mo ready for take Off - Rippert Anlagentechnik GmbH
mo ready for take Off - Rippert Anlagentechnik GmbH
mo ready for take Off - Rippert Anlagentechnik GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>mo</strong><br />
12<br />
Luftfahrtindustrie<br />
<strong>ready</strong> <strong>for</strong> <strong>take</strong> <strong>Off</strong><br />
Airbus Bremen erweitert Lackierkapazitäten<br />
– Neue Anlage für Landeklappen<br />
Sicherheit geht über alles, die beste Qualität ist gerade gut<br />
genug, angewendete Produktionsverfahren sind lange auf dem<br />
Prüfstand, denn es geht um Flugzeugfertigung, langlebige<br />
Funktionalität von High-Tech-Konstruktionen und uneingeschränktes<br />
Vertrauen. Airbus – eine europäische Version der<br />
Luftfahrtindustrie – schreibt seit Jahren seine eigene Erfolgsgeschichte.<br />
Mit stetig steigendem Erfolg erobern sie die Märkte<br />
der Lüfte: wie zum Beispiel die Typen A300, A319, A320 bis hin<br />
zum größten Passagierflugzeug aller Zeiten, dem A380.<br />
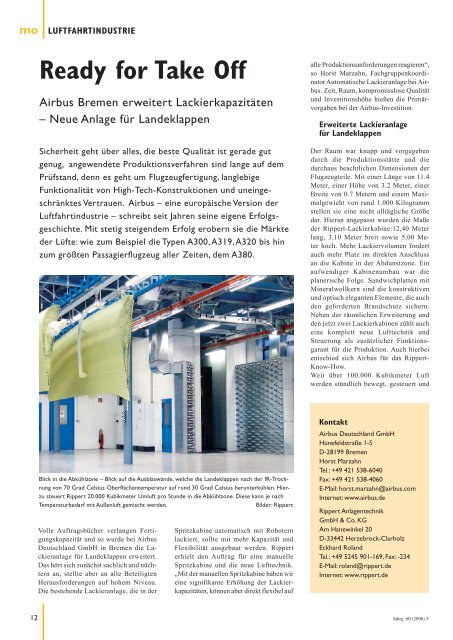
Blick in die Abkühlzone – Blick auf die Ausblaswände, welche die Landeklappen nach der IR-Trocknung<br />
von 70 Grad Celsius Oberflächentemperatur auf rund 30 Grad Celsius herunterkühlen. Hierzu<br />
steuert <strong>Rippert</strong> 20.000 Kubikmeter Umluft pro Stunde in die Abkühlzone. Diese kann je nach<br />
Temperaturbedarf mit Außenluft gemischt werden. Bilder: <strong>Rippert</strong><br />
Volle Auftragsbücher verlangen Fertigungskapazität<br />
und so wurde bei Airbus<br />
Deutschland <strong>GmbH</strong> in Bremen die Lackieranlage<br />
für Landeklappen erweitert.<br />
Das hört sich zunächst sachlich und nüchtern<br />
an, stellte aber an alle Beteiligten<br />
Heraus<strong>for</strong>derungen auf hohem Niveau.<br />
Die bestehende Lackieranlage, die in der<br />
Spritzkabine automatisch mit Robotern<br />
lackiert, sollte mit mehr Kapazität und<br />
Flexibilität ausgebaut werden. <strong>Rippert</strong><br />
erhielt den Auftrag für eine manuelle<br />
Spritzkabine und die neue Lufttechnik.<br />
„Mit der manuellen Spritzkabine haben wir<br />
eine signifikante Erhöhung der Lackier-<br />
kapazitäten, können aber direkt flexibel auf<br />
alle Produktionsan<strong>for</strong>derungen reagieren“,<br />
so Horst Marzahn, Fachgruppenkoordinator<br />
Automatische Lackieranlage bei Airbus.<br />
Zeit, Raum, kompromisslose Qualität<br />
und Investitionshöhe hießen die Primär-<br />
vorgaben bei der Airbus-Investition.<br />
erweiterte Lackieranlage<br />
für Landeklappen<br />
Der Raum war knapp und vorgegeben<br />
durch die Produktionsstätte und die<br />
durchaus beachtlichen Dimensionen der<br />
Flugzeugteile. Mit einer Länge von 11.4<br />
Meter, einer Höhe von 3.2 Meter, einer<br />
Breite von 0.7 Metern und einem Maximalgewicht<br />
von rund 1.000 Kilogramm<br />
stellen sie eine nicht alltägliche Größe<br />
dar. Hieran angepasst wurden die Maße<br />
