New Forming Technology to Improve Quality at Simkins
New Forming Technology to Improve Quality at Simkins
New Forming Technology to Improve Quality at Simkins

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
NEW FORMING TECHNOLOGY TO IMPROVE QUALITY<br />
AT<br />
SIMKINS INDUSTRIES LOWE PAPER COMPANY<br />
RIDGEFIELD, NEW JERSEY<br />
By Charles Pound, Manager FCFORMTEK<br />
Today’s recycled multiply board market is putting new<br />
demands on the papermaker <strong>to</strong> increase mill<br />
productivity and raise board quality. This is evident by<br />
the number of multiply board mills th<strong>at</strong> are currently<br />
planning wet end rebuilds facing the option of meeting<br />
the higher quality needs or loosing market share. This<br />
demand for higher, more uniform quality comes with<br />
the converter’s expect<strong>at</strong>ion of minimal if any increase<br />
in cost.<br />
In order <strong>to</strong> meet this challenge Mill Management <strong>at</strong><br />
<strong>Simkins</strong> Industries Lowe Paper Company, Ridgefield,<br />
<strong>New</strong> Jersey plant evalu<strong>at</strong>ed their process and decided<br />
replacement of the old counterflow v<strong>at</strong>s comprising the<br />
center four plies of their sheet would increase quality<br />
and productivity levels. The mill produces<br />
approxim<strong>at</strong>ely 54,400 <strong>to</strong>ns per year of clay co<strong>at</strong>ed<br />
boxboard on the 98-inch trim machine. Basis weight<br />
ranges from 68 <strong>to</strong> 140 pounds per 1000 square feet<br />
(#/msf) with calipers between 0.014 and 0.034 inches.<br />
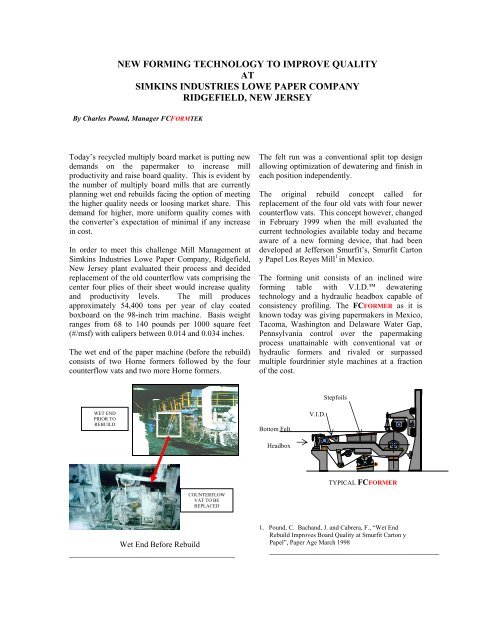
The wet end of the paper machine (before the rebuild)<br />
consists of two Horne formers followed by the four<br />
counterflow v<strong>at</strong>s and two more Horne formers.<br />
WET END<br />
PRIOR TO<br />
REBUILD<br />
COUNTERFLOW<br />
VAT TO BE<br />
REPLACED<br />
Wet End Before Rebuild<br />
_________________________________________<br />
The felt run was a conventional split <strong>to</strong>p design<br />
allowing optimiz<strong>at</strong>ion of dew<strong>at</strong>ering and finish in<br />
each position independently.<br />
The original rebuild concept called for<br />
replacement of the four old v<strong>at</strong>s with four newer<br />
counterflow v<strong>at</strong>s. This concept however, changed<br />
in February 1999 when the mill evalu<strong>at</strong>ed the<br />
current technologies available <strong>to</strong>day and became<br />
aware of a new forming device, th<strong>at</strong> had been<br />
developed <strong>at</strong> Jefferson Smurfit’s, Smurfit Car<strong>to</strong>n<br />
y Papel Los Reyes Mill 1 in Mexico.<br />
The forming unit consists of an inclined wire<br />
forming table with V.I.D. TM dew<strong>at</strong>ering<br />
technology and a hydraulic headbox capable of<br />
consistency profiling. The FCFORMER as it is<br />
known <strong>to</strong>day was giving papermakers in Mexico,<br />
Tacoma, Washing<strong>to</strong>n and Delaware W<strong>at</strong>er Gap,<br />
Pennsylvania control over the papermaking<br />
process un<strong>at</strong>tainable with conventional v<strong>at</strong> or<br />
hydraulic formers and rivaled or surpassed<br />
multiple fourdrinier style machines <strong>at</strong> a fraction<br />
of the cost.<br />
Bot<strong>to</strong>m Felt<br />
Headbox<br />
V.I.D.<br />
Stepfoils<br />
TYPICAL FCFORMER<br />
1. Pound, C. Bachand, J. and Cabrera, F., “Wet End<br />
Rebuild <strong>Improve</strong>s Board <strong>Quality</strong> <strong>at</strong> Smurfit Car<strong>to</strong>n y<br />
Papel”, Paper Age March 1998<br />
