ProSoft's “Phased Migration” Solutions - Control Design
ProSoft's “Phased Migration” Solutions - Control Design
ProSoft's “Phased Migration” Solutions - Control Design

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
��������� ���������<br />
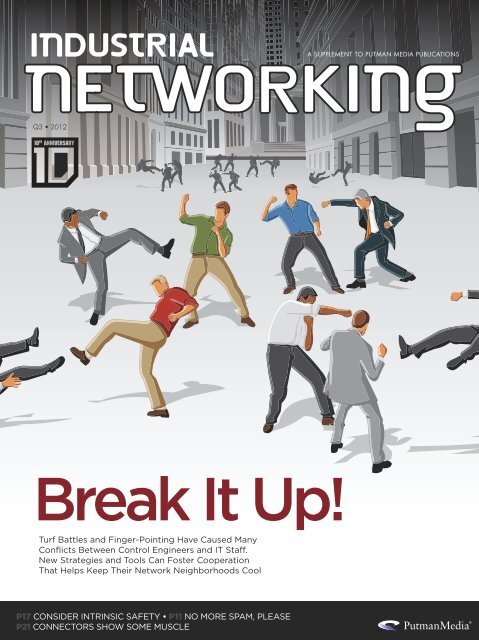
Break It Up!<br />
Turf Battles and Finger-Pointing Have Caused Many<br />
Confl icts Between <strong>Control</strong> Engineers and IT Staff .<br />
New Strategies and Tools Can Foster Cooperation<br />
That Helps Keep Their Network Neighborhoods Cool<br />
P17 CONSIDER INTRINSIC SAFETY���P11 NO MORE SPAM, PLEASE<br />
P21 CONNECTORS SHOW SOME MUSCLE
Our STRIDE family of industrial grade Ethernet switches and media converter is specifically built for industrial environments.<br />
Install Stride switches and your Ethernet control network will maintain more consistent cycle times even under heavy<br />
I/O and data exchange. Our new managed switches offer fast Ethernet and<br />
Gigabit options, as well as fiber SFP transceiver modules for select units.<br />
Managed switches offer security, redundancy and enhanced traffic filtering.<br />
Advanced Industrial Hardware<br />
�����������������������������������������������������������������������<br />
����������������������������������������������������������<br />
�� �������������������������������������������������������������������<br />
� ������������������������������������������������������<br />
�� �������������������������������������������������������������������<br />
(slotted bayonet) style versions<br />
�� ����������������������������������������������������������<br />
Real-time Performace<br />
�� ��������������������������������������������������<br />
�� ��������������������������������������������������������<br />
�� �������������������������������������������<br />
True Industrial <strong>Design</strong><br />
�� ��������������������������������������<br />
�� ���������������������������������<br />
� ��������������������������������<br />
�� ���������������������������������������������<br />
Also Available<br />
���������������������<br />
������������������<br />
CHECK OUT PRICES ON ETHERNET SWITCHES<br />
Product Description<br />
5-port unmanaged Ethernet switch with<br />
(5) 10/100BaseT RJ45 Ethernet ports<br />
8-port unmanaged Ethernet switch with<br />
(8) 10/100BaseT RJ45 Ethernet ports<br />
5-port managed Ethernet switch with<br />
(5) 10/100BaseT RJ45 Ethernet ports<br />
8-port managed Ethernet switch with (8) Gigabit<br />
RJ45 Ethernet ports and (4) combo SFP ports<br />
16-port managed Ethernet switch with<br />
(16) 10/100BaseT RJ45 Ethernet ports<br />
AutomationDirect<br />
STRIDE<br />
Price/Part Number<br />
$99.00<br />
SE-SW5U<br />
$174.00<br />
SE-SW8U<br />
$445.00<br />
SE-SW5M<br />
$1,290.00<br />
SE-SW8MG-4P<br />
$1,150.00<br />
SE-SW16M<br />
AutomationDirect prices are U.S. published prices from April 2012 Price List.<br />
Prices subject to change without notice.<br />
www.automationdirect.com/ethernet<br />
www.automationdirect.com<br />
Go online or call to get complete information,<br />
request your free catalog, or place an order.<br />
1-800-633-0405
Brad ®<br />
Bundled<br />
Automation<br />
<strong>Solutions</strong><br />
TOGETHER WE CAN<br />
GROW YOUR BUSINESS<br />
When you’re looking to move your business to<br />
the next level, you have a partner in Molex. We<br />
provide the most dependable solutions for the<br />
most demanding applications. A complete suite<br />
of Brad automation products for connectivity,<br />
www.molex.com/brad/cd<br />
communications, control and power. All bundled<br />
�������������������������������������������������<br />
harshest environments. With our worldwide reputation<br />
for innovation, we will keep your automated<br />
lines running smoothly. Let’s grow together.
�������������Ethernet ���������ndustrial Wireless�������������������������������������������������������������������<br />
The Era of Scalable 10GbE<br />
Infrastructures is Here<br />
Scalable: High performance full Gigabit core backbone<br />
Complete: Comprehensive edge-to-core networking solutions<br />
Reliable: Non-stop operation services<br />
Rugged: Industrial-grade fanless design<br />
Optimize Your Network Infrastructure with Scalable Edge-to-Core<br />
Industrial Ethernet <strong>Solutions</strong><br />
Moxa is introducing a comprehensive portfolio of edge-to-core switches, including high performance, high capability, 10GbE core<br />
switches that feature innovative network redundancy technologies, the best price to performance ratio, and a rugged industrial design.<br />
Core Layer: High bandwidth 10GbE<br />
Industrial Core Switches<br />
- Full Gigabit L2/L3<br />
- Up to 4 10GbE ports<br />
- Up to 24 or 48 1GbE connection<br />
- Fanless design<br />
����������������������<br />
Moxa Americas, Inc.<br />
Tel: 1-888-669-2872<br />
Fax: 1-714-528-6778<br />
usa@moxa.com www.moxa.com<br />
Distribution Layer: Industrial Modular<br />
DIN-Rail and Rackmount Switches<br />
- Flexible modular design<br />
- High port-density<br />
- Ideal for control room and outdoor<br />
cabinet operation<br />
Industrial Core Switches<br />
ICS-G7848/G7850/G7852 Series<br />
48G/48G+2 10GbE/48G+4 10GbE-port<br />
Layer 3 Full Gigabit Modular Managed Ethernet Switches<br />
���������������������<br />
������������������������������������������������<br />
�������������������������������������������������������<br />
������������������������������������������������������������������<br />
�������������������������������������������������������<br />
�������������������������������������������������������������������������������<br />
�������������������������������������������������������������������������<br />
���������������������������������������������������������������<br />
Over<br />
500<br />
Switches<br />
for Edge-to-core<br />
<strong>Solutions</strong><br />
Edge Layer: Compact, Standalone/Modular<br />
DIN-Rail Switches<br />
- Widest selection of switches: from 5 to 19 ports,<br />
FE to full GE, managed to unmanaged<br />
- Cost-effective solutions<br />
- Advanced L2 networking capability<br />
������������������������<br />
scan for more information.
CUSTOM REPRINTS<br />
Use reprints<br />
to maximize<br />
your marketing<br />
initiatives and<br />
strengthen your<br />
brand’s value.<br />
REPRINTS ARE IDEAL FOR:<br />
� New Product Announcements<br />
� Sales Aid For Your Field Force<br />
� PR Materials & Media Kits<br />
� Direct Mail Enclosures<br />
� Customer & Prospect<br />
Communications/Presentations<br />
� Trade Shows/Promotional Events<br />
� Conferences & Speaking Engagements<br />
� Recruitment & Training Packages<br />
Reprints are a simple way to put<br />
information directly into the hands of<br />
your target audience. Having been<br />
featured in a well-respected publication<br />
adds the credibility of a third-party<br />
endorsement to your message.<br />
For additional information, please contact<br />
Foster Printing Service, the official reprint<br />
provider for Industrial Networking.<br />
Call 866.879.9144<br />
or sales@fosterprinting.com<br />
Hazardous area Safe area<br />
CLR: Current<br />
limiting resistor<br />
(restricts current)<br />
TX<br />
Zener diode<br />
(restricts voltage)<br />
300R<br />
28V<br />
Fuse<br />
(restricts<br />
power)<br />
DESIGN 17<br />
The IS Alternative<br />
Protect<br />
regulate<br />
Floating<br />
supply<br />
4-20mA<br />
Of All the Reasons to Consider<br />
Intrinsic Safety (IS) for Your<br />
Operations, the First One Is That These<br />
Installations Reduce the Overall Risk<br />
of Explosion Through Human Error<br />
BY IAN VERHAPPEN<br />
RESEARCH 22<br />
Nothing but Growth for Ethernet<br />
IS E<br />
CONTENTS<br />
Managed Switches Replace Hubs, and Plain Vanilla Ethernet Remains a<br />
Favorite Flavor<br />
7 FIRST BIT<br />
Common Ground<br />
or Battleground?<br />
8 PACKETS<br />
Moxa’s Parking Lot,<br />
Roof Go Solar<br />
11 BUS STOP<br />
The Spam of Things<br />
17<br />
COLUMNS & DEPARTMENTS<br />
20 PARITY CHECK<br />
Mesh Networks Hit<br />
the Mark<br />
21 BANDWIDTH<br />
Connectors Bulk Up,<br />
Smarten Up<br />
COVER STORY<br />
EVALUATE 12<br />
Break It Up!<br />
Turf Battles and Finger-Pointing<br />
Have Caused Many Confl icts<br />
Between <strong>Control</strong> Engineers<br />
and IT Staff . New Strategies and<br />
Tools Can Foster Cooperation<br />
That Helps Keep Their Network<br />
Neighborhoods Cool<br />
BY JIM MONTAGUE, EXECUTIVE EDITOR<br />
25 PRODUCTS<br />
26 TERMINATOR<br />
Are We Ready for<br />
Digital Safety?<br />
INDUSTRIAL NETWORKING is published four times annually to select subscribers of CONTROL and CONTROL DESIGN<br />
magazines by PUTMAN MEDIA INC. (also publishers of CHEMICAL PROCESSING, FOOD PROCESSING, PHARMACEUTICAL<br />
MANUFACTURING and PLANT SERVICES), 555 W. Pierce Road, Suite 301, Itasca, IL. (Phone: 630/467-1300; Fax: 630/467-<br />
1124) Address all correspondence to Editorial and Executive Offi ces, same address. ©Putman Media 2012. All rights reserved.<br />
The contents of this publication may not be reproduced in whole or part without consent of the copyright owner. INDUSTRIAL<br />
NETWORKING assumes no responsibility for validity of claims in items reported. Single copies $15.<br />
2012 � Q 3 � INDUSTRIAL NETWORKING<br />
5
When Automation<br />
Networks Need To Be<br />
Installed,<br />
Connected,<br />
or Adapted,<br />
Hilscher’s the Name.<br />
With a full range of performance<br />
capabilties from a single, trusted<br />
source, Hilscher’s diverse range<br />
of network solutions, including<br />
chips, stacks, and custom<br />
confi gurations, can solve any<br />
networking challenge.<br />
����������������<br />
������������������������<br />
��������������<br />
���������������<br />
������������������<br />
����������������������<br />
����������������<br />
������������������������������<br />
�������������������������������������������������<br />
������������������������������������������������<br />
���������������������������������������������<br />
�����������������������������������<br />
����������������������������������������������������������������<br />
netIC<br />
������������������������<br />
�������������������������<br />
�������������������������<br />
���������������������������<br />
�����������������������<br />
�������������������<br />
comX<br />
��������������������<br />
����������������������<br />
�������������������<br />
�������������������<br />
��������������������<br />
�������������<br />
netJACK<br />
��������������������<br />
��������������������������<br />
����������������������<br />
�����������������������������<br />
����������������������������<br />
��������������������<br />
��������������������<br />
������������<br />
netRAPID<br />
������������������������������<br />
����������������������<br />
������������������������<br />
�����������������<br />
�����������������������<br />
�������������������<br />
�������������������<br />
netX<br />
�����������������������<br />
����������������������<br />
�����������������������������<br />
���������������������<br />
�������������������������<br />
��������������������������<br />
���������������
Common Ground or Battleground?<br />
THIS ISSUE’S COVER STORY ABOUT CONFLICT<br />
resolution between control system engineers and<br />
the IT staff should resonate with many of you.<br />
For industrial data networks, it all began to<br />
change when Ethernet hit the factory floor, where<br />
controls people want deterministic behavior, while<br />
the now-involved IT staff needs fat pipes and—to<br />
get that bandwidth—adherence to network<br />
updates, patches and other unintentionally<br />
mischief-making code.<br />
For many of the participants, the gap between<br />
the needs and wants of the groups was a call to<br />
battle of competing objectives.<br />
Executive Editor Jim Montague presents some<br />
