Epoch Deep Ball Evolution | No. 437 - HCT Tool
Epoch Deep Ball Evolution | No. 437 - HCT Tool
Epoch Deep Ball Evolution | No. 437 - HCT Tool

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
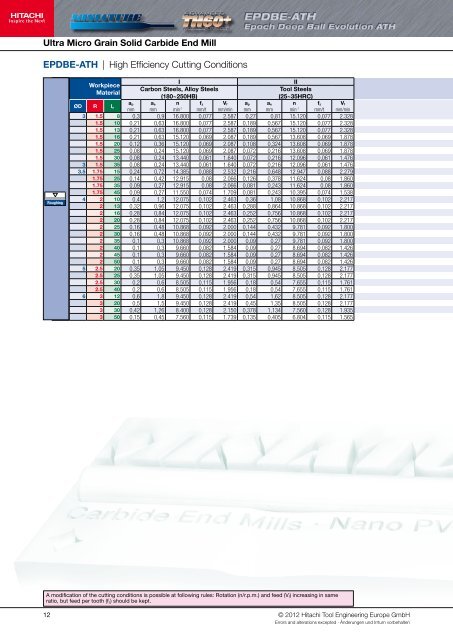
Ultra Micro Grain Solid Carbide End Mill<br />
EPDBE-ATH | High Efficiency Cutting Conditions<br />
Roughing<br />
Workpiece<br />
Material<br />
I II<br />
Carbon Steels, Alloy Steels<br />
(180~250HB)<br />
<strong>Tool</strong> Steels<br />
(25~35HRC)<br />
ØD R ln<br />
ap<br />
mm<br />
ae<br />
mm<br />
n<br />
min<br />
fz Vf ap ae n fz Vf<br />
-1 mm/t mm/min mm mm min-1 mm/t mm/min<br />
3 1.5 8 0,3 0,9 16.800 0,077 2.587 0,27 0,81 15.120 0,077 2.328<br />
1.5 10 0,21 0,63 16.800 0,077 2.587 0,189 0,567 15.120 0,077 2.328<br />
1.5 13 0,21 0,63 16.800 0,077 2.587 0,189 0,567 15.120 0,077 2.328<br />
1.5 16 0,21 0,63 15.120 0,069 2.087 0,189 0,567 13.608 0,069 1.878<br />
1.5 20 0,12 0,36 15.120 0,069 2.087 0,108 0,324 13.608 0,069 1.878<br />
1.5 25 0,08 0,24 15.120 0,069 2.087 0,072 0,216 13.608 0,069 1.878<br />
1.5 30 0,08 0,24 13.440 0,061 1.640 0,072 0,216 12.096 0,061 1.476<br />
3 1.5 35 0,08 0,24 13.440 0,061 1.640 0,072 0,216 12.096 0,061 1.476<br />
3.5 1.75 15 0,24 0,72 14.385 0,088 2.532 0,216 0,648 12.947 0,088 2.279<br />
1.75 25 0,14 0,42 12.915 0,08 2.066 0,126 0,378 11.624 0,08 1.860<br />
1.75 35 0,09 0,27 12.915 0,08 2.066 0,081 0,243 11.624 0,08 1.860<br />
1.75 45 0,09 0,27 11.550 0,074 1.709 0,081 0,243 10.395 0,074 1.538<br />
4 2 10 0,4 1,2 12.075 0,102 2.463 0,36 1,08 10.868 0,102 2.217<br />
2 13 0,32 0,96 12.075 0,102 2.463 0,288 0,864 10.868 0,102 2.217<br />
2 16 0,28 0,84 12.075 0,102 2.463 0,252 0,756 10.868 0,102 2.217<br />
2 20 0,28 0,84 12.075 0,102 2.463 0,252 0,756 10.868 0,102 2.217<br />
2 25 0,16 0,48 10.868 0,092 2.000 0,144 0,432 9.781 0,092 1.800<br />
2 30 0,16 0,48 10.868 0,092 2.000 0,144 0,432 9.781 0,092 1.800<br />
2 35 0,1 0,3 10.868 0,092 2.000 0,09 0,27 9.781 0,092 1.800<br />
2 40 0,1 0,3 9.660 0,082 1.584 0,09 0,27 8.694 0,082 1.426<br />
2 45 0,1 0,3 9.660 0,082 1.584 0,09 0,27 8.694 0,082 1.426<br />
2 50 0,1 0,3 9.660 0,082 1.584 0,09 0,27 8.694 0,082 1.426<br />
5 2.5 20 0,35 1,05 9.450 0,128 2.419 0,315 0,945 8.505 0,128 2.177<br />
2.5 25 0,35 1,05 9.450 0,128 2.419 0,315 0,945 8.505 0,128 2.177<br />
2.5 30 0,2 0,6 8.505 0,115 1.956 0,18 0,54 7.655 0,115 1.761<br />
2.5 40 0,2 0,6 8.505 0,115 1.956 0,18 0,54 7.655 0,115 1.761<br />
6 3 12 0,6 1,8 9.450 0,128 2.419 0,54 1,62 8.505 0,128 2.177<br />
3 20 0,5 1,5 9.450 0,128 2.419 0,45 1,35 8.505 0,128 2.177<br />
3 30 0,42 1,26 8.400 0,128 2.150 0,378 1,134 7.560 0,128 1.935<br />
3 50 0,15 0,45 7.560 0,115 1.739 0,135 0,405 6.804 0,115 1.565<br />
A modifi cation of the cutting conditions is possible at following rules: Rotation (n/r.p.m.) and feed (Vf) increasing in same<br />
ratio, but feed per tooth (fz) should be kept.<br />
12 © 2012 Hitachi <strong>Tool</strong> Engineering Europe GmbH<br />
Errors and alterations excepted · Änderungen und Irrtum vorbehalten