High carbon DRI – getting the most value from iron ore - Tenova
High carbon DRI – getting the most value from iron ore - Tenova
High carbon DRI – getting the most value from iron ore - Tenova

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
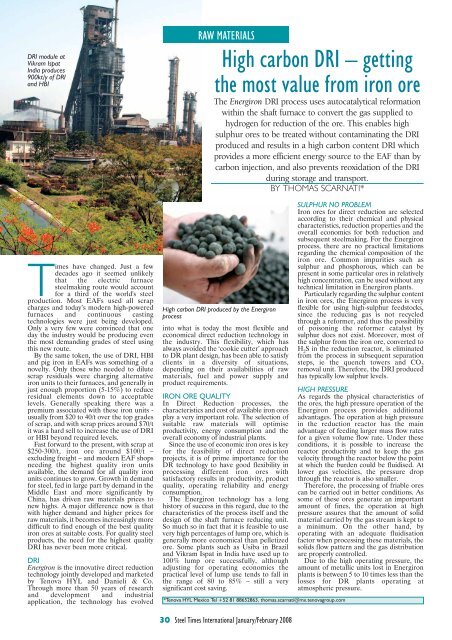
<strong>DRI</strong> module at<br />
Vikram Ispat<br />
India produces<br />
900kt/y of <strong>DRI</strong><br />
and HBI<br />
Times have changed. Just a few<br />
decades ago it seemed unlikely<br />
that <strong>the</strong> electric furnace<br />
steelmaking route would account<br />
for a third of <strong>the</strong> world's steel<br />
production. Most EAFs used all scrap<br />
charges and today’s modern high-powered<br />
furnaces and continuous casting<br />
technologies were just being developed.<br />
Only a very few were convinced that one<br />
day <strong>the</strong> industry would be producing even<br />
<strong>the</strong> <strong>most</strong> demanding grades of steel using<br />
this new route.<br />
By <strong>the</strong> same token, <strong>the</strong> use of <strong>DRI</strong>, HBI<br />
and pig <strong>iron</strong> in EAFs was something of a<br />
novelty. Only those who needed to dilute<br />
scrap residuals were charging alternative<br />
<strong>iron</strong> units to <strong>the</strong>ir furnaces, and generally in<br />
just enough proportion (5-15%) to reduce<br />
residual elements down to acceptable<br />
levels. Generally speaking <strong>the</strong>re was a<br />
premium associated with <strong>the</strong>se <strong>iron</strong> units -<br />
usually <strong>from</strong> $20 to 40/t over <strong>the</strong> top grades<br />
of scrap, and with scrap prices around $70/t<br />
it was a hard sell to increase <strong>the</strong> use of <strong>DRI</strong><br />
or HBI beyond required levels.<br />
Fast forward to <strong>the</strong> present, with scrap at<br />
$250-300/t, <strong>iron</strong> <strong>ore</strong> around $100/t <strong>–</strong><br />
excluding freight <strong>–</strong> and modern EAF shops<br />
needing <strong>the</strong> highest quality <strong>iron</strong> units<br />
available, <strong>the</strong> demand for all quality <strong>iron</strong><br />
units continues to grow. Growth in demand<br />
for steel, fed in large part by demand in <strong>the</strong><br />
Middle East and m<strong>ore</strong> significantly by<br />
China, has driven raw materials prices to<br />
new highs. A major difference now is that<br />
with higher demand and higher prices for<br />
raw materials, it becomes increasingly m<strong>ore</strong><br />
difficult to find enough of <strong>the</strong> best quality<br />
<strong>iron</strong> <strong>ore</strong>s at suitable costs. For quality steel<br />
products, <strong>the</strong> need for <strong>the</strong> highest quality<br />
<strong>DRI</strong> has never been m<strong>ore</strong> critical.<br />
<strong>DRI</strong><br />
Energ<strong>iron</strong> is <strong>the</strong> innovative direct reduction<br />
technology jointly developed and marketed<br />
by <strong>Tenova</strong> HYL and Danieli & Co.<br />
Through m<strong>ore</strong> than 50 years of research<br />
and development and industrial<br />
application, <strong>the</strong> technology has evolved<br />
RAW MATERIALS<br />
<strong>High</strong> <strong>carbon</strong> <strong>DRI</strong> <strong>–</strong> <strong>getting</strong><br />
<strong>the</strong> <strong>most</strong> <strong>value</strong> <strong>from</strong> <strong>iron</strong> <strong>ore</strong><br />