evidence in this article that things can be and<br />
should be better. There are more new tools,<br />
network design partitioning and subnet options<br />
that have a broader ability to help satisfy seemingly<br />
contradictory needs.<br />
Montague writes that Nagesh Nidamaluri,<br />
senior general manager at Mahindra Vehicle<br />
Manufacturers in Mumbai, India, said that<br />
traditional IT vs. control engineering conflicts<br />
were resolved at his company mostly because he<br />
oversees both departments, and he encourages<br />
them to work together.<br />
It would be nice to think that’s all there is to<br />
it. If we’re around plant sites and factory floors<br />
long enough, many, if not all, of us will have<br />
experienced entrenched silo-based management<br />
that creates divisional or departmental objectives<br />
and expectations without a thought about the<br />
effect on other parts of the organization. The<br />
disconnect between what the boss says and what<br />
the individual performance objectives of the staff<br />
members tell them can be scarily dysfunctional. I’m<br />
a believer that quite frequently, maybe always, the<br />
company’s costing methods are the root cause and<br />
never get included in the discussion—right along<br />
with the technology.<br />
I’ve written before about the purchasing manager<br />
whose job performance rating depends almost<br />
entirely on his ability to buy components at or<br />
below the cost built into the bill of materials. His<br />
office sits next to a facility engineer, who recognizes<br />
that a change to a more robust, but more expensive<br />
component would save the company many times<br />
that added cost by greatly reducing maintenance<br />
and repair expenses. Stalemate.<br />
I’ll be more encouraged that we’ve really turned<br />
the corner on conflicting network needs when the<br />
solutions we hear about stress how a company<br />
first modernizes its cost accounting enough to<br />
assign and identify costs in a meaningful way. That<br />
means those KPIs not only will make more sense,<br />
they’ll be meaningful across all functional groups<br />
and departments. Common objectives, particularly<br />
those on which compensation and performance<br />
evaluation are based, do absolute wonders<br />
for cooperation. Add in those new tools that<br />
Montague writes about, and you have the makings<br />
of a high-performance organization.<br />
Speaking of high performers, we’re losing Ian<br />
Verhappen as a long-time, regular contributor to<br />
Industrial Networking. He’s recently been appointed<br />
managing director for Yokogawa Canada, and we<br />
all wish him nothing but the best.<br />
This is our 10th anniversary year, so we’ve been<br />
reprinting articles from prior-year issues that are<br />
an interesting look back at the state of particular<br />
topics and technologies at the time. Because<br />
of that, we thought it fitting to rerun one of<br />
Verhappen’s articles from 2004. In fact, he’s also the<br />
author of this month’s feature on intrinsic safety,<br />
which he wrote before he took his new job. So, this<br />
clearly is the “Ian Farewell Issue.”<br />
We’ll miss his expertise. In particular, we’ve relied<br />
on him to keep us updated on emerging technology<br />
issues such as Power over Ethernet (PoE), which is<br />
on our editorial calendar for this issue.<br />
Perhaps the best thing we can do this<br />
time around is refer you to the most recent<br />
articles Verhappen wrote in 2011 and 2010<br />
on the subject. “PoE–The Missing Link” (www.<br />
industrialnetworking.net/poelink) discusses the<br />
increased interest in wireless networks. The need<br />
for associated distributed wireless access points<br />
seems to Verhappen to be the logical application<br />
that will drive the adoption of industrial PoE.<br />
He followed that with “PoE–The Evolution<br />
Continues” (www.industrialnetworking.net/<br />
poeevolution), noting that IEEE PoE standards<br />
continue to evolve. He examines the impact of these<br />
“new” IEEE standards on industrial applications.<br />
In addition, www.<strong>Control</strong><strong>Design</strong>.com/poe<br />
will bring you to a landing page with links to<br />
a comprehensive look at all of the PoE-related<br />
content on our websites.<br />
FIRST BIT<br />
COMMON OBJECTIVES,<br />
PARTICULARLY<br />
THOSE ON WHICH<br />
COMPENSATION<br />
AND PERFORMANCE<br />
EVALUATION ARE<br />
BASED, DO ABSOLUTE<br />
WONDERS FOR<br />
COOPERATION.<br />
JOE FEELEY<br />
EDITOR IN CHIEF<br />
jfeeley@putman.net<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
7
Bits & Bytes<br />
B&B Electronics (www.bb-elec.<br />
com), a developer of wired<br />
and wireless connectivity<br />
technology, acquired IMC<br />
Networks (www.imcnetworks.<br />
com), which provides optical<br />
access and media conversion<br />
solutions for LAN, MAN and<br />
FTTx applications. This is the<br />
latest of B&B’s three major<br />
acquisitions in nine months,<br />
expanding its fiberoptic<br />
offerings.<br />
Mechatrolink Members Assn.<br />
(MMA, www.mechatrolink.org)<br />
reached its 1,000th member<br />
since its establishment in<br />
October 2005. The association<br />
was created to promote the<br />
use of Mechatrolink, an open<br />
protocol used for industrial<br />
automation, with 124 original<br />
member companies.<br />
Sercos International (www.<br />
sercos.com) developed a<br />
Safe Motion Profile for CIP<br />
Safety on Sercos. Sercos<br />
relies on CIP Safety as the<br />
functional safety protocol for<br />
its Sercos networks. To ensure<br />
the interoperability and<br />
compatibility of safety-related<br />
peripheral devices Sercos<br />
International and ODVA<br />
(www.odva.org) agreed to<br />
jointly develop a Safe Motion<br />
Profile based on CIP Safety.<br />
Endress+Hauser (www.endress.<br />
com) became a principal<br />
member of ODVA (www.odva.<br />
org), increasing its support of<br />
open industrial networking<br />
technologies, with a vision to<br />
leverage EtherNet/IP to simplify<br />
network architecture.<br />
8 INDUSTRIAL NETWORKING � Q3 � 2012<br />
Moxa’s Parking Lot, Roof Go Solar<br />
EVERYONE KNOWS HOW HOT PARKING LOTS GET IN THE SUMMER. ALL OF OUR SWELTERING<br />
cars and burnt feet on the way to the beach are proof of it. However, as people rush from their cars<br />
to air-conditioned buildings, many of them might not think about how the sun also produces a great<br />
deal of energy that could be captured and put to use.<br />
One exception is Moxa (www.moxa.com), which recently installed 1,133 solar panels in a 35,000 ft 2<br />
installation over the company’s parking lot and roof of its testing lab, training center and warehouse<br />
in sunny Brea, Calif. The company bought and renovated the 1980s-era building for its new<br />
headquarters, and the solar project was part of the reconstruction.<br />
The banks of 4x2 ft panels from Suntech (www.suntech-power.com) produce more than<br />
311 kW. Once converted from dc to ac, this solar power is expected to cover all of the electrical<br />
needs for Moxa’s facility, and save about $6,000 per month. And, besides providing some muchneeded<br />
shade for cars in the lot, the panels are also powering four car-charging stations for<br />
several electric vehicles.<br />
The electrical inverter performing the panels’ dc-to-ac conversion process is monitored by<br />
Moxa’s MGate 3170 Modbus serial-to-Modbus Ethernet data inverter that converts serial data<br />
to Ethernet, and displays and aggregates it to help improve performance. Moxa’s EDS-405A<br />
managed Ethernet switches also acquire data from the car chargers and video cameras that<br />
provide surveillance for the panels.<br />
About half of the $1 million bill for the panels was paid by California’s Solar Initiative rebate<br />
program and by federal tax credits. The project is expected to pay for itself in less than five years.<br />
“On cloudy days and at night, we’ll still buy some power from the grid. However, overall, these<br />
panels will generate revenue for us,” said Jim Toepper, Moxa’s marketing manager for industrial<br />
networking and video solutions. “A lot of people still believe that solar isn’t real, but there’s no<br />
excuse not to use it in California.”<br />
In addition to the solar power system, Moxa has implemented other resource conservation<br />
efforts, such as low-flow aerators, rain sensors for irrigation, and motion sensors for lighting. The<br />
company is also considering retrofitting parking lights to LEDs, and other conservation solutions.
PACKETS<br />
WirelessHART<br />
Adoption Tripled<br />
Since 2010<br />
ALTHOUGH DATA RELIABILITY HAS BEEN<br />
an inhibitor to the adoption of wireless<br />
sensor networking (WSN), that is much less<br />
the concern now, according to a report from<br />
technology research company ON World<br />
(www.onworld.com). Less than half (46%)<br />
of end users surveyed indicated that data<br />
reliability inhibits their adoption, compared<br />
with 71% in ON World’s Q1 2010 survey.<br />
The migration to standards-based WSN is<br />
one of the biggest technology developments<br />
for industrial automation, researchers said.<br />
“Users of industrial wireless sensing and<br />
control have been demanding standards,<br />
but the hope of convergence between<br />
WirelessHART and ISA100.11a is in doubt,”<br />
said Mareca Hatler, ON World’s research<br />
director. “Despite this standards confusion<br />
and a brutal economy, the industrial WSN<br />
market has doubled over the last two years.”<br />
In collaboration with the International<br />
Society of Automation (ISA), HART<br />
Communication Foundation (HCF) and<br />
the Wireless Industrial Networking Alliance<br />
(WINA), ON World completed one of its<br />
largest studies on WSN with 216 industrial<br />
automation vendors, end users and<br />
professionals from five geographic regions.<br />
Examples include BP, Chevron, DuPont,<br />
Endress+Hauser, Emerson, Hitachi, Halliburton,<br />
Honeywell, Petrobras, Rio Tinto Alcan,<br />
Schneider Electric, Toshiba and Yokogawa.<br />
More than half (57%) of the end user<br />
respondents are using or pilot testing WSN<br />
systems. One-fifth of the end users have<br />
deployed more than 100 wireless field<br />
devices, and 75% of current WSN adopters<br />
are using a wireless mesh protocol for at<br />
least some of their wireless field devices.<br />
WirelessHART is used by 39% of the<br />
surveyed end users—up from 13% in<br />
Q1 2010. Preferences for wireless mesh<br />
standards continue to diverge, with end<br />
users equally preferring either WirelessHART<br />
or a hybrid strategy that includes both<br />
WirelessHART and ISA100.11a.<br />
Computing/HMI Serial I/O<br />
Compact Ethernet data acquisition<br />
modules support PoE.<br />
Easily connect I/O to your network with Sealevel’s new eI/O<br />
family of Ethernet data acquisition modules. eI/O provides system<br />
designers with a compact, cost-effective solution for monitoring and<br />
control with optically isolated inputs and Reed or Form C relays.<br />
eI/O <strong>Solutions</strong> Offer:<br />
�� ����������������������<br />
�� �����������������<br />
�� ������������������������������<br />
�� �������������������������������<br />
�� �����������������������������<br />
Power over Ethernet (PoE 802.3af) devices receive power and data<br />
on one cable and eliminate the need for additional power supplies.<br />
��������������������������������������������������������������<br />
�������������������������������������������<br />
sealevel.com > sales@sealevel.com > 864. 843. 4343<br />
Learn more about eI/O Data Acquisition Modules at<br />
sealevel.com/pin/eio or scan this QR code with your<br />
smart phone.<br />
®<br />
DC or PoE Powered<br />
© 1986-2011, Sealevel Systems, Inc. All rights reserved.