der <strong>Rippert</strong>-Lackierkabine:12,40 Meter<br />
lang, 3,10 Meter breit sowie 5,00 Meter<br />
hoch. Mehr Lackiervolumen <strong>for</strong>dert<br />
auch mehr Platz im direkten Anschluss<br />
an die Kabine in der Abdunstzone. Ein<br />
aufwendiger Kabinenumbau war die<br />
planerische Folge. Sandwichplatten mit<br />
Mineralwollkern sind die konstruktiven<br />
und optisch eleganten Elemente, die auch<br />
den ge<strong>for</strong>derten Brandschutz sichern.<br />
Neben der räumlichen Erweiterung und<br />
den jetzt zwei Lackierkabinen zählt auch<br />
eine komplett neue Lufttechnik und<br />
Steuerung als zusätzlicher Funktionsgarant<br />
für die Produktion. Auch hierbei<br />
entschied sich Airbus für das <strong>Rippert</strong>-<br />
Know-How.<br />
Weit über 100.000 Kubikmeter Luft<br />
werden stündlich bewegt, gesteuert und<br />
Kontakt<br />
Airbus Deutschland <strong>GmbH</strong><br />
Hünefeldstraße 1-5<br />
D-28199 Bremen<br />
Horst Marzahn<br />
Tel.: +49 421 538-6040<br />
Fax: +49 421 538-4060<br />
E-Mail: horst.marzahn@airbus.com<br />
Internet: www.airbus.de<br />
<strong>Rippert</strong> <strong>Anlagentechnik</strong><br />
<strong>GmbH</strong> & Co. KG<br />
Am Hanewinkel 20<br />
D-33442 Herzebrock-Clarholz<br />
Eckhard Roland<br />
Tel.: +49 5245 901-169, Fax: -234<br />
E-Mail: roland@rippert.de<br />
Internet: www.rippert.de<br />
Jahrg. 60 (2006) 5
unterliegen in ihrem Wirkungsgrad normierten<br />
und präzisen An<strong>for</strong>derungen,<br />
weil sie mitentscheidend sind für die<br />
Produktionsqualität.<br />
für einen glänzenden start<br />
Die mit Dichtmasse gespachtelten Landeklappen<br />
werden in einem Raum mit<br />
ho<strong>mo</strong>gener Luftführung bei vorgegebener<br />
Temparatur <strong>for</strong>ciert getrocknet. Schleifen,<br />
Reinigen, Lackieren, Abdunsten, Trocknen<br />
und Abkühlen sind die nachfolgenden<br />
Prozesswege in der Lackieranlage 40.000<br />
Kubikmeter pro Stunde sorgen schon<br />
in der Schleifkabine für hochwertige<br />
Produktionsbedingungen.<br />
Neben den handwerklichen Fähigkeiten<br />
der Lackierprofis ist die Lufttechnik<br />
unter anderem in der manuellen<br />
Spritzkabine von qualitätsentscheidender<br />
Bedeutung. Automatiktüren schließen<br />
die Kabine nach Einfahrt und Ausfahrt<br />
der einzelnen Flugzeuglandeklappen.<br />
Aufgetragen wird ein Zwei-Komponenten-Lack<br />
mit leicht entzündlichen<br />
Lösemittelanteilen. Ein Ex-geschützter<br />
Innenraum ist die logische Folge. So<br />
sind die zwei großen<br />
Hebebühnen, die<br />
auf jeder Längsseite<br />
in der Spritzkabine<br />
mit 12 Meter Länge<br />
und 1,90 Meter<br />
Hubweg als Arbeitsfläche<br />
dienen, komplett<br />
pneumatisch<br />
gesteuert. Stündlich<br />
werden 60.000 Kubikmeter<br />
Zu- und<br />
Abluft in vertikaler<br />
Luftführung durch<br />
die Kabine geleitet.<br />
Die Luftsinkgeschwindigkeit<br />