The Energ<strong>iron</strong> <strong>DRI</strong> process uses autocatalytical reformation<br />
within <strong>the</strong> shaft furnace to convert <strong>the</strong> gas supplied to<br />
hydrogen for reduction of <strong>the</strong> <strong>ore</strong>. This enables high<br />
sulphur <strong>ore</strong>s to be treated without contaminating <strong>the</strong> <strong>DRI</strong><br />
produced and results in a high <strong>carbon</strong> content <strong>DRI</strong> which<br />
provides a m<strong>ore</strong> efficient energy source to <strong>the</strong> EAF than by<br />
<strong>carbon</strong> injection, and also prevents reoxidation of <strong>the</strong> <strong>DRI</strong><br />
during storage and transport.<br />
BY THOMAS SCARNATI*<br />
<strong>High</strong> <strong>carbon</strong> <strong>DRI</strong> produced by <strong>the</strong> Energ<strong>iron</strong><br />
process<br />
into what is today <strong>the</strong> <strong>most</strong> flexible and<br />
economical direct reduction technology in<br />
<strong>the</strong> industry. This flexibility, which has<br />
always avoided <strong>the</strong> ‘cookie cutter’ approach<br />
to DR plant design, has been able to satisfy<br />
clients in a diversity of situations,<br />
depending on <strong>the</strong>ir availabilities of raw<br />
materials, fuel and power supply and<br />
product requirements.<br />
IRON ORE QUALITY<br />
In Direct Reduction processes, <strong>the</strong><br />
characteristics and cost of available <strong>iron</strong> <strong>ore</strong>s<br />
play a very important role. The selection of<br />
suitable raw materials will optimise<br />
productivity, energy consumption and <strong>the</strong><br />
overall economy of industrial plants.<br />
Since <strong>the</strong> use of economic <strong>iron</strong> <strong>ore</strong>s is key<br />
for <strong>the</strong> feasibility of direct reduction<br />
projects, it is of prime importance for <strong>the</strong><br />
DR technology to have good flexibility in<br />
processing different <strong>iron</strong> <strong>ore</strong>s with<br />
satisfactory results in productivity, product<br />
quality, operating reliability and energy<br />
consumption.<br />
The Energ<strong>iron</strong> technology has a long<br />
history of success in this regard, due to <strong>the</strong><br />
characteristics of <strong>the</strong> process itself and <strong>the</strong><br />
design of <strong>the</strong> shaft furnace reducing unit.<br />
So much so in fact that it is feasible to use<br />
very high percentages of lump <strong>ore</strong>, which is<br />
generally m<strong>ore</strong> economical than pelletized<br />
<strong>ore</strong>. Some plants such as Usiba in Brazil<br />
and Vikram Ispat in India have used up to<br />
100% lump <strong>ore</strong> successfully, although<br />
adjusting for operating economics <strong>the</strong><br />
practical level of lump use tends to fall in<br />
<strong>the</strong> range of 80 to 85% <strong>–</strong> still a very<br />
significant cost saving.<br />
*<strong>Tenova</strong> HYL Mexico Tel +52 81 88652863, thomas.scarnati@mx.tenovagroup.com<br />
30 Steel Times International January/February 2008<br />
SULPHUR NO PROBLEM<br />
Iron <strong>ore</strong>s for direct reduction are selected<br />
according to <strong>the</strong>ir chemical and physical<br />