PACKETS<br />
Fieldbus Foundation Updates Remote Operations Specs<br />
THE FIELDBUS FOUNDATION (WWW.<br />
fieldbus.org) updated its Foundation<br />
technical specifications to address key<br />
elements of Foundation for Remote<br />
Operations Management (ROM) technology.<br />
Specifications have been added for<br />
Where Automation Connects<br />
transducer blocks for both HART and<br />
WirelessHART devices.<br />
“The purpose of Foundation for Remote<br />
Operations Management is to address the<br />
rapidly growing world of remote applications,<br />
whether that’s a pipeline SCADA, for<br />
Minimize<br />
the risk of<br />
migrating<br />
your legacy<br />
architecture<br />
ProSoft’s <strong>“Phased</strong> <strong>Migration”</strong> <strong>Solutions</strong><br />
ProSoft Technology provides a full suite of migration solutions for<br />
Rockwell Automation control architectures. These modules are<br />
designed to help upgrade legacy control platforms, connecting them<br />
via EtherNet/IP to Allen-Bradley PACs.<br />
�������������������������������������������<br />
with live input data<br />
�������������������������������������������<br />
debugging new system<br />
���������������������������������������<br />
you commit<br />
����������������������������������������������������<br />
�������������������������������������<br />
Legacy networks include: Honeywell IPC-620 I/O, TI 505 Remote I/O,<br />
GE Genius I/O, GE Ethernet Global Data, PROFIBUS, AB Remote I/O,<br />
Modicon S908 ,DH+, Fisher-PROVOX <strong>Control</strong> I/O, Siemens Industrial Ethernet<br />
+1-661-716-5100<br />
www.prosoft-technology.com/migration<br />
����������������������������������������������������������������������������<br />
example, or offshore platform automation—<br />
all the way through to other industries such<br />
as mining, and even OEM skid-mounted<br />
equipment in the pharmaceutical industries,”<br />
said Larry O’Brien, global marketing manager<br />
for the Fieldbus Foundation, earlier this year.<br />
The technology enables fieldbus connectivity<br />
to remote I/O and the leading industrial<br />
wireless protocols, including WirelessHART<br />
and ISA100.11a. It provides an interface to<br />
these wireless technologies and uses Electronic<br />
Device Description Language (EDDL) and<br />
function blocks to ensure interoperability with<br />
Foundation for ROM devices.<br />
According to the Fieldbus Foundation,<br />
Foundation for ROM is the first example of the<br />
ability to integrate ISA 100.11a, WirelessHART,<br />
wired HART, and wired H1 protocols into<br />
a single standard environment, without<br />
sacrificing the diagnostic capabilities of the<br />
existing wireless devices. With the technology,<br />
industrial operations can implement a true<br />
predictive and proactive maintenance strategy<br />
for remote assets that could not previously<br />
support one, the foundation said.<br />
“End users are increasingly spending money<br />
on remote applications. We’re looking for<br />
resources in increasingly hard-to-get-to areas.<br />
And basically, we’re trying to get people out<br />
of harm’s way,” O’Brien said. “Foundation for<br />
ROM is specifically designed to meet these<br />
application requirements.”<br />
Data from devices on multiple networks are<br />
tightly integrated into the Foundation fieldbus<br />
infrastructure, providing a single environment<br />
for management of diagnostic data, alarms<br />
and alerts, data quality, control in the field<br />
capability, and object-oriented block structure.<br />
Within the Foundation automation<br />
architecture, the H1 (31.25 kbps) and HSE<br />
(100 Mbps) fieldbus networks provide a<br />
distributed function block capability. The<br />
Foundation for ROM solution expands<br />
these capabilities by establishing open, nonproprietary<br />
specifications for an interface<br />
to wireless field device networks, a wired<br />
HSE backhaul, and a wireless HSE backhaul<br />
integrating various wireless sensor networks<br />
such as Wi-Fi, satellite, cellular, etc.
The Spam of Things<br />
YOU’VE HEARD OF THE “INTERNET OF<br />
Things,” right? That’s where your dishwasher<br />
and your dog’s collar, your Volkswagen and your<br />
sprinkler system all have microchips in them,<br />
and they all have apps on your smartphone.<br />
Maybe the dog’s collar even integrates with the<br />
sprinkler so it shoos him off the flower beds.<br />
Wow, that’s really handy.<br />
But along with all that network capability,<br />
engineers and code writers have also provided a<br />
“wealth” of diagnostics—some of which might not<br />
be all that useful.<br />
The grandma of questionable diagnostics is<br />
possibly the ubiquitous “Check Engine” lamp, like<br />
the one on my car’s instrument cluster. I think it<br />
has to do with some emissions accoutrements—<br />
an EGR valve, perhaps. But even if you dutifully<br />
changed it at 70,000 miles, you still have to take<br />
three-fourths of the car apart to turn the lamp off.<br />
So there it glows.<br />
If you define spam as useless messages that<br />
you didn’t ask for, you might begin viewing the<br />
increasing quantity of useless, redundant and<br />
“stuck” diagnostic messages in the same light.<br />
These messages and indications are spam that you<br />
can’t turn off or run through a filter. In many cases,<br />
they can mask other problems that you wish you<br />
knew about.<br />
My plant’s distributed control system (DCS)<br />
has a wealth of in-depth diagnostics, but they<br />
all roll up to a single “controller bad” indication.<br />
You can drill down to find out what the specific<br />
issue is—that’s good. But if it’s something you<br />
can’t immediately fix, the thousands of other<br />
potential problems might fail to invoke a “reannunciation”<br />
of the “bad” status. Supposedly,<br />
there’s a mechanism to table a stuck diagnostic,<br />
but I haven’t found the right-click context menu<br />
that reveals how one might do this. So I stare at<br />
the spam for weeks or months or more, and any<br />
additional indications—including the ones I might<br />
care about—could go unnoticed.<br />
The DCS is just the beginning. I have a certain<br />
flowmeter that reads near zero most of the time.<br />
On a regular basis, though, it somehow detects<br />
and indicates reverse flow. We don’t know any<br />
reason why it should have reverse flow, but should<br />
we suppress it?<br />
There are hundreds and hundreds more<br />
instruments and valve positioners, all of which<br />
have some variety of preconfigured diagnostics.<br />
We get spammed by them as well. Every now and<br />
then, there’s a message that is genuinely actionable,<br />
so your thoughts of possibly suppressing the<br />
alerts—where possible—are squelched.<br />
How do you get rid of all the noise? Should<br />
I suppress “EEPROM Read Failure?” How does<br />
one decide which diagnostics are useful and<br />
actionable, and which can be suppressed and<br />
forgotten forever?<br />
For the past decade or more, we’ve had futurists<br />
among us who envision a brave new world where<br />
“intelligent” devices determine their ailments and<br />
take actions like sending emails or writing work<br />
orders. Why not? Why make a human read the<br />
messages and hunt-and-peck their way through<br />
the manufacturing execution system (MES)? Just<br />
generate the work order automatically, mate.<br />
That’s right, we can automatically fill up Maximo<br />
or SAP with spam.<br />
In reality, the need for the application of a<br />
thinking human brain couldn’t be greater than it<br />
is now. The immensely powerful machine on your<br />
desk, which is far more powerful than the Ferrari<br />
of smart devices, has had armies of hardware and<br />
software geniuses craft ever-more sophisticated<br />
diagnostics for it. Does yours ever “phone home”?<br />
My email client crashes and sends diagnostics back<br />
to the mother ship about five times a day. Thank<br />
goodness this monster isn’t writing job orders<br />
every time it has a hiccup.<br />
The standards set forth by ISA and other<br />
organizations for alarm rationalization need to be<br />
applied in the universe of device diagnostics as<br />
well. Diagnostics should be specific, actionable and<br />
not redundant. And if it’s spam, noise or chatter,<br />
we need a consistent method to filter, suppress<br />
or table it. No one should have to disassemble<br />
their dashboard, or click through seven layers of<br />
slow-loading dialog boxes to tell an alarm to take a<br />
break for a fortnight, or forever.<br />
Just as the DCS is the compendium for all<br />
process alarms, and is armed with the right<br />
tools for managing them, so should our asset<br />
management systems be the clearing house for<br />
diagnostics, and provide us the tools to make them<br />
meaningful.<br />
No more spam, please.<br />
BUS STOP<br />
HOW DOES ONE DECIDE<br />
WHICH DIAGNOSTICS<br />
ARE USEFUL AND<br />
ACTIONABLE, AND<br />
WHICH CAN BE<br />
SUPPRESSED AND<br />
FORGOTTEN FOREVER?<br />
JOHN REZABEK<br />
jrezabek@ashland.com<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
11
Turf Battles and Finger-Pointing Have Caused Many Confl icts Between <strong>Control</strong><br />
Engineers and IT Staff . New Strategies and Tools Can Foster Cooperation That<br />
Helps Keep Their Network Neighborhoods Cool<br />
CAN’T WE ALL JUST GET ALONG? Th at plea, fi rst from the late<br />
Rodney King and later from the U.S. president played by Jack Nicholson<br />
in “Mars Attacks,” is a long-sought and much-desired goal for control<br />
and automation engineers, their IT counterparts and their companies.<br />
It’s been quite a while since fi eldbuses, Ethernet, Internet, wireless<br />
and other digital technologies began to encroach on<br />
the plant fl oor’s traditional point-to-point networks for<br />
operations and control, but engineers and IT still get on<br />
each other’s nerves. Perhaps not as much at each other’s<br />
throats as they once were, many remain highly resentful<br />
and don’t work together well. As usual, culture takes far longer to<br />
evolve than technology.<br />
“We used to sit in project meetings with only the controls<br />
guys, but in the past few years IT people started attending,<br />
and it’s gotten better,” says Keith Jones, PE, president of Prism<br />
Systems (www.prismsystems.com), a system integrator in Mobile,<br />
Ala. “However, we were just in a meeting with a Fortune 500<br />
manufacturer, and its engineers told us ahead of time to listen to<br />
what IT was going say, but warned us not to agree right away to<br />
do anything. They told us to wait, and the engineers would decide<br />
if what IT wanted could be done. They had concerns, and wanted<br />
to make sure they could override any IT requests, if needed.<br />
Apparently, IT had previously pushed some Windows patches<br />
onto the plant network without notifying the controls side, and it<br />
had shut down some production lines. So the controls engineers<br />
demanded that patches couldn’t be forced.”<br />
12 INDUSTRIAL NETWORKING � Q3 � 2012<br />
BY JIM MONTAGUE,<br />
EXECUTIVE EDITOR<br />
So, why didn’t these controls engineers and their IT counterparts<br />
talk out these issues in the fi rst place? Why weren’t they straight with<br />
each other in their meetings? And why didn’t they settle on mutually<br />
understood patching policies and project requirements before<br />
operational problems happened? Whatever the history and reasons<br />
for these continuing squabbles, many managers are sick<br />
of them, and are demanding that they stop. Fortunately,<br />
there are a bunch of new strategies and tools for dividing<br />
and coordinating network responsibilities to prevent<br />
fi nger-pointing and settle these old confl icts.<br />
START WITH LEADERSHIP<br />
Th e primary initial element in getting controls engineers and IT<br />
to cooperate is their managers. While these confl icts often were<br />
ignored in the past, many leaders not only are requiring both sides to<br />
cooperate, but are reorganizing them under common managers, and<br />
developing hybrid engineers with both controls and IT skills.<br />
Nagesh Nidamaluri, senior general manager at Mahindra Vehicle<br />
Manufacturers (MVML, www.mahindra.com) in Mumbai, India,<br />
reports that his company’s 14 greenfi eld auto plants and shops in 280<br />
acres in Chakan, India, work with their IT departments to connect the<br />
manufacturing execution system (MES) on its huge and expanding<br />
plant fl oors to its enterprise resource planning (ERP) system.<br />
“We’re connecting all of our many varied components and<br />
production equipment with IP addresses, which gives us the fl exibility<br />
to be lean and expand as needed,” he explains. “Th is method
also gives us visualization for our plant managers, so they handle<br />
production in real time, and shift or expand production lines more<br />
quickly in response to supply-chain issues and other situations.”<br />
Traditional IT vs. control engineering confl icts were resolved mostly<br />
because he now oversees both departments, and he’s encouraged<br />
them to work together, Nidamaluri adds.<br />
To serve present production and future plans, the campus local<br />
area network (LAN) for Mahindra’s Chakan project was designed and<br />
implemented to support applications such as Voice over Internet<br />
Protocol (VoIP), plant data, IT data, business systems, security and alarms.<br />
Each plant has its own network hub room, and uses a backbone of singlemode<br />
10 Gbps fi beroptic cable between shops and multi-mode 1 Gbps<br />
fi beroptic cable within each shop, which enables dual-path redundancy,<br />
rerouting and self-healing during recovery. Th e body shops also use Cat.<br />
6 UTP cable with IP67 bayonet jacks to withstand vibration and protect<br />
against dust, water and oil (Figure 1). So far, system integrator Wipro<br />
Technologies (www.wipro.com) and Molex report they’ve helped install<br />
165 km of UTP/FTP cables and 124 km of OFC cables at the shops,<br />
and have reserved space and capacity for planned wireless devices<br />
in the future. Th is backbone also assists Chakan’s green initiative and<br />
sustainability systems, such as heat recovery, solar panels, water treatment<br />
and several manufacturing processes.<br />
DIVIDE AND ORGANIZE<br />
As important as leadership is to motivate cooperation, there are<br />
practical and technical obstacles. Th ese can be overcome with logic,<br />
organization and prioritization. It begins with the best way to divvy up<br />
an industrial network, which is to partition it into logical, functional<br />
subnetworks, and then separate and isolate these subnets with<br />
managed Ethernet switches and/or fi rewalls. “Good fences make good<br />
neighbors,” says the neighbor in Robert Frost’s poem, “Mending Wall,”<br />
and this is especially true for today’s industrial networks.<br />
Of course, sorting out all the process applications and network<br />
systems they need is probably a little easier if much of their equipment<br />
isn’t out in the middle of the sea. Th is was the challenge faced by system<br />
integrator Cimation (www.cimation.com) of Metairie, La. In 2010, its<br />
team was asked to implement an extensive Ethernet-based network,<br />
including automation, supervisory control and data acquisition<br />
(SCADA), cybersecurity and business functions for a fi xed oil and gas<br />
processing platform in 2,000 ft of water in the Gulf of Mexico. Th e<br />
