

Hartmetall- und Diamantwerkzeuge - Carbide Tools
Hartmetall- und Diamantwerkzeuge - Carbide Tools
Hartmetall- und Diamantwerkzeuge - Carbide Tools

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Hartmetall</strong>- <strong>und</strong> <strong>Diamantwerkzeuge</strong> 3<br />
Einstellen der Betriebsparameter<br />
Zur Ermittlung der Betriebsparameter bieten wir im Internet eine interaktive Drehzahl- <strong>und</strong> Vorschubberechnung an.<br />
Unter www.hartmetallwerkzeuge.de finden Sie unter der Rubrik „Wissenswertes“ die Möglichkeit, sich diese Angaben automatisch<br />
errechnen zu lassen. Ob mit diesen theoretisch errechneten Werten tatsächlich gearbeitet werden kann, hängt jedoch<br />
vom Zusammenspiel einer Vielzahl von Faktoren ab:<br />
n<br />
n<br />
n<br />
n<br />
n<br />
aus welchem Material ist das Werkstück?<br />
Art der Kühlung/Schmierung<br />
Leistung/Maximaldrehzahl der Spindel<br />
minimale/maximale Verfahrgeschwindigkeit der Anlage<br />
Steifigkeit der Anlage.<br />
Angesichts der Vielzahl der möglichen Systemkonfigurationen können die ermittelten Werte nur als Anhaltspunkte dienen.<br />
Es handelt sich dabei um Maximalwerte bei optimalen äußeren Gegebenheiten, für die wir angesichts der zahlreichen<br />
Konfigurationsmöglichkeiten keine Gewähr übernehmen können. Nähern Sie sich daher den angegebenen Werten von der<br />
sicheren Seite, d. h. wählen Sie bei den meisten Materialien zunächst eine kleinere Eintauchgeschwindigkeit, Eintauchtiefe<br />
<strong>und</strong> Vorschub – jedoch behalten Sie die angegebene Drehzahl bei. Während des Fräsens können Sie durch vorsichtige Veränderung<br />
der Parameter den Fräsvorgang weiter optimieren.<br />
Wenn der ermittelte Vorschub schneller ist als Ihr System verfahren kann, dann wählen Sie jeweils als Vorschubgeschwindigkeit<br />
die Maximalgeschwindigkeit Ihrer Anlage statt der ermittelten Geschwindigkeit. Die Spindeldrehzahl sollten Sie dabei<br />
etwas reduzieren.<br />
Die Eintauchtiefe ist abhängig von der Leistung Ihrer Spindel, d. h. nur wenn Ihre Spindel über ausreichende Leistungsreserven<br />
verfügt, dürfen Sie die maximale Eintauchtiefe auch ausnutzen. Im Zweifelsfall gilt: Lieber in mehreren Durchgängen<br />
weniger Material abtragen, als zuviel pro Durchgang. Wenn Sie nicht ganz sicher sind, sollten Sie auch den Vorschub senken.<br />
In Abhängigkeit von der Maschinenkonstruktion gilt folgende Faustregel: bei Leichtbaumaschinen (z. B. vhf CAM 100 bis<br />
2040) sollten Sie den Abtrag verringern, bei schweren Werkzeugmaschinen sollten Sie eher den Vorschub verringern.<br />
Beachten Sie insbesondere bei großen Werkzeugdurchmessern in schwer zerspanbaren (harten) Materialien wie Edelstahl<br />
die Lastanzeige am Spindelumrichter. Sie sollte am besten 80% Last nicht überschreiten. Nähern Sie sich daher der angegebenen<br />
Eintauchtiefe nur schrittweise <strong>und</strong> beobachten Sie dabei immer Ihre Spindellast.<br />
Fräsen im Gleichlauf<br />
<strong>und</strong> Gegenlauf<br />
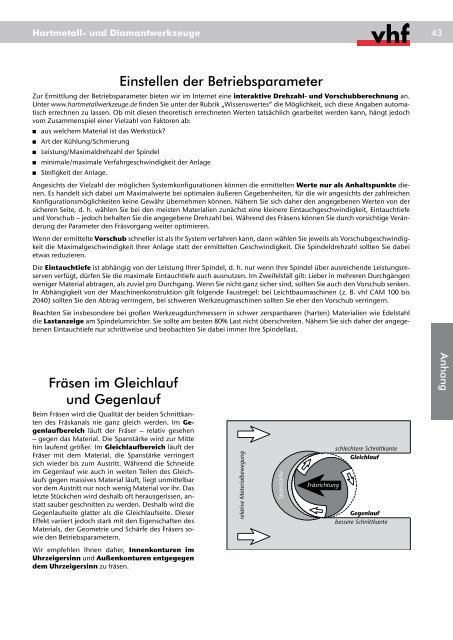
Beim Fräsen wird die Qualität der beiden Schnittkanten<br />
des Fräskanals nie ganz gleich werden. Im Gegenlaufbereich<br />
läuft der Fräser – relativ gesehen<br />
– gegen das Material. Die Spanstärke wird zur Mitte<br />
hin laufend größer. Im Gleichlaufbereich läuft der<br />
Fräser mit dem Material, die Spanstärke verringert<br />
sich wieder bis zum Austritt. Während die Schneide<br />
im Gegenlauf wie auch in weiten Teilen des Gleichlaufs<br />
gegen massives Material läuft, liegt unmittelbar<br />
vor dem Austritt nur noch wenig Material vor ihr. Das<br />
letzte Stückchen wird deshalb oft herausgerissen, anstatt<br />
sauber geschnitten zu werden. Deshalb wird die<br />
Gegenlaufseite glatter als die Gleichlaufseite. Dieser<br />
Effekt variiert jedoch stark mit den Eigenschaften des<br />
Materials, der Geometrie <strong>und</strong> Schärfe des Fräsers sowie<br />
den Betriebsparametern.<br />
Wir empfehlen Ihnen daher, Innenkonturen im<br />
Uhrzeigersinn <strong>und</strong> Außenkonturen entgegegen<br />
dem Uhrzeigersinn zu fräsen.<br />
Anhang