characteristics, reduction properties and <strong>the</strong><br />
overall economics for both reduction and<br />
subsequent steelmaking. For <strong>the</strong> Energ<strong>iron</strong><br />
process, <strong>the</strong>re are no practical limitations<br />
regarding <strong>the</strong> chemical composition of <strong>the</strong><br />
<strong>iron</strong> <strong>ore</strong>. Common impurities such as<br />
sulphur and phosphorous, which can be<br />
present in some particular <strong>ore</strong>s in relatively<br />
high concentration, can be used without any<br />
technical limitation in Energ<strong>iron</strong> plants.<br />
Particularly regarding <strong>the</strong> sulphur content<br />
in <strong>iron</strong> <strong>ore</strong>s, <strong>the</strong> Energ<strong>iron</strong> process is very<br />
flexible for using high-sulphur feedstocks,<br />
since <strong>the</strong> reducing gas is not recycled<br />
through a reformer, and thus <strong>the</strong> possibility<br />
of poisoning <strong>the</strong> reformer catalyst by<br />
sulphur does not exist. M<strong>ore</strong>over, <strong>most</strong> of<br />
<strong>the</strong> sulphur <strong>from</strong> <strong>the</strong> <strong>iron</strong> <strong>ore</strong>, converted to<br />
H 2 S in <strong>the</strong> reduction reactor, is eliminated<br />
<strong>from</strong> <strong>the</strong> process in subsequent separation<br />
steps, ie <strong>the</strong> quench towers and CO 2<br />
removal unit. Theref<strong>ore</strong>, <strong>the</strong> <strong>DRI</strong> produced<br />
has typically low sulphur levels.<br />
HIGH PRESSURE<br />
As regards <strong>the</strong> physical characteristics of<br />
<strong>the</strong> <strong>ore</strong>s, <strong>the</strong> high pressure operation of <strong>the</strong><br />
Energ<strong>iron</strong> process provides additional<br />
advantages. The operation at high pressure<br />
in <strong>the</strong> reduction reactor has <strong>the</strong> main<br />
advantage of feeding larger mass flow rates<br />
for a given volume flow rate. Under <strong>the</strong>se<br />
conditions, it is possible to increase <strong>the</strong><br />
reactor productivity and to keep <strong>the</strong> gas<br />
velocity through <strong>the</strong> reactor below <strong>the</strong> point<br />
at which <strong>the</strong> burden could be fluidised. At<br />
lower gas velocities, <strong>the</strong> pressure drop<br />
through <strong>the</strong> reactor is also smaller.<br />
Theref<strong>ore</strong>, <strong>the</strong> processing of friable <strong>ore</strong>s<br />
can be carried out in better conditions. As<br />
some of <strong>the</strong>se <strong>ore</strong>s generate an important<br />
amount of fines, <strong>the</strong> operation at high<br />
pressure assures that <strong>the</strong> amount of solid<br />
material carried by <strong>the</strong> gas stream is kept to<br />
a minimum. On <strong>the</strong> o<strong>the</strong>r hand, by<br />
operating with an adequate fluidisation<br />
factor when processing <strong>the</strong>se materials, <strong>the</strong><br />
solids flow pattern and <strong>the</strong> gas distribution<br />
are properly controlled.<br />
Due to <strong>the</strong> high operating pressure, <strong>the</strong><br />
amount of metallic units lost in Energ<strong>iron</strong><br />
plants is between 5 to 10 times less than <strong>the</strong><br />
losses for DR plants operating at<br />
atmospheric pressure.