platform was previously operating in a limited capacity, but the owner<br />
embarked on a capital improvements program to greatly increase its<br />
capacity. Because the enhanced platform design would process a high<br />
volume of about 30,000 barrels of oil equivalents per day, the owner<br />
wanted the platform network to have maximum reliability and uptime.<br />
Also, the owner asked Cimation to model and pre-prove the network<br />
and wireless communications on shore, and then install them without<br />
disrupting the platform’s existing operations.<br />
Th e platform serves multiple wells that feed the facility via pipelines<br />
that run along the seabed, and has processes that separate oil from<br />
natural gas. Th e oil is pumped and the gas is compressed into pipelines<br />
that deliver these products to facilities onshore. Th e network requires<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
13
COOPERATING ON CARS<br />
Figure 1: Workers assembling vehicles at Mahindra Vehicle Manufacturers’ 14 plants and shops in India rely on a campus fiberoptic<br />
and Ethernet-based LAN that jointly supports VoIP, plant and IT data, business systems, security and alarms.<br />
10 servers that poll data from PLCs and other automation devices,<br />
provide security services such as closed-circuit TV, and manage domain<br />
controllers for credentialing and login. This system also includes terminal<br />
servers that provide HMIs; historian servers for archiving time-stamped<br />
production and alarm data; and reporting services that connect to<br />
a large enterprise network via a microwave link to offices on shore.<br />
Another stack of servers talks to subsea systems via the OPC protocol.<br />
They perform proprietary flow calculations on the composition and<br />
volumetric flow rate of oil and gas, a custody transfer function. Finally,<br />
some of the platform’s controllers use UDP multicast messages, which<br />
creates traffic that has to be filtered to protect certain control devices.<br />
“Older or smaller platforms have PLCs and HMIs locally<br />
networked, but they may not have any business subnet, security<br />
services, or communication with subsea systems. Those types of<br />
facilities sometimes only report periodically via a modem, so their<br />
capabilities are limited, and the smaller quantity of data provided<br />
to the enterprise is just a periodic summary,” says J.D. Bamford, PE,<br />
CRM/SCADA security engineer at Cimation. “To provide continuous<br />
remote monitoring, a full business subnet, management and security<br />
functions, the new network needed firewalls and demilitarized zones<br />
(DMZs) to segregate these portions of the network. It also needed the<br />
capability to continuously broadcast operations to a backup control<br />
room located at the offices on shore.” This backup capability could be<br />
used if the platform crew is forced to evacuate during a hurricane.<br />
Any network that spans business and automation areas requires<br />
a service-level agreement between operations and IT based on what<br />
applications are in the field, and what the enterprise network needs from<br />
14 INDUSTRIAL NETWORKING � Q3 � 2012<br />
those applications. Cimation interfaced with enterprise data users as well<br />
as operations personnel to define a data exchange strategy that dictates<br />
the type and direction of data flow between the platform and shore.<br />
Bamford explains that this data exchange strategy was part of<br />
a broader effort by Cimation to architect the platform’s network<br />
using a defense-in-depth cybersecurity strategy. The design followed<br />
the IEC/ISA-62443 security standard (formerly known as the ANSI/<br />
ISA-99 standard), along with guidelines from the U.S. Department of<br />
Homeland Security and US-CERT (www.us-cert.gov/control_systems/<br />
practices/Recommended_Practices.html). These guidelines provided<br />
a framework for Cimation’s effort in partitioning the network and<br />
isolating the process control and business layers using firewalls, DMZs,<br />
antivirus services, and related measures. Cimation installed a dozen<br />
Tofino Security Appliances (TSAs) to act as firewalls. These DIN-railmounted<br />
appliances weed out unauthorized communications, manage<br />
traffic between automation PLCs, and protect vulnerable platform<br />
controllers from excessive traffic and unwanted intrusion (Figure 3).<br />
The TSAs with Loadable Security Module (LSM) software were installed<br />
in front of Rockwell Automation’s <strong>Control</strong>Logix PLCs, for example, and<br />
are managed by the Tofino Central Management Platform (CMP) from<br />
Tofino Security (www.tofinosecurity.com).<br />
“The biggest challenge was that while we could bench test some of<br />
the network, its communications and the main automation PLCs, there<br />
were scores more devices, which contractors and third parties would be<br />
installing on the platform concurrently,” Bamford explains. On such a<br />
large project with so many parties contributing equipment, it is inevitable<br />
that some won’t provide their data exchange guidelines in time to be<br />
Molex and Mahindra
Cimation and Belden<br />
designed into the system. “So when some vendors were told where to<br />
plug in, they found that they couldn’t communicate through the firewall.<br />
We met with each of them (along with the end user), validated their<br />
devices and functions, approved a firewall reconfiguration, and then<br />
tested to make sure the appropriate messages got through. This was<br />
after we’d already done as much preplanning and pre-configuration as<br />
we could, and surveyed the vendors on what protocols they were using<br />
and what ports they needed open. The primary and backup process and<br />
safety PLCs were all bench tested, but the switchgear, subsea cabinets and<br />
other process packages had to be integrated in the field.”<br />
NEW ROLES AND RESPONSIBILITIES<br />
Naturally, all these new methods of managing networks are going to<br />
change a few job descriptions. Prism helped implement a greenfield MES<br />
and plant control network last year on CNC and assembly machines at<br />
a valve manufacturer in Guadalajara, Mexico, and the IT staff installed<br />
CCTV Screen VoIP Phones<br />
Compressor<br />
HMI HMI Clients<br />
HMI<br />
CCTV<br />
Cameras<br />
SCADA<br />
Printer<br />
Compressor PLC Dehydrator PLC<br />
Process I/O Rack Safety I/O Rack Generator #1<br />
Switchgear<br />
Typical Junction Box<br />
Generator Switchgear<br />
IT<br />
Firewall<br />
the whole network and all the components down to the PLCs. “They<br />
were fully involved, configured the switches, and put in the runs to all<br />
the equipment,” says John Elias, Prism’s network manager. “The machines<br />
run on a private EtherNet/IP subnet, so they’re in their own broadcast<br />
domain and set their own IP addresses, and then route data up to the<br />
main network by creating a bridge with managed Ethernet switches,<br />
setting up a virtual local area network (VLAN), or using network interface<br />
cards (NICs). It’s easy to put multiple NICs in a PLC rack, such as one for<br />
local I/O and the other to communicate with higher-level networks.”<br />
As formerly separate network lines merged, it became harder to say<br />
where the IT staff’s responsibilities end and where the control engineers’<br />
jurisdiction begins, agrees Jeff Payne, product manager for PLCs, I/O and<br />
PCs at AutomationDirect (www.automationdirect.com). “It’s everyone’s<br />
responsibility,” he says. “We can’t say industrial networking is just the<br />
job of one person or another. And this joint responsibility also must be<br />
considered when networks are being designed.”<br />
I/O<br />
Server<br />
(DMZ)<br />
Redundant <strong>Control</strong> Network<br />
Generator #2<br />
Switchgear<br />
Business Network<br />
CCTV<br />
Manager Domain<br />
<strong>Control</strong>ler/<br />
File Server<br />
MCS<br />
RTU<br />
PDU<br />
Industrial<br />
PCs Pump PLC<br />
Modern<br />
Racks<br />
Pump Motors<br />
I/O<br />
Servers Terminal<br />
Servers Historian<br />
Server<br />
Server Rack<br />
Platform<br />
MCC<br />
Wireless Access Point<br />
Primary/Backup<br />
Process PLCs<br />
Data<br />
Analysis<br />
Servers<br />
Subsea Cabinet PLC Cabinet<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
Primary/Backup<br />
Safety PLCs<br />
Process I/O Rack Safety I/O Rack<br />
SUBSECTIONS SOLVE SCHISMS<br />
Figure 2: This simplified diagram of the network that Cimation designed and helped implement on the oil and gas platform in<br />
the Gulf of Mexico isolates process control and business layers of the network using routers and firewalls, and permits only the<br />
minimum traffic necessary between these layers.<br />
15
TOOLS AID TOLERANCE<br />
Though it’s crucial for controls and IT professionals to talk and take on<br />
new tasks, many technical aids have popped up that simplify network<br />
design, implementation and maintenance—and smooth out former<br />
network jurisdiction snags.<br />
For instance, subnets teach some users to explore the added flexibility<br />
that IP addressing gives their Layer 3 and multilayer managed Ethernet<br />
switches and VLANs. Where Layer 2 switches use one IP address on a flat<br />
network, newer Layer 3 switches and their routers enable communication<br />
between IP addresses, and this lets them serve as firewalls, sort out<br />
authorized messages and data, and enforce patching policies.<br />
“Plant guys don’t want anything other than their industrial<br />
communications to come through their firewall, and Layer 3 switches<br />
let them do it more easily,” says Jim Toepper, marketing manager for<br />
industrial networking and video solutions at Moxa (www.moxa.com).<br />
“Layer 3 switches have been in our industry just three or four years,<br />
but they’re growing at about 180% per year.”<br />
Likewise, Prism reports that the Common<br />
Industrial Protocol (CIP)-based EtherNet/IP<br />
standard didn’t previously support other types of<br />
generic Ethernet’s TCP/IP, but this year’s Version 20<br />
and 21 firmware releases will talk to regular TCP/IP.<br />
Other protocols, notably Modbus TCP and Profinet,<br />
already communicate with standard Ethernet.<br />
“Over time, the initial barriers to Ethernet’s use in<br />
plants came down as managed switches threw more<br />
pure speed at them,” says Mike Miclot, marking vice<br />
president for Belden Americas. “But this still isn’t as simple as adding<br />
a particular cable. Developers must use some forethought when<br />
designing these networks.”<br />
SECURITY COAXES COOPERATION<br />
Though it’s sort of a chicken-and-egg situation, one of the main forces<br />
driving controls engineers and IT to settle network arguments is a<br />
frantic need to secure all the multiplying networks and endless links<br />
they established, even as more are created. Unauthorized probes,<br />
intrusions, hacks and malicious software scare everyone, and are a<br />
wakeup call for many of them. Nothing inspires cooperation like a<br />
common enemy.<br />
Luckily, many engineers and senior managers realize the<br />
importance of cybersecurity in automation, and support using ITbased<br />
security tools such as patch management policies, antivirus<br />
software, event management, network segmentation and firewalls.<br />
However, differences in perspective persist between controls<br />
and IT. The highest network-security priority for process control<br />
engineers is preserving availability, while the highest networksecurity<br />
priority for IT technicians is protecting confidentiality.<br />
Implementing patches and antivirus software is relatively easy for<br />
IT systems, but it’s difficult for plant-floor networks that can’t shut<br />
down as easily. Seeing beyond personal differences in outlook on<br />
the way to cooperation is even trickier.<br />
16 INDUSTRIAL NETWORKING � Q3 � 2012<br />
UNAUTHORIZED PROBES,<br />
INTRUSIONS, HACKS AND<br />
MALICIOUS SOFTWARE<br />
SCARE EVERYONE, AND ARE<br />
AWAKEUPCALLFORMANY<br />
OF THEM. NOTHING INSPIRES<br />
COOPERATION LIKE<br />
ACOMMONENEMY.<br />
“We’re pulling more data from the plants to our OSI PI systems,<br />
and there are more remote connections, too. More connections<br />
means more vulnerabilities,” explains Gregory Rogers, PE, senior<br />
manager for control engineering at Enterprise Products (www.<br />
enterpriseproducts.com) in Houston, which provides mid-stream<br />
processing, storage and distribution services for U.S. oil and gas<br />
producers in 38 states. To shut its backdoors, plug holes and fix<br />
vulnerabilities, Enterprise white-lists its systems and facilities,<br />
performs regular patch management and antivirus software updates,<br />
follows the ISA 99 standard’s recommendations for minimizing and<br />
managing pathways on its networks, and creates segmented zones for<br />
different functional areas.<br />
Besides all its technical fixes, Enterprise also secured management’s<br />
support and involved its entire staff on network security. However,<br />
challenges remained, even after everyone was on the same page.<br />
“When we did cybersecurity at Enterprise, we held a WebEx meeting<br />
that was attended by several hundred people,”<br />
Rogers says. “Even so, our fractionalization plant<br />
in Mount Belvieu has 50–70 PLCs, and 16 of them<br />
were connected to the corporate network and<br />
had added Ethernet cards to provide access for<br />
troubleshooting. One day, a guy was conducting a<br />
training class in a conference room, and so he took<br />
a hub and the class plugged into the network. Later,<br />
someone plugged that hub back into itself, which<br />
created a broadcast storm that shut down three of<br />
the plant’s PLCs, and brought the facility to its knees.<br />
It was fixed the next day, but it was still pretty embarrassing.”<br />
Personnel-based security must seek to create a culture among the<br />
control engineers of cybersecure thinking. It also helps to rope in<br />
corporate IT professionals, who can pass along critical thinking about<br />
control systems—once they know what’s critical to the controls side.<br />
“Training and increasing staff expertise on cybersecurity will minimize<br />
events within the ICS domain,” Rogers explains. “We used to move USB<br />
sticks between stations, but we don’t anymore. We don’t just put hubs<br />
on the network anymore. Now, we can use FTP sites or relay servers,<br />
and transfer data through a DMZ, so the antivirus software can catch<br />
any problems. We have a cybersecurity committee, too. So, when the<br />
U.S. Dept. of Homeland Security puts out cybersecurity threat notices<br />
about eight or 10 times per week, we have a group that can advise on<br />
whether this is a real threat to us.”<br />
Prism’s Jones adds, “The good news is that controls engineers have<br />
been working more at the Ethernet level, so they understand and<br />
appreciate more of what the IT guys do, and they’re also meeting with<br />
them and showing them how Profinet and EtherNet/IP are different<br />
than TCP/IP. As a system integrator, we frequently cooperate with IT to<br />
get static IP addresses for passing data to the enterprise. Now it’s rare<br />
that we don’t talk to both controls and IT. They’re both understaffed,<br />
and so they’re realizing it’s easier to work together. With all the<br />
downsizing and fewer resources these days, cooperation is the only way<br />
to get jobs done.”