__________________________________________
V.I.D Structure on FCFORMER<br />
In light of the new forming technology, the Lowe Paper<br />
Company rebuild team decided th<strong>at</strong> the Ridgefield<br />
machine would be reconfigured <strong>to</strong> add two<br />
FCFORMERS <strong>to</strong> replace the four aging counterflow<br />
filler v<strong>at</strong>s. The existing Horne formers and suction<br />
drum would remain unchanged, and a new suction<br />
primary and felt stretch would replace the current ones<br />
in approxim<strong>at</strong>ely the same loc<strong>at</strong>ions.<br />
Proposed Machine Configur<strong>at</strong>ion<br />
Two FCFORMERS Replacing The Four Center V<strong>at</strong>s<br />
The goals of the rebuild were <strong>to</strong> :<br />
- Increase machine productivity<br />
- <strong>Improve</strong> sheet profile and density<br />
- <strong>Improve</strong> sheet finish<br />
- Increase forming capacity<br />
With the design concept in place, <strong>Simkins</strong> Industries<br />
contacted the FCFORMTEK Division of AES<br />
Engineered Systems, Queensbury, <strong>New</strong> York for the<br />
supply of the FCFORMERS and associ<strong>at</strong>ed vacuum<br />
equipment. The install<strong>at</strong>ion of the two FCFORMERS is<br />
scheduled for the last week in July 1999 with<br />
production resuming on August 2 nd . Crew training will<br />
take place in early July <strong>to</strong> help the machine crews <strong>to</strong><br />
understand the difference between v<strong>at</strong> forming and<br />
forming on the FCFORMERS which are essentially a<br />
mini-fourdriniers.<br />
___________________________________________<br />
Single FCFORMER on assembly floor<br />
prior <strong>to</strong> shipment <strong>to</strong> Tacoma loc<strong>at</strong>ion<br />
Even though the FCFORMERS are new<br />
technology and radically different than<br />
equipment the machine opera<strong>to</strong>rs have run<br />
before, the start ups in all other install<strong>at</strong>ions have<br />
gone off without any difficulty and have been<br />
l<strong>at</strong>er described “as non-events”. The <strong>Simkins</strong><br />
install<strong>at</strong>ion is expected <strong>to</strong> follow suit.<br />
Results <strong>to</strong> D<strong>at</strong>e<br />
FCFORMERS are currently running <strong>at</strong> three<br />
separ<strong>at</strong>e mills manufacturing clay-co<strong>at</strong>ed and<br />
unco<strong>at</strong>ed folding boxboard and core s<strong>to</strong>ck.<br />
Some of the following quality improvements<br />
which have been documented are expected <strong>to</strong> be<br />
duplic<strong>at</strong>ed <strong>at</strong> the <strong>Simkins</strong> install<strong>at</strong>ion where<br />
applicable<br />
MILL #1 RESULTS TO DATE<br />
This mill manufactures clay co<strong>at</strong>ed boxboard<br />
ranging in caliper from 0.30 <strong>to</strong> 0.82 mm (0.012”<br />
<strong>to</strong> 0.032”). To d<strong>at</strong>e improvements in the<br />
following areas are <strong>at</strong>tributable <strong>to</strong> the install<strong>at</strong>ion<br />
of the FCFORMERs:<br />
1. Average productivity increase 14%<br />
2. Reduced sheet density 5%<br />
3. <strong>Improve</strong>d MD/CD r<strong>at</strong>io 32%<br />
4. <strong>Improve</strong>d smoothness<br />
Sheffield 6%<br />
Micro 22%<br />
5. Reduced wet end energy use 48%<br />
In addition <strong>to</strong> the results listed above, the machine<br />
has recently installed cross machine dilution basis<br />
weight control on the second forming unit. Initial<br />
results indic<strong>at</strong>e a caliper vari<strong>at</strong>ion reduction from<br />
