

Hartmetall- und Diamantwerkzeuge - Carbide Tools
Hartmetall- und Diamantwerkzeuge - Carbide Tools
Hartmetall- und Diamantwerkzeuge - Carbide Tools

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
2<br />
Anhang<br />
Wann es günstig ist, wenn ein Fräser möglichst wenige<br />
Schneiden hat ...<br />
Das Hauptproblem des (Schlitz-)Fräsens ist das Anbacken<br />
von Spänen <strong>und</strong> damit das Verstopfen („Zusetzen“) des<br />
Fräsers. Ist der Fräser erst einmal verstopft, so kann er keine<br />
Späne mehr fördern <strong>und</strong> die Vorschubkraft der Fräse bricht<br />
ihn ab. Dies passiert – je nach Material – meist lange bevor<br />
die Schneide verschleißt. Primär ist daher die Frage zu lösen,<br />
wohin die Späne abgeführt werden. In der Regel geschieht<br />
dies nach oben bzw. nach hinten. Dazu braucht man aber<br />
eine möglichst große Spannut, um die Späne vorbei am<br />
„Fleisch“ des Fräsers zu bewegen. Der Vergleich der Querschnitte<br />
verschiedener Typen zeigt klar, daß der Einschneider<br />
die größte offene Fläche (= Größe der Spannut) aufweist <strong>und</strong><br />
damit bei ihm die geringste Verstopfungsgefahr besteht.<br />
Je mehr Schneiden vorhanden sind, desto stärker nimmt die<br />
offene Fläche ab. Je weniger Schneiden ein Fräser hat (<strong>und</strong><br />
je spitzer diese sind), desto leichter ist das Eintauchen in<br />
die Oberfläche des Materials.<br />
Bei den in der Werbetechnik überwiegend eingesetzten Materialien<br />
wie Kunststoffen (PVC, Plexiglas, Kömacel, usw.),<br />
Holzwerkstoffen (Spanplatten) <strong>und</strong> NE-Metallen (weiches<br />
Alu, Alucobond, Messing usw.) ist in der Regel der Einschneider<br />
im Vorteil, da hier das Problem der Schneidenerosion gegenüber<br />
der Verstopfungsgefahr zurücktritt.<br />
n<br />
n<br />
n<br />
n<br />
<strong>Hartmetall</strong>- <strong>und</strong> <strong>Diamantwerkzeuge</strong><br />
Hinweise zur Schneidenzahl von Fräsern<br />
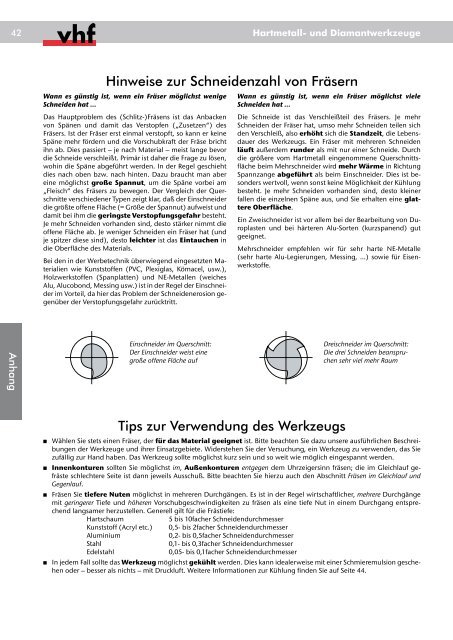
Einschneider im Querschnitt:<br />
Der Einschneider weist eine<br />
große offene Fläche auf<br />
Wann es günstig ist, wenn ein Fräser möglichst viele<br />
Schneiden hat ...<br />
Die Schneide ist das Verschleißteil des Fräsers. Je mehr<br />
Schneiden der Fräser hat, umso mehr Schneiden teilen sich<br />
den Verschleiß, also erhöht sich die Standzeit, die Lebensdauer<br />
des Werkzeugs. Ein Fräser mit mehreren Schneiden<br />
läuft außerdem r<strong>und</strong>er als mit nur einer Schneide. Durch<br />
die größere vom <strong>Hartmetall</strong> eingenommene Querschnittsfläche<br />
beim Mehrschneider wird mehr Wärme in Richtung<br />
Spannzange abgeführt als beim Einschneider. Dies ist besonders<br />
wertvoll, wenn sonst keine Möglichkeit der Kühlung<br />
besteht. Je mehr Schneiden vorhanden sind, desto kleiner<br />
fallen die einzelnen Späne aus, <strong>und</strong> Sie erhalten eine glattere<br />
Oberfläche.<br />
Ein Zweischneider ist vor allem bei der Bearbeitung von Duroplasten<br />
<strong>und</strong> bei härteren Alu-Sorten (kurzspanend) gut<br />
geeignet.<br />
Mehrschneider empfehlen wir für sehr harte NE-Metalle<br />
(sehr harte Alu-Legierungen, Messing, ...) sowie für Eisenwerkstoffe.<br />
Tips zur Verwendung des Werkzeugs<br />
Dreischneider im Querschnitt:<br />
Die drei Schneiden beanspruchen<br />
sehr viel mehr Raum<br />
Wählen Sie stets einen Fräser, der für das Material geeignet ist. Bitte beachten Sie dazu unsere ausführlichen Beschreibungen<br />
der Werkzeuge <strong>und</strong> ihrer Einsatzgebiete. Widerstehen Sie der Versuchung, ein Werkzeug zu verwenden, das Sie<br />
zufällig zur Hand haben. Das Werkzeug sollte möglichst kurz sein <strong>und</strong> so weit wie möglich eingespannt werden.<br />
Innenkonturen sollten Sie möglichst im, Außenkonturen entgegen dem Uhrzeigersinn fräsen; die im Gleichlauf gefräste<br />
schlechtere Seite ist dann jeweils Ausschuß. Bitte beachten Sie hierzu auch den Abschnitt Fräsen im Gleichlauf <strong>und</strong><br />
Gegenlauf.<br />
Fräsen Sie tiefere Nuten möglichst in mehreren Durchgängen. Es ist in der Regel wirtschaftlicher, mehrere Durchgänge<br />
mit geringerer Tiefe <strong>und</strong> höheren Vorschubgeschwindigkeiten zu fräsen als eine tiefe Nut in einem Durchgang entsprechend<br />
langsamer herzustellen. Generell gilt für die Frästiefe:<br />
Hartschaum 5 bis 10facher Schneidendurchmesser<br />
Kunststoff (Acryl etc.) 0,5- bis 2facher Schneidendurchmesser<br />
Aluminium 0,2- bis 0,5facher Schneidendurchmesser<br />
Stahl 0,1- bis 0,3facher Schneidendurchmesser<br />
Edelstahl 0,05- bis 0,1facher Schneidendurchmesser<br />
In jedem Fall sollte das Werkzeug möglichst gekühlt werden. Dies kann idealerweise mit einer Schmieremulsion geschehen<br />
oder – besser als nichts – mit Druckluft. Weitere Informationen zur Kühlung finden Sie auf Seite 44.