DESIGN<br />
OF ALL THE REASONS TO CONSIDER INTRINSIC SAFETY (IS) FOR YOUR OPERATIONS,<br />
THE FIRST ONE IS THAT THESE INSTALLATIONS REDUCE THE OVERALL RISK<br />
INTRINSIC SAFETY (IS) MAKES IT POSSIBLE TO PERFORM LIVE<br />
maintenance at any point in the control loop because, by its nature,<br />
IS always keeps the amount of available energy on the wire pair below<br />
the ignition point for the gases/environment in which it’s installed.<br />
There are two aspects to determining the hazardous area requirements<br />
for an installation: area classification (the type of gas present and<br />
the likelihood of it being present) and the temperature classification<br />
(maximum surface temperature of the device or apparatus).<br />
Figure 1 shows how area classifications are determined for North<br />
America using the class-and-division principle. The division is based<br />
on the likelihood of a specific type of gas being present at any point<br />
in time. As a rule of thumb, Division 2 assumes the potentially<br />
explosive gas is present one hour/year, and Division 0 assumes the<br />
gas is always present.<br />
The second aspect of hazardous area control is the temperature<br />
rating. Figure 2 shows how the type of gas present determines the<br />
required “T-rating.”<br />
Fortunately, the majority of the hydrocarbon industry needs to<br />
meet only the T1 or T2 temperature limitations for the majority of<br />
its facilities, and this is often why the T-rating is overlooked when<br />
specifying and purchasing instruments. When we think about<br />
temperatures, we tend to be more concerned with the ambient<br />
temperature range in which the device can continue to operate.<br />
Intrinsic safety is entity-based, meaning all the components need<br />
to be considered as a single entity. The devices in the loop also<br />
need to be treated as “simple apparatus” as defined in ISA–60079-<br />
11 (12.02.01)–2009 “Explosive Atmospheres—Part 11: Equipment<br />
Protection by Intrinsic Safety,” which is summarized below:<br />
Simple apparatus are defined as those devices in the following<br />
three categories:<br />
1. Passive components, including items such as switches, junction<br />
boxes, resistors and simple semiconductor devices that neither<br />
store nor generate energy. Sensors that use catalytic reaction<br />
or other electrochemical mechanisms are not normally simple<br />
apparatus.<br />
2. Stored energy sources consisting of single components in simple<br />
circuits with well-defined parameters; for example, capacitors or<br />
The IS Alternative<br />
OF EXPLOSION THROUGH HUMAN ERROR<br />
BY IAN VERHAPPEN<br />
inductors, whose energy storing values should be considered when<br />
determining the overall safety of the system.<br />
3. Generated energy sources; that is, thermocouples and photocells<br />
that do not generate more than 1.5 V, 100 mA and 25 mW.<br />
In addition to the above, the following (taken from the ISA<br />
standard) also applies to simple apparatus installations:<br />
�������������������������������������������������������������������������<br />
and/or current-limiting and/or suppression devices.<br />
������������������������������������������������������������������<br />
available voltage or current, for example dc-dc converters.<br />
���������������������������������������������������������������������<br />
temperature-classified.<br />
����������������������������������������������������������������<br />
other electrical circuits, the whole shall be assessed according to the<br />
requirements of ISA–60079-11 (12.02.01)–2009.<br />
Surface of<br />
tank contents<br />
10ft<br />
Below grade trench<br />
Derived from API Recommended Practice 500A<br />
5ft radius<br />
around vent<br />
HOW AREA CLASSIFICATIONS ARE DETERMINED<br />
Figure 1: The division is based on the likelihood of a specific<br />
type of gas being present at any point in time.<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
Division 1<br />
Division 2<br />
17
Hazardous<br />
area<br />
connection<br />
Hazardous area<br />
CLR: Current<br />
limiting resistor<br />
(restricts current)<br />
TX<br />
Zener diode<br />
(restricts voltage)<br />
Safe area<br />
Energy-limiting<br />
300R<br />
28V<br />
Barriers Isolators<br />
Simple and reliable More complex, statistically<br />
lower MTBF than barrier<br />
Extremely accurate in many Active devices: power and heat<br />
applications<br />
High-integrity bond required Flexibility in bonding practice<br />
Predictable response to earth<br />
faults<br />
Flexible response to earth faults<br />
Inexpensive Generally more expensive<br />
Applications are defined in<br />
terms of voltage and resistance<br />
Encapsulated design necessary<br />
Tight power supply limits<br />
(except ‘protected’/fused<br />
barriers<br />
Easier to fault find (earth<br />
reference)<br />
Barrier Schematic<br />
Fuse<br />
(restricts<br />
power)<br />
Isolator Schematic<br />
Hazardous<br />
area circuit<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
Protect<br />
regulate<br />
Floating<br />
supply<br />
Safe area<br />
circuit<br />
4-20mA<br />
IS Earth<br />
Certified<br />
component<br />
Safe area<br />
connection<br />
Certified<br />
transformer<br />
Application-specific. Each<br />
barrier is defined in terms of the<br />
function that it is designed to<br />
perform.<br />
Replaceable supply fuse<br />
common<br />
Unregulated<br />
supply<br />
Power<br />
250R<br />
load<br />
COMPARISON OF BARRIER AND ISOLATOR SCHEMATICS<br />
18 INDUSTRIAL NETWORKING � Q3 � 2012<br />
Wide power supply tolerance<br />
0V<br />
Gas/Equipment Temperature Compatibility<br />
Gas ignition temperature °C<br />
Ammonia 630<br />
Methane 595<br />
Hydrogen 560<br />
Propane 470<br />
Ethylene 425<br />
Butane 365<br />
Cyclohexane 259<br />
Diethyl Ether 170<br />
Carbon Disulphide 100<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
Apparatus<br />
temperature<br />
classification<br />
DETERMINING T-RATINGS<br />
Figure 2. The type of gas present determines the T-rating.<br />
Because with entity systems you need to understand<br />
interaction between each component on a loop, I/O card,<br />
barrier or field device, the entity concept works well for loops<br />
with one I/O card and one field device. However, if you have<br />
multiple devices on a wire pair, as with fieldbus systems, the<br />
number of combinations that need to be verified quickly grows<br />
exponentially. This is one of the reasons most process fieldbus<br />
systems use FISCO as described in the June 2010 issue of <strong>Control</strong><br />
(www.controlglobal.com/FISCO).<br />
Furthermore, intrinsically safe circuits need to be kept<br />
separate from non-intrinsically safe circuits with the following<br />
minimum requirements:<br />
��������������������������������������������������������������������<br />
from terminals for non-intrinsically safe circuits where intrinsic<br />
safety can be impaired by external wiring that, if disconnected<br />
from the terminal, can come into contact with conductors or<br />
components by distance or terminal location.<br />
��������������������������������������������������������������<br />
between bare conducting parts of terminals shall be at least 50<br />
mm, including ensuring that contact between circuits is unlikely<br />
if a wire becomes dislodged.<br />
�������������������������������������������������������������<br />
intrinsically safe and non-intrinsically safe circuits in separate<br />
enclosures, or by use of either an insulating partition or an<br />
T1<br />
T2<br />
T3<br />
T4<br />
T6<br />
T5
earthed metal partition between terminals<br />
with a common cover, the following applies:<br />
�����������������������������������������������<br />
�����������������������������������������<br />
�������������������������������������������������<br />
distance of 50 mm between the bare<br />
��������������������������������������������<br />
��������������������������������������<br />
����������������������������������������������<br />
���������������������������������������<br />
�����������������������������������������������<br />
��������������������������������<br />
�� �������������������������������������������<br />
����������������������������������������������<br />
���������������������������������������������<br />
�������������������������������������������������<br />
��������������������������������������������<br />
���������������������������������������������<br />
�������������������������������������<br />
��������������<br />
�� ������������������������������������������<br />
���������������������������������������������<br />
����������������������������������������������<br />
������������������������������������������<br />
�������� �������������������������������������<br />
����������������������������������������<br />
transformer feeding the control system and,<br />
���������������������������������������������<br />
���������������������������������������������<br />
���������������������������������������������<br />
therefore, has to be of low impedance to be<br />
������������������������������������������������<br />
������������������������<br />
WHY USE IS?<br />
�����������������������������������<br />
����������������������������������������<br />
the associated restrictions regarding its<br />
���������������������������������������������<br />
��������������������������������������������������<br />
�������������������������������������������<br />
�������������������������������������������<br />
������������������������������������������<br />
Field mounted<br />
instrument Interface cubicle<br />
Armor<br />
if used<br />
X<br />
Plant bond (through structural earthing routes)<br />
Isolated<br />
internal<br />
circuits<br />
���������������������������������������� ����<br />
�������������������������������������������<br />
������������������������������������������<br />
���������������������������������������<br />
opened or closed.<br />
���������������������������� ������������<br />
electrically, not mechanically, protected,<br />
��������������������������������������<br />
�����������������������������������������<br />
resistance.<br />
��������������������������������������������<br />
������������������������������������������<br />
cables and fallible components.<br />
���������������������������������������������<br />
��������������������������������������<br />
����������������������������������������������������<br />
�������������������������������������������<br />
����������������������������������������������<br />
in the event of contact with bare wires.<br />
������������������������������������������<br />
INTRINSIC SAFETY IS THE ONLY TECHNIQUE THAT PERMITS<br />
LIVE WORKING WITHOUT GAS CLEARANCE CERTIFICATES<br />
FOR ALL AREA CLASSIFICATIONS.<br />
Instrument Earthing (Grounding) Scheme<br />
X1<br />
Instrument system<br />
DESIGN<br />
TYPICAL CONTROL ROOM GROUNDING PLAN<br />
Figure 3. The function of the IS ground is to provide a secure, high-integrity, lowimpedance<br />
path through which fault currents will fl ow while minimizing voltages seen<br />
in the hazardous area.<br />
L<br />
N<br />
E<br />
Neutral<br />
Mains<br />
Instrument panel<br />
Barrier cubicle<br />
Ex i<br />
Plant bond<br />
������������� ����������������������������������<br />
�����������������������������������������������������<br />
����������������������������������������������<br />
������������������������������������������������<br />
��������������������������������������������������<br />
�����������������������������������������������<br />
�����������������������������������������������<br />
are separately powered, they do not present as<br />
large a load to the loop.<br />
�� ����������������������������������<br />
��������������������������������� ���������<br />
����������������������������������������<br />
diff erences between these two alternatives.<br />
�����������������������������������������<br />
�����������������������������������������<br />
��������������������������������������������<br />
