussigkeit-80-kb-epa-schweisstechnik-gmbh.jpg?quality=85)