REDUCING GAS FLEXIBILITY<br />
In an Energ<strong>iron</strong> plant <strong>the</strong> reducing gas is<br />
supplied in any of several ways: using<br />
natural gas directly in <strong>the</strong> shaft reactor by<br />
means of ‘in situ reforming’ reactions (<strong>the</strong><br />
ZR process), or <strong>from</strong> an external supply<br />
such as a steam reformer, coal gasification<br />
unit or by using COG or o<strong>the</strong>r gas sources.<br />
The ratio between reforming and in situ<br />
reforming can be varied to balance<br />
production and investment costs<br />
exigencies. The Energ<strong>iron</strong> scheme can be<br />
based on 100% external reforming to<br />
100% in-situ reforming (ZR) or any<br />
combination (small reformer + oxygen<br />
injection). This is a unique characteristic<br />
of <strong>the</strong> Energ<strong>iron</strong> process flexibility. The<br />
<strong>most</strong> adequate scheme will depend on <strong>the</strong><br />
local cost structure of energy and raw<br />
materials. As an example, <strong>the</strong> scheme with<br />
external reformer consumes a bit m<strong>ore</strong><br />
gas (0.03Gcal/t), but <strong>the</strong> power demand is<br />
minimised (10-15kWh/t less), while <strong>the</strong><br />
ZR scheme minimises <strong>the</strong> natural gas<br />
consumption but requires somewhat m<strong>ore</strong><br />
power. Also, <strong>the</strong> product quality has to be<br />
considered: <strong>the</strong> scheme with 100%<br />
external reforming produces <strong>DRI</strong> with up<br />
to 2.4% <strong>carbon</strong> or up to 3.5% <strong>carbon</strong> if<br />
<strong>the</strong>re is some oxygen injection, while <strong>the</strong><br />
ZR scheme naturally produces <strong>DRI</strong> with<br />
about 4% <strong>carbon</strong>. The <strong>most</strong> adequate<br />
scheme must be selected based upon <strong>the</strong><br />
production cost analysis up to liquid steel,<br />
to consider all factors.<br />
This overall flexibility, unique to <strong>the</strong><br />
Energ<strong>iron</strong> technology, allows DR plants<br />
to be designed even for regions where<br />
natural gas is not readily available or<br />
where <strong>the</strong> cost is too high to be<br />
economical. The ZR process<br />
configuration fur<strong>the</strong>r allows <strong>the</strong><br />
production of <strong>the</strong> highest <strong>value</strong>-added<br />
product in <strong>the</strong> form of highly metalized,<br />
high <strong>carbon</strong> <strong>DRI</strong>.<br />
HIGH CARBON FOR STEELMAKING<br />
The ZR process scheme has <strong>the</strong><br />
characteristic that it can produce a wide<br />
range of <strong>DRI</strong> <strong>carbon</strong> content. This <strong>carbon</strong>,<br />
in <strong>the</strong> form of <strong>iron</strong> carbide (cementite), is<br />
combined in <strong>the</strong> reduced <strong>iron</strong> and is<br />
<strong>the</strong>ref<strong>ore</strong> equivalent to adding chemical<br />
energy to <strong>the</strong> EAF when oxygen practice is<br />
used. The typical <strong>DRI</strong> <strong>from</strong> <strong>the</strong> ZR process<br />
ranges <strong>from</strong> 2.8% to 5%, with optimum<br />
results in <strong>the</strong> range of 3.8-4% and<br />
metallization of >94%. This is significantly<br />
m<strong>ore</strong> than traditional <strong>DRI</strong> products, which<br />
have <strong>carbon</strong> levels of 1.3% or less. When<br />
using high percentages of <strong>DRI</strong> in <strong>the</strong><br />
metallic charge, <strong>DRI</strong> <strong>carbon</strong> content has to<br />
be set according to <strong>the</strong> meltshop needs to<br />
maximise meltshop productivity. This<br />
combined <strong>carbon</strong> is m<strong>ore</strong> efficiently and<br />
completely used in <strong>the</strong> EAF, thus<br />