����������������������������������������<br />
�������������������������������������������<br />
����������������������������������������������������<br />
��������������������������������<br />
Ian Verhappen P.Eng., is an ISA Fellow,<br />
ISA Certifi ed Automation Professional and<br />
recognized authority on Foundation fi eldbus<br />
and industrial communications technologies.<br />
When this article was fi rst published in<br />
<strong>Control</strong> in June 2011, Verhappen led global<br />
consultancy Industrial Automation Networks.<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
19
INDUSTRIAL NETWORKING<br />
Continuing our<br />
look back at<br />
content we’ve<br />
created since<br />
2002, here’s a mesh networks<br />
piece as it appeared in Q3<br />
2004. Since Ian is departing<br />
Industrial Networking as a regular<br />
contributor, we chose one of<br />
his. Note the companies in the<br />
table that are gone or have been<br />
swallowed up since then.<br />
IF A PATH FROM POINT<br />
A TO POINT B IS OUT OF<br />
SERVICE, AT LEAST<br />
ONE ALTERNATE PATH<br />
REMAINS AVAILABLE.<br />
In 2004, IAN VERHAPPEN<br />
…was director at ICE-Pros, an<br />
independent instrument and<br />
control engineering consulting<br />
firm specializing in fieldbus<br />
automation projects. Ian recently<br />
was appointed managing director<br />
of Yokogawa Canada.<br />
WIRELESS NETWORKING AND ASSOCIATED<br />
technology certainly has changed the way<br />
people work and interact with each other.<br />
Wi-Fi networks, cellular phones and national<br />
personal radio networks are examples of this<br />
explosion during the past five years. Wireless<br />
technology is moving into the industrial<br />
environment as well, getting significant buzz in<br />
industry and trade journals.<br />
PARITY CHECK<br />
Mesh Networks Hit the Mark<br />
Of course, wireless is not entirely new to<br />
industry, since licensed-band radios have been<br />
in use for years in SCADA systems and for plant<br />
operator radios. What is new is the increasing<br />
adoption of industrial, scientific and medical<br />
(ISM) or unlicensed bands in an industrial setting.<br />
These installations can range from simple<br />
single-point readings to multiple-transmitter<br />
installations to complete networks. Similarly, the<br />
type of network or connection can be pointto-point<br />
(master/slave) or mesh (peer-to-peer)<br />
communications.<br />
Traditional installation practices are pointto-point<br />
or point-to-multipoint (i.e., master/<br />
slave) transmissions that are restricted to a rigid<br />
structure with a maximum of two “hops,” deviceaccess<br />
point-device, and are also more susceptible<br />
to signal loss in the event a large object such as<br />
a crane moves into a signal path. The point-tomultipoint<br />
case also has the risk of data flow<br />
MESH TECHNOLOGY PROVIDERS<br />
Elpro Technologies www.elpro.com<br />
Ember Technologies www.ember.com<br />
Kiyon www.kiyon.com<br />
MeshNetworks www.meshnetworks.com<br />
Moteran Networks www.moteran.com<br />
Nortel Networks www.nortel.com<br />
restrictions through the access point, since this<br />
point also is the network master.<br />
All access points should be OSI Layer 3 switchcapable<br />
so they can detect and handle priority<br />
messages in the switch buffer.<br />
One option to remedy the point-to-point<br />
system’s problems is to use a mesh network.<br />
These networks differ in that each device is<br />
“aware” of the other devices within its broadcast<br />
range. Therefore, much like the Internet, if one<br />
path from point A to point B is out of service,<br />
at least one alternate path remains available. In<br />
effect, the network is self-healing. Similarly, if the<br />
signal between devices is too weak, installation of<br />
another device along the path of the low signal<br />
strength can remedy the situation.<br />
Additional considerations for wireless networks<br />
in industrial settings that require consideration:<br />
Security—Because ISM wireless signals are<br />
typically broadcast omni-directionally, and<br />
also are used by other commercial-off-the-shelf<br />
technologies, it is possible they can be captured<br />
and potentially altered by outside agents.<br />
Bandwidth—Protocols such as TCP are<br />
optimized for networks that drop 0.1% of all<br />
packets, while radio networks can drop as much<br />
as 5–10% of packets sent.<br />
Distance—Outdoors, line-of-site transmission<br />
signals drop off in proportion to the square of<br />
the path distance. Because of factors such as<br />
polarization and destructive interference, indoor<br />
signals can decrease following a cube law (or<br />
higher) function, thus restricting signal distance<br />
to as little as 15–30 m.<br />
Data Rate—To ensure timely receipt of<br />
messages and minimize collisions, the effective data<br />
throughput in a wireless network should be kept to<br />
30% of the maximum attainable radio data rate.<br />
Mesh technology overcomes many of the<br />
limitations of traditional master/slave networks<br />
while its peer-to-peer communications ability will<br />
enable new innovative sensing technologies such<br />
as “motes” and “swarms.”<br />
Mesh technology is not the magic arrow of<br />
network or system design, but it certainly is<br />
another important addition to our quiver of<br />
possible solutions.<br />
The Instrumentation Systems and Automation<br />
Society’s (ISA) Standards & Practices department is<br />
having a meeting on the use of wireless technology<br />
in automation and control environments during<br />
this month’s ISA 2004 conference and exhibition.<br />
This session is open to all parties interested in<br />
identifying and working on standards to ensure<br />
reliable wireless communications in industrial<br />
settings. There are a number of prominent mesh<br />
technology providers. For a partial list, see the<br />
accompanying table.
Connectors Bulk Up, Smarten Up<br />
THE ALWAYS DATA-HEAVY WORLD OF CONTROL<br />
and automation is getting more intense—cloud<br />
computing alone is going to need an awfully big<br />
drainpipe. So there will be lots of fiberoptic lines,<br />
high-gain antennas, Ethernet and other copper<br />
cabling, but all these networks will still begin and<br />
end with connectors. Talk about a big job.<br />
“The primary push in connectors is for higher<br />
density, such as M8 and M12 connectors, which<br />
have more pins and can handle more signals,” says<br />
Aaron Henry, North American marketing manager<br />
for Murrelektronik (www.murrelektronik.com).<br />
“We also see expanded use of Gigabit Ethernet<br />
connectors, such as special RJ45 components,<br />
which provide more data density. A regular RJ45<br />
has four pins and runs at the usual 10/100 Mbps<br />
or 100BaseT, but a Gigabit RJ45 has eight pins and<br />
runs at 10/100/1000 Mbps or 1000BaseT, which is<br />
up to 1 Gbps. Ours is called the RJ45 Pro.”<br />
Mike Miclot, marketing vice president for<br />
Belden Americas (www.belden.com), confirms<br />
that. “Device manufacturers are finding that<br />
traditional RJ45 connectors are susceptible to<br />
intrusion from water or corrosives, and so they<br />
need a better seal. That’s why we introduced<br />
shrouded RJ45s for better protection, and four-<br />
and eight-pin versions to handle Gigabit and<br />
coming 40 Gb speeds. Our Lumberg division has<br />
M8 and M12 connectors that are lockable, IP67rated,<br />
and offer even more protection.”<br />
Not only are connectors getting faster and better<br />
able to handle huge volumes of data, but they’re<br />
also getting smarter, with several types of basic<br />
data processing that’s on board or very close to the<br />
connector. This is helpful because useful intelligence<br />
added by a microprocessor in or near its application<br />
means it can secure data, analyze it and initiate<br />
needed changes faster and with less interference.<br />
Rich Carlson, senior product manager for Han<br />
industrial connectors at Harting North America<br />
(www.harting-usa.com), reports that most<br />
smart connectors consist of microprocessors or<br />
printed circuit boards (PCBs) inside modules with<br />
connection or termination points. For instance,<br />
Han’s modular connectors have collected and<br />
processed data for many years, but counterparts<br />
like Han-Elisa connectors have consolidated<br />
into smaller, Lego-like form factors even as they<br />
gained intelligence. “Now we have 34x53x15 mm<br />
connectors, and we can condense six or seven of<br />
these modules onto a cable or mount it on a frame<br />
to save real estate,” Carlson says.<br />
Some connectors are adapted for harsher<br />
settings, and even have more connections. For<br />
example, Han-Yellock connectors are IP67-rated<br />
and can handle up to 20 A, but they also have a<br />
potential multiplier to other component parts.<br />
“Basically, where most connectors are pointto-point,<br />
Yellock has one wire going into the<br />
connector and four or five coming out,” Carlson<br />
explains. “Adding an adapter allows us to take<br />
terminal block functions into our connectors,<br />
which can save a lot of wire and labor costs.”<br />
The two worlds of power for connectivity<br />
and communications are merging, and they’ll<br />
soon add power for motors to the club, says Rick<br />
Griffin, global business development manager<br />
for controls at Molex (www.molex.com). “We’ve<br />
already developed and launched a Circular Hybrid<br />
Technology (CHT) in M12 connectors with 10-A,<br />
24-V power and shielded 10/100 BASE-T Ethernet,<br />
and this saves wire and labor by running 24-V<br />
and communications through one connection,”<br />
explains Griffin. “Soon, we’ll take a ‘spinal cord’<br />
approach to connectivity by adding three-phase<br />
motor power up to 600-V with high bandwidth,<br />
noise-immune fiber optics using Molex Fiber<br />
expertise.”<br />
Jason Moore, product line manager for<br />
automation and control at Eaton (www.eaton.com),<br />
concurs. “The whole framework of connectivity<br />
is growing and evolving,” he says. “Traditional<br />
wire, solder and ferrules are giving way to clip-on<br />
connectors to smart I/O systems and devices.”<br />
In fact, Eaton recently refined its SmartWire-DT<br />
connection and cable system to simplify panel<br />
building and modular machine construction.<br />
Its connectors are simple to adjust, crimp and<br />
tie into SmartWire-DT’s single, flat, green, eightpole<br />
cable. A microprocessor and ASIC in its<br />
pilot module enable other devices to run on<br />
SmartWire-DT’s network. “Traditional PLC systems<br />
consist of a controller and I/O cards that plug<br />
into the back of the PLC,” Moore says. “However,<br />
SmartWire-DT doesn’t need an I/O card because<br />
its cable connects directly to the controller, its<br />
chip recognizes components as I/O points, and so<br />
they’re already I/O-capable.”<br />
BANDWIDTH<br />
USEFUL INTELLIGENCE<br />
ADDED BY A<br />
MICROPROCESSOR IN<br />
OR NEAR ITS<br />
APPLICATION MEANS<br />
IT CAN SECURE DATA,<br />
ANALYZE IT AND<br />
INITIATE NEEDED<br />
CHANGES FASTER<br />
AND WITH LESS<br />
INTERFERENCE.<br />
JIM MONTAGUE<br />
EXECUTIVE EDITOR<br />
jmontague@putman.net<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
21
Nothing but Growth for Ethernet<br />
MANAGED SWITCHES REPLACE HUBS, AND PLAIN VANILLA ETHERNET<br />
ABOUT 23% OF THE 31.3 MILLION INDUSTRIAL NETWORKED<br />
nodes in 2011 were based on Ethernet or an Ethernet variant, reports<br />
John Morse, senior analyst at IMS Research (www.imsresearch.com).<br />
IMS’s 2012 World Market for Industrial Ethernet report says the<br />
remaining nodes use longstanding fieldbus technologies.<br />
By 2015, the report projects, 26% of 45 million nodes will be<br />
Ethernet-based. Morse noted the installed strength of Ethernet<br />
TCP/IP, the “standard” form of Ethernet. For many users, the nondeterministic<br />
nature of this technology is not a problem. IMS<br />
estimated that Ethernet TCP/IP accounted for 43% of new nodes<br />