nach<br />
DIN 12215 von 0,3<br />
Meter pro Sekunde<br />
bei vertikaler Luftführung<br />
wird von<br />
der <strong>Rippert</strong>-Technologie<br />
mit 0,45<br />
Meter pro Sekunde<br />
in dieser Airbus-<br />
Anlage dauerhaft<br />
überboten. Saubere<br />
Luft- und Arbeitsbe-<br />
Blick in die neue manuelle Airbus-Spritzkabine von <strong>Rippert</strong>. Zwei pneumatisch<br />
gesteuerte Hebebühnen sind der variable Arbeitsbereich für die Profilackierer.<br />
dingungen sind die<br />
realisierten Ergebnisse.<br />
Drei Filterstufen<br />
reinigen die<br />
abgesaugte Luft<br />
aus der Kabine.<br />
Antihaftbeschichtete<br />
Prallbleche im<br />
Bodenbereich bieten<br />
großflächigen<br />
Widerstand für<br />
die Lackrückstände<br />
im Luftstrom.<br />
Die spezielle Antihaftbeschichtung<br />
verringert den<br />
Reinigungsaufwand<br />
erheblich.<br />
Kanalzellenfilter<br />
im Abluftkanal<br />
sind die zweite<br />
Station. Sie sind<br />
eine spezielle <strong>Rippert</strong>-Konstruktion<br />
mit sehr hohem<br />
Wirkungsgrad bei<br />
geringem Platzbedarf.<br />
Die dritte<br />
und letzte Filterstufe<br />
befindet sich<br />
vor dem Abluft-<br />
ventilator. Ein<br />
Kanalzellen-Filter<br />
Luftfahrtindustrie <strong>mo</strong><br />
Der frontale Blick in die Spritzkabine macht die Dimensionen deutlich. 12,40<br />
Meter lang, 3,10 Meter breit und 5 Meter hoch ist der manuelle Lackierbereich<br />
für Airbus-Landeklappen. 60.000 Kubikmeter Luft wälzen sich stündlich<br />
in vertikaler Führung um. Die Werkstücke werden in der Anlage mit einer<br />
Elektro-Hängebahn EHB 635 sicher und präzise befördert.<br />
wechsel ist abhängig von Produktions- und<br />
Lackintensität nach vier bis sechs Wochen<br />
er<strong>for</strong>derlich.<br />
Komplexes Luftmanagement<br />
Nach der Spritzkabine laufen die<br />
lackierten Landeklappen in die erweiterte<br />
Abdunstzone. 50.000 Kubikmeter<br />
Luft durchfluten stündlich diesen Anlagenteil.<br />
2.000 Kubikmeter davon werden<br />
zur Abluftnachbehandlung einer Anlage<br />
zur regenerativen Nachverbrennung<br />
zugeführt und durch einen gleich großen<br />
Frischluftanteil ersetzt. Lösemittelteile<br />
werden so aus der Luft genommen<br />
und eine Aufkonzentration verhindert.<br />
In der Trocknerzone härten IR-Strahler<br />
die Lackoberfläche dauerhaft durch. Ein<br />
Umluftvolumenstrom von 10.000 Kubikmetern<br />
in der Stunde gewährleistet<br />
die ausreichende Kühlung der IR-<br />
Strahler.<br />
Auf rund 70 Grad Celsius Temperatur<br />
heizen sich die Landeklappen während<br />
des IR-Trocknungsvorganges auf. In der<br />
nächsten Anlagenzone gelangen 20.000<br />
Kubikmeter Raumluft über speziell konstruierte<br />
Ausblaswände zur Abkühlung auf<br />
die Landeklappen.<br />
Als Fördersystem ist eine Elektro-<br />
Hängebahn EHB 635 in dieser Lackieranlage<br />
eingesetzt.<br />
Jahrg. 60 (2006) 5 13