+/- 0.001” on a typical grade <strong>to</strong> +/- 0.0002”.<br />
____________________________________________
MILL #2 RESULTS TO DATE<br />
A single FCFORMER was installed in addition <strong>to</strong> the<br />
existing eight original counterflow v<strong>at</strong>s <strong>to</strong> increase<br />
forming capacity on this machine th<strong>at</strong> makes unco<strong>at</strong>ed<br />
folding boxboard and core s<strong>to</strong>ck.<br />
In l<strong>at</strong>e March 1998 the following improvements in<br />
overall quality were presented by the mill <strong>at</strong> their<br />
Corpor<strong>at</strong>e Technical Seminar:<br />
1. Sheet squareness, which is controllable via the<br />
rush/drag r<strong>at</strong>io, has been improved by 19 percent<br />
when 28 percent of the <strong>to</strong>tal sheet is carried by<br />
the FCFORMER.<br />
2. Overall profile has been improved 30 <strong>to</strong> 50<br />
percent depending on sheet basis weight.<br />
3. Cross Machine profile vari<strong>at</strong>ion has been<br />
reduced by 90 percent. This is <strong>at</strong>tributed <strong>to</strong> the<br />
extremely fl<strong>at</strong> profile produced by the<br />
FCFORMER and the reduction in associ<strong>at</strong>ed load<br />
on the original v<strong>at</strong>s. On lighter weight sheets<br />
some original v<strong>at</strong>s are shut off.<br />
4. On boxboard grades the density of the board has<br />
been. reduced 1 <strong>to</strong> 5 percent depending on<br />
FCFORMER load and furnish.<br />
5. <strong>Improve</strong>d form<strong>at</strong>ion and smoothness has<br />
essentially s<strong>to</strong>pped mottle on highly calendered<br />
grades.<br />
6. Winder losses <strong>at</strong> the dry end due <strong>to</strong> basis weight<br />
/ caliper vari<strong>at</strong>ion causing ribbons <strong>to</strong> interweave<br />
has been reduced <strong>to</strong> nil.<br />
7. Plybond values have not decreased as might be<br />
expected with other forming devices.<br />
8. First pass retention runs between 85 and 90<br />
percent without the use of retention aids.<br />
9. Loading capabilities are <strong>at</strong> least twice th<strong>at</strong> of a<br />
conventional v<strong>at</strong>.<br />
In addition <strong>to</strong> the quality improvements, the machine<br />
opera<strong>to</strong>rs “love its ease of oper<strong>at</strong>ion when compared<br />
<strong>to</strong> a v<strong>at</strong>”.<br />
.__________________________________________<br />
MILL #3 RESULTS TO DATE<br />
Two FCFORMERS replaced five counterflow v<strong>at</strong>s<br />
in the filler positions on this machine th<strong>at</strong> makes<br />
clay-co<strong>at</strong>ed boxboard from 0.016 <strong>to</strong> 0.040<br />
calipers.<br />
1. Sheet density decreased by 7%<br />
2. Remaining counterflow v<strong>at</strong>s shut off except<br />
on heavy weights.<br />
3. Sheet squareness can be controlled <strong>to</strong> less<br />
than 2:1 stiffness r<strong>at</strong>io.<br />
4. Cross machine profile improved.<br />
5. Loadings on a single FCFORMER can<br />
substantially exceed the load carried by the<br />
v<strong>at</strong>s replaced.<br />
In summary, the install<strong>at</strong>ion of FCFORMERS <strong>at</strong> all<br />
current loc<strong>at</strong>ions have achieved the goals of<br />
increased quality and productivity th<strong>at</strong> were<br />
established for the rebuilds, and continue <strong>to</strong> push<br />
the envelope out further each day as opera<strong>to</strong>rs<br />
capitalize on the flexibility and ply forming<br />
capabilities of the FCFORMER.<br />
________________________________________