STRIDE TO REDUNDANCY<br />
Stride industrial-grade, managed Ethernet<br />
switches with redundant power inputs<br />
with surge and spike protection and autocrossover<br />
have real-time ring technology for<br />
recovery of all redundancy options on the<br />
switch. Most models have multiple 10/100BaseT, RJ45 Ethernet ports;<br />
others include ST- or SC-type fiberoptic connections.<br />
AutomationDirect; 770/889-2858; www.automationdirect.com<br />
BYPASS AVAILABLE<br />
EN50155-certified EKI-6528TPI industrial switch with<br />
IP40 protection and M12 connectors provides four<br />
PoE ports that support IEEE 802.3af and provide up<br />
to 15.4 W per port. Under no-power condition, an<br />
auto bypass function ensures the Ethernet signal<br />
connection through internal circuitry.<br />
Advantech; 800/205-7940; www.advantech.com/ea<br />
I SEE LC<br />
Elinx ESW100 unmanaged industrial Ethernet<br />
switches have LC small-form-factor fiber<br />
connectors and are panel-mountable. Fiveport<br />
ESW105 and eight-port ESW108 have<br />
either all copper ports, or users can replace<br />
one copper port with an LC multi- or singlemode<br />
fiber port. Communication range is 2 km for multi-mode fiber<br />
and 20 km for single-mode.<br />
B&B Electronics; 815/433-5100; www.bb-elec.com<br />
22 INDUSTRIAL NETWORKING � Q3 � 2012<br />
REMAINS A FAVORITE FLAVOR<br />
connected in 2010, and would decrease slightly to 40% in 2015.<br />
IMS projects that Gigabit Ethernet will increase its share of the<br />
market by only about 0.3% over the next five years. IMS Research<br />
believes that, although many devices now have Gigabit Ethernet<br />
available at the port, it is only occasionally used. It is employed where<br />
a backbone is installed, but at the machine-level, 10/100Base-T over<br />
copper is more common.<br />
At the component level, the adoption of managed switches will<br />
grow at a faster rate, superseding the market for hubs, which has all<br />
but disappeared.<br />
SOMETHING FOR EVERYONE<br />
Stratix 8300 Layer 3 managed switch<br />
provides VLAN and subnet routing<br />
capability using Cisco Catalyst operating<br />
system, feature set and user interface,<br />
offering IT the same programming and configuration tools they already<br />
use. The switches integrate into Integrated Architecture system, making<br />
plant-floor engineers feel at home. Inter-VLAN routing and advanced<br />
routing protocols allow users to integrate multiple cell zones and<br />
connect with manufacturing and enterprise-level networks.<br />
Rockwell Automation; 800/223-5354; www.ab.com/networks<br />
MANAGES A LOT<br />
EISK8M-100T managed 10/100 Mbps Ethernet<br />
switch with eight copper ports provides SNMP<br />
managed applications, supports authentication,<br />
IP address assignment, trunking, port mirroring,<br />
VLAN, port forwarding, QoS, programmable<br />
fault relay, cable redundancy, rate limiting,<br />
port security and Internet group management<br />
protocol (IGMP) snooping.<br />
Contemporary <strong>Control</strong>s; 630/963-7070; www.ccontrols.com<br />
IN THE COUPLER<br />
Integrated Ethernet switch in machine-mount<br />
Speedway 767-2301 programmable fieldbus<br />
coupler ties IP67 components to Ethernet.<br />
It supports EtherNet/IP and Modbus TCP,<br />
and the Ethernet switch synchronizes harsh-
environment machinery and higher-level control systems without<br />
additional components.<br />
Wago; 800/346-7245; www.wago.us<br />
SERIAL TO ETHERNET<br />
Converters integrate serial port devices into<br />
industrial Ethernet networks, with two ports<br />
compatible with RS-232, RS-422 and RS-485.<br />
Two built-in Ethernet switch ports eliminate<br />
need for an additional switch to daisy chain<br />
ports or extend the network via the Ethernet<br />
line. Ethernet interface supports TCP Server, TCP Client, UDP, Real<br />
COM, RFC2217, Reverse Telnet, Pair Connection and Ethernet-Modem.<br />
Weidmüller; 800/849-9343; www.weidmuller.com<br />
IN-DEPTH DEFENSES<br />
mGuard RS2000 and RS4000 provide defensein-depth<br />
cybersecurity with all-in-one firewall,<br />
VPN and routing capability. With new metal<br />
housing, they operate in -20 to 60 °C range.<br />
Users can save a configuration on an SD card<br />
in one mGuard and insert that card into<br />
a new mGuard to duplicate settings. Configured with an SD card, the<br />
settings will remain, even if the SD card is removed.<br />
Phoenix Contact; 800/322-3225; www.phoenixcontact.com<br />
HANDLE LOTS OF DATA<br />
Magnum 10KG managed switches<br />
have up to eight Gigabit ports<br />
and 16 100 Mb ports, and dual<br />
hot-swappable power supplies in a 1U or 1.5U rack-mount switch.<br />
Port combinations of fiber and copper can be configured to the needs<br />
of each installation. They have a hardened enclosure that allows the<br />
switches to run cooler and more efficiently, and include Magnum<br />
MNS 6K software with built-in security features.<br />
GarrettCom; 510/438-9071; www.garrettcom.com<br />
FAST RECOVERY<br />
10/100BaseTX to 100BaseFX managed,<br />
redundant industrial switch uses redundant<br />
copper or fiber links with switching recovery<br />
times below 300 ms. The eight-port switches<br />
can be SNMP-managed via web browser to<br />
configure IGMP snooping, VLANs, QoS, port<br />
mirroring and trunking.<br />
Transition Networks; 800/526-9267; www.transition.com<br />
UP TO 24 PORTS<br />
SEL-2730M managed 24-port<br />
Ethernet switch meets or exceeds<br />
IEEE 1613 (Class 2) and IEC 61850-<br />
3 communications standards. The design minimizes printed circuit<br />
RESEARCH<br />
boards and interface points. With no moving parts, the base-model<br />
SEL-2730M has 16 10/100 Mbps ports, and four for Gigabit Ethernet.<br />
Upgrade the 10/100 Mbps drop ports to fiberoptic interfaces and<br />
add four additional small-form-factor pluggable (SFP) fiberoptic<br />
Gigabit Ethernet ports. Dual hot-swappable power supplies support<br />
simultaneous ac and dc voltage sources.<br />
SEL; 509/332-1890; www.selinc.com/p143<br />
FULLY MANAGED<br />
N-Tron 7900 fully managed, four-slot,<br />
modular industrial Ethernet switch supports<br />
up to 24 10/100 plus two Gigabit Ethernet<br />
ports with a variety of fiber/copper port<br />
options. Configuration and monitoring<br />
tools include a Command Line Interface, web browser or N-View OPC<br />
software. It includes VLAN, QoS, trunking (link aggregation), port<br />
mirroring and automatic IGMP configuration to optimize network<br />
performance, and UL approval for Class I, Div. 2 hazardous locations.<br />
Red Lion <strong>Control</strong>s; 717/767-6511; www.redlion.net<br />
WORKS IN THE HEAT<br />
Industrial-grade four-port USB hub has<br />
an operating range of -40 to 85 °C, highretention<br />
USB connectors, an industrial<br />
steel enclosure, and can be bus- or selfpowered.<br />
Power input options are dc power<br />
input jack, screw terminals, or 3.5 in. drive<br />
power connector (Berg). It supports high-speed USB 2.0, USB 3.0 and<br />
1.1, with data transfer rates to 480 Mbps.<br />
Acces I/O Products; 858/550-9559; www.accesio.com<br />
STANDS ALONE<br />
Standalone Ethernet hub for X20 slice I/O can be<br />
used as a 4x or 6x hub or even 2x hub for extending<br />
Ethernet sections up to 200 m. In addition to<br />
standard Ethernet, the modular hub can be<br />
expanded with an X20 bus controller module with<br />
an integrated 2x hub for Ethernet Powerlink.<br />
B&R Industrial Automation; 770/772-0400;<br />
www.br-automation.com<br />
GATEWAY SWITCH<br />
BL20 Economy gateways for EtherNet/IP and<br />
Modbus TCP for distributed I/O have an<br />
integrated Ethernet switch that allows a line<br />
topology between multiple gateways without<br />
using an external switch, eliminating the need for<br />
additional cable runs to the PLC. BL20 gateways<br />
accommodate up to 32 I/O modules and are<br />
available with an integrated power supply,<br />
eliminating the need for an additional power module to feed the I/O bus.<br />
Turck; 800/544-7769; www.turck.us<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
23
RESEARCH<br />
DETERMINISTIC SWITCHING<br />
Fast Track Switch technology prioritizes and<br />
accelerates the Ethernet messages needed<br />
for specific applications. The identification<br />
characteristics of the messages are easy to<br />
configure within the switch, so important messages<br />
can be accelerated by the cut-through method to<br />
overtake other messages blocking their path.<br />
Harting; 847/717-9222; www.harting.com<br />
ONE FOR MANY<br />
cifX network controllers support<br />
EtherNet/IP, Profinet, EtherCAT,<br />
DeviceNet and Profibus. Available in PCI,<br />
Mini PCI, CompactPCI, PCI/104 and PCI<br />
Express formats, the cards use the same<br />
software host interface for all protocols,<br />
allowing quick and easy change of<br />
protocols by loadable firmware.<br />
Hilscher North America; 630/505-5301; www.hilscher.com<br />
TWO’S BETTER<br />
PPM-GIGE-2 two-channel Gigabit<br />
Ethernet LAN module has self-stacking I/O<br />
expansion and standard RJ45 connectors<br />
to plug into 10/100/1000 Mbps networks<br />
using standard Cat. 5 unshielded, twistedpair<br />
copper. Two Gigabit Ethernet<br />
controllers combine a triple-speed, IEEE<br />
802.3-compliant media access controller with a triple-speed Ethernet<br />
transceiver, 32-bit PCI bus controller, and embedded memory. It has<br />
crossover detection and auto-correction, polarity correction, adaptive<br />
equalization, cross-talk cancellation, echo cancellation, timing<br />
recovery, and error correction.<br />
WinSystems; 817/274-7553; www.winsystems.com<br />
INTEGRATED SWITCH<br />
Anybus X-gateway CANopen functions<br />
as a slave on the EtherNet/IP network<br />
and as a master on the CANopen<br />
side. The gateway is equipped with<br />
an integrated two-port switch on the<br />
EtherNet/IP side, enabling EtherNet/<br />
IP installations in bus or line topology<br />
without external switches.<br />
HMS Industrial Networks; 312/829-0601; www.anybus.com<br />
SWITCH QUICKLY<br />
QuickSwitch 6259R RoHS-compliant,<br />
manually operated, 16-channel ST<br />
simplex fiberoptic A/B/Offline network<br />
switch has MEMS-based mirror/prism<br />
24 INDUSTRIAL NETWORKING � Q3 � 2012<br />
24<br />
switch technology that supports Gigabit data rates. It allows devices<br />
connected to the Common port of each channel access to the A or B<br />
port on each channel. The front-panel LED display indicates all of the<br />
switch positions and unit power status.<br />
Electrostandards; 401/943-1164; www.electrostandards.com<br />
SECURE GIGABIT<br />
EDR-G903 Firewall/VPN secure router<br />
supports three combo Gigabit ports<br />
with built-in RJ45 ports and SFP slots<br />
for connecting to a WAN, a LAN, and a<br />
WAN or DMZ. Dual WAN feature helps<br />
establish a reliable Internet connection<br />
backup and provides a secondary option<br />
for load sharing two ISPs. It supports intelligent firewall functions, and<br />
Quick Automation Profile supports 25 common fieldbus protocols.<br />
Moxa; 888/moxa-usa; www.moxa.com<br />
WIRELESS SMARTS<br />
Smart Switch industrial frequency-hopping<br />
Ethernet radios for 2.4 GHz and 900 MHz<br />
intelligently route packets, managing the<br />
wireless network like a standard Ethernet<br />
switch, creating peer-to-peer wireless<br />
Ethernet communication. The radios<br />
provide long-range wireless connectivity<br />
and support 1.1 Mbps data rates. A serial port can be used to pull<br />
data and send to a client via wireless Ethernet.<br />
ProSoft Technology; 661/716-5100;<br />
www.prosoft-technology.com/wireless<br />
STACK ‘EM<br />
EL326 Layer 3 rack-mount,<br />
managed industrial Ethernet<br />
switch provides 24 ports of Gigabit Ethernet and 10-Gigabit Ethernet<br />
uplinks. Advanced port security supports several authentication<br />
and encryption protocols, rate limiting and ACL features. Dedicated<br />
stacking ports enable the stacking of up to four switches, providing<br />