minimising external <strong>carbon</strong> (graphite)<br />
additions. While coal and graphite<br />
additions to <strong>the</strong> EAF give yields of 40% or<br />
less, due to particle blow-off and <strong>the</strong><br />
content of ash and o<strong>the</strong>r materials in coal,<br />
<strong>the</strong> combined <strong>carbon</strong> in <strong>DRI</strong> has a yield of<br />
100%. Fur<strong>the</strong>rm<strong>ore</strong>, <strong>the</strong> conversion of<br />
Fe 3 C into <strong>iron</strong> and <strong>carbon</strong> is an exo<strong>the</strong>rmic<br />
reaction which improves <strong>the</strong> <strong>the</strong>rmal<br />
efficiency in <strong>the</strong> EAF.<br />
1 Energy performance of EAF charged with two<br />
grades of C content <strong>DRI</strong> and at different feeding<br />
temperatures<br />
(Top 2.2%C 25Nm 3 /tls O 2 , lower 4.0%C 42m 3 /tls<br />
O 2<br />
The benefits of charging hot, high <strong>carbon</strong><br />
<strong>DRI</strong> in meltshop operations have been<br />
demonstrated in TerniumHylsa’s meltshop<br />
while feeding up to 100% hot <strong>DRI</strong> with<br />
about 94% metallization and 4% <strong>carbon</strong>.<br />
In general, <strong>DRI</strong> <strong>carbon</strong> in <strong>the</strong> EAF<br />
provides:<br />
Chemical energy contribution; <strong>the</strong><br />
dissociation of cementite is an<br />
exo<strong>the</strong>rmic reaction:<br />
(Fe 3 C 3Fe + C + E -0.7 kWh/%C),<br />
which improves <strong>the</strong> <strong>the</strong>rmal efficiency in<br />
<strong>the</strong> EAF thus decreasing electric power<br />
requirements. Elemental <strong>carbon</strong> for<br />
charging to <strong>the</strong> EAF normally costs m<strong>ore</strong><br />
and provides a much lower yield than <strong>the</strong><br />
<strong>carbon</strong> obtained <strong>from</strong> <strong>the</strong> Fe 3 C derived<br />
<strong>from</strong> natural gas during <strong>DRI</strong> production.<br />
Efficient use of <strong>carbon</strong>; as compared to<br />
o<strong>the</strong>r sources of <strong>carbon</strong> injection, while<br />
minimising external <strong>carbon</strong> (graphite)<br />
additions, cementite (Fe 3 C) in <strong>DRI</strong> is<br />
characterised by a higher recovery yield<br />
in <strong>the</strong> EAF.<br />
Easy foamy slag generation; as high<br />
<strong>carbon</strong> <strong>DRI</strong> enters in contact with free or<br />
combined oxygen.<br />
The same system controls <strong>the</strong> feeding<br />
rate of metallic charge and <strong>carbon</strong><br />
additions.<br />
The impact of <strong>DRI</strong> <strong>carbon</strong> in <strong>the</strong> EAF is<br />
presented in Fig 1. Graphite injection is<br />
about 12kg/tLS when <strong>DRI</strong> with 2.2%<br />
CONTACT<br />
<strong>Tenova</strong> HYL, Av Eugenio Clariond Garza 155 Col Cuauhtémoc San Nicolás de los Garza NL 66452, Mexico<br />
Tel +52 81 8865 2801 Fax +52 81 8865 2810 e-mail hyl@mx.tenovagroup.com<br />
32 Steel Times International January/February 2008<br />
The HYTEMP transport line between <strong>the</strong> <strong>DRI</strong><br />
module and <strong>the</strong> EAF at Ternium Monterrey,<br />
Mexico<br />
<strong>carbon</strong> is charged and 0.5 kg/tLS for <strong>DRI</strong><br />
with 4.0% <strong>carbon</strong>. For <strong>the</strong>se operating<br />
conditions, <strong>the</strong> change <strong>from</strong> 2.2% to 4%<br />
<strong>carbon</strong> in cold <strong>DRI</strong> represents a decrease<br />
of 11kg graphite and 58kWh/tLS energy<br />
consumption. This power saving is a<br />
result of <strong>the</strong> replacement of graphite by<br />
cementite due to <strong>the</strong> improved yield and<br />
its exo<strong>the</strong>rmic decomposition.<br />
If <strong>the</strong> <strong>DRI</strong> is fed hot <strong>from</strong> <strong>the</strong><br />
