PDF Katalog zum Herunterladen - Kataloge
PDF Katalog zum Herunterladen - Kataloge
PDF Katalog zum Herunterladen - Kataloge

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
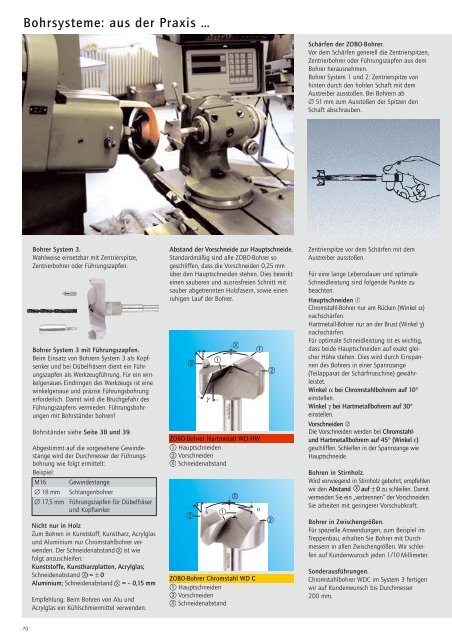
Bohrsysteme: aus der Praxis …<br />
70<br />
Bohrer System 3.<br />
Wahlweise einsetzbar mit Zentrierspitze,<br />
Zentrierbohrer oder Führungszapfen.<br />
Bohrer System 3 mit Führungszapfen.<br />
Beim Einsatz von Bohrern System 3 als Kopfsenker<br />
und bei Dübelfräsern dient ein Führungszapfen<br />
als Werkzeugführung. Für ein winkelgenaues<br />
Eindringen des Werkzeugs ist eine<br />
winkelgenaue und präzise Führungsbohrung<br />
erforderlich. Damit wird die Bruchgefahr des<br />
Führungszapfens vermieden. Führungsbohrungen<br />
mit Bohrständer bohren!<br />
Bohrständer siehe Seite 38 und 39.<br />
Abgestimmt auf die vorgesehene Gewindestange<br />
wird der Durchmesser der Führungsbohrung<br />
wie folgt ermittelt:<br />
Beispiel:<br />
M16 Gewindestange<br />
∅ 18 mm Schlangenbohrer<br />
∅ 17,5 mm Führungszapfen für Dübelfräser<br />
und Kopfsenker<br />
Nicht nur in Holz<br />
Zum Bohren in Kunststoff, Kunstharz, Acrylglas<br />
und Aluminium nur Chromstahlbohrer verwenden.<br />
Der Schneidenabstand X ist wie<br />
folgt anzuschleifen:<br />
Kunststoffe, Kunstharzplatten, Acrylglas;<br />
Schneidenabstand X = ± 0<br />
Aluminium; Schneidenabstand X = – 0,15 mm<br />
Empfehlung: Beim Bohren von Alu und<br />
Acrylglas ein Kühlschmiermittel verwenden.<br />
Abstand der Vorschneide zur Hauptschneide.<br />
Standardmäßig sind alle ZOBO-Bohrer so<br />
geschliffen, dass die Vorschneiden 0,25 mm<br />
über den Hauptschneiden stehen. Dies bewirkt<br />
einen sauberen und ausrissfreien Schnitt mit<br />
sauber abgetrennten Holzfasern, sowie einen<br />
ruhigen Lauf der Bohrer.<br />
➝<br />
�<br />
➝<br />
�<br />
ε<br />
ε<br />
➝<br />
γ<br />
➝<br />
�<br />
➝ ➝<br />
�<br />
X<br />
➝ ➝<br />
�<br />
ZOBO-Bohrer Hartmetall WD HW<br />
� Hauptschneiden<br />
� Vorschneiden<br />
X Schneidenabstand<br />
ZOBO-Bohrer Chromstahl WD C<br />
� Hauptschneiden<br />
� Vorschneiden<br />
X<br />
Schneidenabstand<br />
X<br />
α<br />
�<br />
�<br />
Schärfen der ZOBO-Bohrer.<br />
Vor dem Schärfen generell die Zentrierspitzen,<br />
Zentrierbohrer oder Führungszapfen aus dem<br />
Bohrer herausnehmen.<br />
Bohrer System 1 und 2: Zentrierspitze von<br />
hinten durch den hohlen Schaft mit dem<br />
Austreiber ausstoßen. Bei Bohrern ab<br />
∅ 51 mm <strong>zum</strong> Ausstoßen der Spitzen den<br />
Schaft abschrauben.<br />
Zentrierspitze vor dem Schärfen mit dem<br />
Austreiber ausstoßen.<br />
Für eine lange Lebensdauer und optimale<br />
Schneidleistung sind folgende Punkte zu<br />
beachten:<br />
Hauptschneiden ➀<br />
Chromstahl-Bohrer nur am Rücken (Winkel α)<br />
nachschärfen.<br />
Hartmetall-Bohrer nur an der Brust (Winkel γ)<br />
nachschärfen.<br />
Für optimale Schneidleistung ist es wichtig,<br />
dass beide Hauptschneiden auf exakt gleicher<br />
Höhe stehen. Dies wird durch Einspannen<br />
des Bohrers in einer Spannzange<br />
(Teilapparat der Schärfmaschine) gewährleistet.<br />
Winkel α bei Chromstahlbohrern auf 10°<br />
einstellen.<br />
Winkel γ bei Hartmetallbohrern auf 30°<br />
einstellen.<br />
Vorschneiden ➁<br />
Die Vorschneiden werden bei Chromstahl-<br />
und Hartmetallbohrern auf 45° (Winkel ε)<br />
geschliffen. Schleifen in der Spannzange wie<br />
Hauptschneide.<br />
Bohren in Stirnholz.<br />
Wird vorwiegend in Stirnholz gebohrt, empfehlen<br />
wir den Abstand X auf ± 0 zu schleifen. Damit<br />
vermeiden Sie ein „verbrennen“ der Vorschneiden.<br />
Sie arbeiten mit geringerer Vorschubkraft.<br />
Bohrer in Zwischengrößen.<br />
Für spezielle Anwendungen, <strong>zum</strong> Beispiel im<br />
Treppenbau, erhalten Sie Bohrer mit Durchmessern<br />
in allen Zwischengrößen. Wir schleifen<br />
auf Kundenwunsch jeden 1/10 Millimeter.<br />
Sonderausführungen.<br />
Chromstahlbohrer WDC im System 3 fertigen<br />
wir auf Kundenwunsch bis Durchmesser<br />
200 mm.