redundancy and added capacity as required.<br />
Sixnet; 518/877-5173; www.sixnet.com<br />
HEAL THYSELF<br />
G408M fully managed industrial Gigabit<br />
Ethernet switch has a self-healing ring<br />
capability. When a fiber or cable break<br />
is detected on any of the ring ports,<br />
the switch reroutes network traffic in<br />
milliseconds. An alarm output on the<br />
terminal block can signal error conditions<br />
to a PLC or other supervisory devices. Ports<br />
1–4 are copper only; ports 5–8 can be copper or fiber.<br />
Ultra Electronics, NSPI; 512/434-2830; www.ultra-nspi.com
API FOR APPS<br />
With CANopen Master API for development of PC-based<br />
CANopen control, applications on Windows can operate<br />
up to 12 CAN interfaces in parallel, and up to four CAN<br />
channels per interface board. The API programming library<br />
is offered for 32- and 64-bit Windows 2000, XP, Vista and<br />
Windows 7 systems.<br />
Ixxat; +49 751 561 46 0; www.ixxat.de<br />
RATED FOR SPEED<br />
Industrial Ethernet M12 connector system for data rates to<br />
10 Gbps supports cabling from Cat. 5e through Cat. 6a using<br />
shielded and unshielded twisted-pair varieties. Features include<br />
IP67 sealed and screw locking connection, custom, orthogonal<br />
circuit pattern, and corrosion-resistant hardware.<br />
TE Connectivity; 800/522-6752; www.te.com<br />
SERIAL CONNECTOR<br />
iServer3G connects any serial device (RS-232, RS-485) to an<br />
Ethernet network or the Internet to send notifications by email,<br />
and includes SNMP for remote management. There are three<br />
versions available: a wall-mount or bench-top model; DIN-railmount<br />
for industrial applications; and PCB-level product for<br />
embedded OEM applications.<br />
Newport Electronics; 714/540-4914; www.newportus.com<br />
CALL THE AUXILIARY<br />
EtherNet/IP Communications Auxiliary helps DeviceNet-based components communicate<br />
to an EtherNet/IP network. Users can access the status of any DeviceNet device within the<br />
network from any PC or PLC. It supports up to six components while passing EtherNet/IP<br />
explicit and I/O messages, and has an embedded web interface.<br />
Rockwell Automation; 440/646-3434; www.rockwellautomation.com<br />
END-TO-END M2M<br />
Aleos Application Framework includes an integrated<br />
development environment, feature-rich libraries, and a set<br />
of tools to develop custom machine-to-machine (M2M)<br />
applications on top of the Aleos embedded intelligence platform<br />
using AirLink GX400 and GX440 gateways. Integrating these applications with the Sierra<br />
Wireless AirVantage M2M Cloud Platform lets developers create end-to-end M2M<br />
implementations.<br />
Sierra Wireless; 604/232-1488; www.sierrawireless.com<br />
HOT ETHERNET<br />
Xtra-Guard Industrial Ethernet cables are available in<br />
unshielded, foil shield or Supra-Shield foil/braid—a<br />
combination aluminum/polyester/aluminum foil and<br />
tinned copper braid for added EMI resistance. Cable has an<br />
operating range of -50 to 125 °C on FEP-insulated conductors<br />
and -50 to 105 °C on polyethylene-insulated conductors. TPE jacket is available in black with<br />
standard lengths of 500 and 1,000 ft.<br />
Alpha Wire; 800/52-alpha; www.alphawire.com/xgie<br />
2012 � Q3 � INDUSTRIAL NETWORKING<br />
PRODUCTS 25<br />
25<br />
CONTACT US<br />
555 W. Pierce Rd., Suite 301, Itasca, Illinois 60143<br />
630/467-1300 � Fax: 630/467-1124<br />
industrialnetworking@putman.net<br />
EDITORIAL TEAM<br />
Editor In Chief Joe Feeley<br />
Executive Editor Jim Montague<br />
Managing Editor Aaron Hand<br />
Digital Managing Editor Katherine Bonfante<br />
Senior Technical Editor Walt Boyes<br />
Senior Technical Editor Dan Hebert<br />
Editorial Assistant Lori Goldberg<br />
DESIGN & PRODUCTION TEAM<br />
Senior Production Manager Anetta Gauthier<br />
Art Director Derek Chamberlain<br />
PUBLISHING TEAM<br />
Group Publisher/VP, Content Keith Larson<br />
Director of Circulation Jack Jones<br />
VP, Creative Services Steve Herner<br />
EXECUTIVE STAFF<br />
President & CEO John Cappelletti<br />
VP, Circulation Jerry Clark<br />
CFO Jane B. Volland<br />
SUBSCRIPTIONS<br />
888/644-1803<br />
SALES TEAM<br />
Northeastern and Mid-Atlantic Regional Manager<br />
Dave Fisher � dfisher@putman.net<br />
24 Cannon Forge Dr., Foxboro, Massachusetts 02035<br />
508/543-5172 � Fax: 508/543-3061<br />
Midwestern and Southern Regional Manager<br />
Greg Zamin � gzamin@putman.net<br />
555 W. Pierce Rd., Suite 301, Itasca, Illinois 60143<br />
630/467-1300 � Fax: 630/467-1124<br />
Western Regional Manager<br />
Laura Martinez � lmartinez@putman.net<br />
218 Virginia, Suite 4, El Segundo, California 90245<br />
310/607-0125 � Fax: 310/607-0168<br />
Inside Sales Manager<br />
Polly Dickson � pdickson@putman.net<br />
630/467-1300 � Fax: 630/467-1124<br />
REPRINTS<br />
Foster Reprints<br />
���������������������������������������<br />
���������������������������������������������<br />
AD INDEX<br />
Advantech Automation................................. 28<br />
AutomationDirect ..............................................2<br />
Hilscher North America....................................6<br />
Molex ......................................................................3<br />
Moxa Americas....................................................4<br />
ProSoft Technology......................................... 10<br />
Sealevel Systems.................................................9<br />
Siemens Industry............................................. 27
26<br />
INDUSTRIAL NETWORKING<br />
Q3 • 2012<br />
Enjoy this 10th<br />
anniversary look<br />
back at the content<br />
published<br />
since we started<br />
in 2002. Here's a column as it<br />
originally appeared in the<br />
Winter 2003 issue that outlines<br />
the benefits of a digital safety<br />
network, and foresees an inevitable<br />
and large acceptance of<br />
the fast emerging technology.<br />
SAFETY APPLICATIONS<br />
IN CONJUNCTION<br />
WITH NETWORKS WILL<br />
BE THE FUTURE IN THE<br />
AUTOMATION WORLD<br />
In 2003, ANDREW EBERHARD<br />
was division manager of industrial<br />
services at TÜV Rheinland of<br />
North America. We understand<br />
he's now a vice president at<br />
P\S\L Group in the San<br />
Francisco Bay Area.<br />
PROGRAMMABLE SAFETY APPLICATIONS ARE ENTERING<br />
automation fields that had been reserved for<br />
conventional electromechanical technology.<br />
Are all industries ready to accept safety systems<br />
that rely on bits and bytes? The answer: Not yet.<br />
But that time should not be far off.<br />
For many products and systems, a failure to<br />
function can expose people and the surrounding<br />
environment to hazards or contribute to<br />
TERMINATOR<br />
Standards Are We Ready Simplify for Digital Vision Safety? Systems<br />
production losses. A standard safety assessment<br />
evaluates how much “safety” has to be incorporated<br />
into a device or system to achieve the<br />
appropriate safety level. Products such as safety<br />
PLCs, fire-detection systems, light curtains, or<br />
safety bus systems are considered safety-<br />
relevant devices.<br />
Although standard fieldbus applications grew<br />
dramatically in the past few years, safety functions<br />
had to be realized in a second layer. A<br />
second layer usually contains safety relays or is<br />
implemented within a special safety network.<br />
Additional wiring costs for the diagnosis of safety<br />
functions often is necessary, and flexibility is<br />
limited due to heterogeneous engineering.<br />
The status of safety-oriented parts or layers<br />
can be made available to the control system by<br />
coupling with the operative fieldbus. Safety applications<br />
in conjunction with networks, regardless<br />
of their structure, will be the future in the automation<br />
world. Openness and interoperability are<br />
key factors to expedite the safety automation<br />
process. It won’t be too far in the future that<br />
Bluetooth or Wi-Fi-enabled control pendants will<br />
be a part of an overall safety network.<br />
The current experience gathered in safety<br />
networking in the operative area of plant and<br />
machine controlling paves the road in the right<br />
direction. Benefits include reduced wiring, comprehensive<br />
diagnostic possibilities, increased<br />
flexibility, and a higher level of safety.<br />
When engineering a safety system, its safety<br />
integrity must be built in. In other words, the<br />
safety integrity of the intended system architecture<br />
has to be predicted and evaluated. IEC<br />
61508 is the major functional safety standard<br />
that introduces the concept of the safety<br />
integrity level (SIL). The SIL represents the<br />
probability that a safety system will not satisfactorily<br />
perform the required safety functions<br />
under all the stated conditions, within a stated<br />
period of time. IEC 61508 also is the basis for<br />
the certification of programmable electronic<br />
safety systems.<br />
IEC 61508, Functional Safety of Electrical/<br />
Electronic/Programmable Electronic Safety-<br />
Related Systems, is a seven-part international<br />
standard. It is generic, and applies to safetyrelated<br />
control systems, PLCs, devices and<br />
components (including sensors, actuators and<br />
operator interface). The four main areas covered<br />
by the standard:<br />
● Measures and techniques for avoiding or controlling<br />
faults (hardware and operating system<br />
software) during design and development.<br />
● Hardware fault tolerance of systems/sub-<br />
systems (structure) in combination with “safe<br />
failure fraction” and diagnostic coverage.<br />
● Probability of “failure to danger” of the subsystem<br />
by reliability modeling techniques.<br />
● Measures and techniques for avoiding or controlling<br />
faults during the design and development<br />
of application software.<br />
The concept of SIL introduced in IEC 61508 is<br />
a concept of classes of safety requirements for<br />
components, modules, subsystems or functions.<br />
The SIL indicates target failure measures for the<br />
safety function of an E/E/PES system. This<br />
method obtains Markov models for probabilistic<br />
calculations that make it possible to determine<br />
the accurate SIL level.<br />
IEC 61508 is a powerful blueprint for the<br />
future. TÜV Rheinland, which has offices in the<br />
U.S. and other countries, currently is the only<br />
organization authorized to provide an assessment<br />
of safety networks around the globe.<br />
In North America, the U.S. Occupational<br />
Safety and Health Administration (OSHA) has<br />
endorsed ANSI/ISA-S84.01-1996, Application of<br />
Safety Instrumented Systems for the Process<br />
Industries, as a “national consensus standard”<br />
for the application of safety instrumented systems<br />
(SIS) for the process industries. S84.01 covers<br />
electrical, electronic and programmable<br />
electronic technology, and follows the safety<br />
lifecycle, similar to IEC 61508.<br />
Acceptance is growing all over the world. It’s<br />
only a matter of time before this concept of<br />
programmable safety is embraced universally. ●
Totally Integrated Automation<br />
SIMATIC NET provides seamless communication<br />
between all automation components.<br />
������������������������������������������ �<br />
������������������������������������������ �<br />
������������������������������������������������������<br />
�����������������������������������������������������������<br />
��������������������������������������������������������<br />
������������������������������������������������������<br />
�����������������������������������������������������<br />
�����������������������������������������������������������<br />
�������������������������������������������������������������<br />
����������������������������������������������������������<br />
����������������������������������������������������������<br />
�����������������<br />
www.usa.siemens.com/tia<br />
©2012 Siemens Industry, Inc.
�<br />
��<br />
��