reduction shaft furnace, additional<br />
sensible heat is supplied to <strong>the</strong> EAF,<br />
reducing power consumption and tap-totap<br />
time, which is additionally increases<br />
productivity. The overall effect of using<br />
<strong>the</strong> highly-efficiency ZR module with its<br />
minimum <strong>the</strong>rmal and electricity<br />
consumption, plus <strong>the</strong> use of hot and/or<br />
cold high <strong>carbon</strong> <strong>DRI</strong> in <strong>the</strong> EAF, has an<br />
important impact on <strong>the</strong> overall energy<br />
demand for steel production, in turn,<br />
decreasing overall plant emissions and<br />
particularly CO 2 released to <strong>the</strong><br />
atmosphere.<br />
PASSIVE SURFACE<br />
There is an additional and no less<br />
important advantage of this type of <strong>DRI</strong> <strong>–</strong><br />
<strong>the</strong> <strong>carbon</strong> which is chemically combined<br />
with <strong>iron</strong> is concentrated in <strong>the</strong> outer part<br />
of <strong>the</strong> reduced <strong>iron</strong> pellets, m<strong>ore</strong> so than<br />
with conventional <strong>DRI</strong>. This forms a<br />
‘shell’ which helps resist reoxidation,<br />
making <strong>the</strong> product much m<strong>ore</strong> stable<br />
than conventional <strong>DRI</strong> products.<br />
As such, it becomes an attractive<br />
product for merchant <strong>iron</strong> production<br />
since it can m<strong>ore</strong> safely be transported<br />
over distances by following reasonable<br />
safety practices. Such a product can<br />
eliminate <strong>the</strong> need for expensive<br />
briquetting operations, especially for<br />
products which will primarily be shipped<br />
by land or for shorter ocean voyages.<br />
ADDING VALUE<br />
The <strong>value</strong> of <strong>iron</strong> <strong>ore</strong> is increased<br />
significantly by transforming it to <strong>DRI</strong> and<br />
<strong>the</strong>n to liquid steel. It is <strong>the</strong> direct reduction<br />
processes <strong>the</strong>mselves that determine <strong>the</strong><br />
acceptable ranges of <strong>iron</strong> <strong>ore</strong> materials, with<br />
some technologies m<strong>ore</strong> limited in range<br />
than o<strong>the</strong>rs. The Energ<strong>iron</strong> technology has<br />
longstanding experience with lower grade<br />
<strong>iron</strong> <strong>ore</strong>s, including lump <strong>ore</strong>s and high<br />
sulphur content <strong>ore</strong>s, all of which can be<br />
perfectly well reduced by <strong>the</strong> process.<br />
The independence of <strong>the</strong> reducing circuit<br />
makes <strong>the</strong> Energ<strong>iron</strong> technology capable of<br />
using a variety of reducing gas sources. In<br />
areas where low-grade coal is abundant,<br />
syngas <strong>from</strong> coal gasification plants can be<br />
used as <strong>the</strong> reductant in an Energ<strong>iron</strong><br />
module. Coke oven gas <strong>from</strong> an integrated<br />
facility is also an option, providing even<br />
m<strong>ore</strong> flexibility for reducing <strong>iron</strong> <strong>ore</strong>s in<br />
regions lacking in natural gas.<br />
The quality of <strong>the</strong> <strong>DRI</strong> produced <strong>from</strong><br />
<strong>the</strong> Energ<strong>iron</strong> plants is highly <strong>value</strong>d by<br />
electric furnace operators. The combined<br />
<strong>carbon</strong> provides chemical energy to <strong>the</strong><br />
EAF, increasing <strong>the</strong> overall efficiency and<br />
reducing <strong>the</strong> need for <strong>carbon</strong> additions. It<br />
has <strong>the</strong> fur<strong>the</strong>r advantage of added stability<br />
due to its <strong>iron</strong> carbide content, making it an<br />
attractive merchant product as well. STI