Epoch Deep Ball Evolution | No. 437 - HCT Tool
Epoch Deep Ball Evolution | No. 437 - HCT Tool
Epoch Deep Ball Evolution | No. 437 - HCT Tool

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
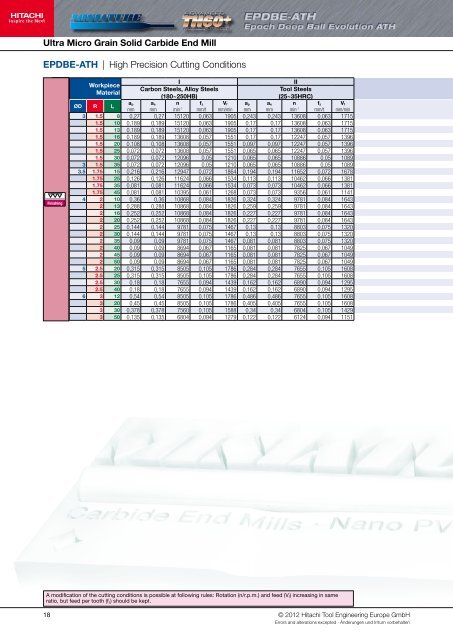
Ultra Micro Grain Solid Carbide End Mill<br />
EPDBE-ATH | High Precision Cutting Conditions<br />
Finishing<br />
Workpiece<br />
Material<br />
I II<br />
Carbon Steels, Alloy Steels<br />
(180~250HB)<br />
<strong>Tool</strong> Steels<br />
(25~35HRC)<br />
ØD R ln<br />
ap<br />
mm<br />
ae<br />
mm<br />
n<br />
min<br />
fz Vf ap ae n fz Vf<br />
-1 mm/t mm/min mm mm min-1 mm/t mm/min<br />
3 1.5 8 0,27 0,27 15120 0,063 1905 0,243 0,243 13608 0,063 1715<br />
1.5 10 0,189 0,189 15120 0,063 1905 0,17 0,17 13608 0,063 1715<br />
1.5 13 0,189 0,189 15120 0,063 1905 0,17 0,17 13608 0,063 1715<br />
1.5 16 0,189 0,189 13608 0,057 1551 0,17 0,17 12247 0,057 1396<br />
1.5 20 0,108 0,108 13608 0,057 1551 0,097 0,097 12247 0,057 1396<br />
1.5 25 0,072 0,072 13608 0,057 1551 0,065 0,065 12247 0,057 1396<br />
1.5 30 0,072 0,072 12096 0,05 1210 0,065 0,065 10886 0,05 1089<br />
3 1.5 35 0,072 0,072 12096 0,05 1210 0,065 0,065 10886 0,05 1089<br />
3.5 1.75 15 0,216 0,216 12947 0,072 1864 0,194 0,194 11652 0,072 1678<br />
1.75 25 0,126 0,126 11624 0,066 1534 0,113 0,113 10462 0,066 1381<br />
1.75 35 0,081 0,081 11624 0,066 1534 0,073 0,073 10462 0,066 1381<br />
1.75 45 0,081 0,081 10395 0,061 1268 0,073 0,073 9356 0,061 1141<br />
4 2 10 0,36 0,36 10868 0,084 1826 0,324 0,324 9781 0,084 1643<br />
2 13 0,288 0,288 10868 0,084 1826 0,259 0,259 9781 0,084 1643<br />
2 16 0,252 0,252 10868 0,084 1826 0,227 0,227 9781 0,084 1643<br />
2 20 0,252 0,252 10868 0,084 1826 0,227 0,227 9781 0,084 1643<br />
2 25 0,144 0,144 9781 0,075 1467 0,13 0,13 8803 0,075 1320<br />
2 30 0,144 0,144 9781 0,075 1467 0,13 0,13 8803 0,075 1320<br />
2 35 0,09 0,09 9781 0,075 1467 0,081 0,081 8803 0,075 1320<br />
2 40 0,09 0,09 8694 0,067 1165 0,081 0,081 7825 0,067 1049<br />
2 45 0,09 0,09 8694 0,067 1165 0,081 0,081 7825 0,067 1049<br />
2 50 0,09 0,09 8694 0,067 1165 0,081 0,081 7825 0,067 1049<br />
5 2.5 20 0,315 0,315 8505 0,105 1786 0,284 0,284 7655 0,105 1608<br />
2.5 25 0,315 0,315 8505 0,105 1786 0,284 0,284 7655 0,105 1608<br />
2.5 30 0,18 0,18 7655 0,094 1439 0,162 0,162 6890 0,094 1295<br />
2.5 40 0,18 0,18 7655 0,094 1439 0,162 0,162 6890 0,094 1295<br />
6 3 12 0,54 0,54 8505 0,105 1786 0,486 0,486 7655 0,105 1608<br />
3 20 0,45 0,45 8505 0,105 1786 0,405 0,405 7655 0,105 1608<br />
3 30 0,378 0,378 7560 0,105 1588 0,34 0,34 6804 0,105 1429<br />
3 50 0,135 0,135 6804 0,094 1279 0,122 0,122 6124 0,094 1151<br />
A modifi cation of the cutting conditions is possible at following rules: Rotation (n/r.p.m.) and feed (Vf) increasing in same<br />
ratio, but feed per tooth (fz) should be kept.<br />
18 © 2012 Hitachi <strong>Tool</strong> Engineering Europe GmbH<br />
Errors and alterations excepted · Änderungen und Irrtum vorbehalten