Next generation polyurethane
Next generation polyurethane
Next generation polyurethane

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Additives<br />
Dr Stefan Mößmer, BYK Additives & Instruments discusses the development of<br />
DISPERBYK ® -2155, which provides a high molecular weight for stabilisation and solids content<br />
<strong>Next</strong> <strong>generation</strong> <strong>polyurethane</strong><br />
Growing environmental awareness is leading to<br />
changes in coating formulations and one way to fulfil<br />
stricter requirements, eg, in terms of VOC regulations,<br />
is to change to higher solids or solvent-free systems.<br />
Polyurethane-based dispersants have historically<br />
been used in many coating systems to deflocculate pigments;<br />
resulting in lower mill base viscosities and improved<br />
colouristic properties such as gloss, colour strength or<br />
transparency. Especially in high quality applications such as<br />
automotive coatings, <strong>polyurethane</strong>-based high molecular<br />
weight wetting and dispersing additives have set the<br />
industry standards for pigment stabilisation since the late<br />
‘80s; especially for organic pigments and fine particle size<br />
carbon blacks.<br />
Since high solid systems were not common and the dispersants<br />
were not designed for that purpose, these high<br />
molecular weight <strong>polyurethane</strong> additives often suffer, due<br />
to their chemical nature, from poor flowability; requiring<br />
dilution with solvents to below 50% solids for handling.<br />
On the other hand, this low solids content limits their use<br />
in modern high solid or solvent-free systems.<br />
High solids and solvent free systems generated the<br />
demand for new wetting and dispersing additives combining<br />
both high molecular weight to give outstanding stabilisation<br />
and high solids content. These apparently contradictory<br />
requirements were combined in the development<br />
of DISPERBYK ® -2155, a 100%, high molecular weight<br />
<strong>polyurethane</strong> of the next <strong>generation</strong> that exhibits exceptional<br />
flow due to its innovative spherical structure.<br />
Wetting and dispersing additives are structured in such<br />
a way that, on one side, they contain compatibility-promoting<br />
groups (represented by the blue lines in figure 1), ie<br />
groups that make for optimum compatibility with the binding<br />
agent or the solvent of the paint/coating, while on the<br />
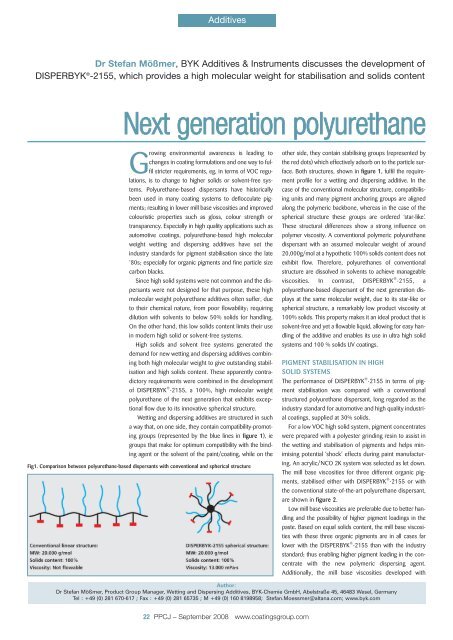
Fig1. Comparison between <strong>polyurethane</strong>-based dispersants with conventional and spherical structure<br />
22 PPCJ – September 2008 www.coatingsgroup.com<br />
other side, they contain stabilising groups (represented by<br />
the red dots) which effectively adsorb on to the particle surface.<br />
Both structures, shown in figure 1, fulfil the requirement<br />
profile for a wetting and dispersing additive. In the<br />
case of the conventional molecular structure, compatibilising<br />
units and many pigment anchoring groups are aligned<br />
along the polymeric backbone, whereas in the case of the<br />
spherical structure these groups are ordered ‘star-like’.<br />
These structural differences show a strong influence on<br />
polymer viscosity. A conventional polymeric <strong>polyurethane</strong><br />
dispersant with an assumed molecular weight of around<br />
20,000g/mol at a hypothetic 100% solids content does not<br />
exhibit flow. Therefore, <strong>polyurethane</strong>s of conventional<br />
structure are dissolved in solvents to achieve manageable<br />
viscosities. In contrast, DISPERBYK ® -2155, a<br />
<strong>polyurethane</strong>-based dispersant of the next <strong>generation</strong> displays<br />
at the same molecular weight, due to its star-like or<br />
spherical structure, a remarkably low product viscosity at<br />
100% solids. This property makes it an ideal product that is<br />
solvent-free and yet a flowable liquid, allowing for easy handling<br />
of the additive and enables its use in ultra high solid<br />
systems and 100 % solids UV coatings.<br />
PIGMENT STABILISATION IN HIGH<br />
SOLID SYSTEMS<br />
The performance of DISPERBYK ® -2155 in terms of pigment<br />
stabilisation was compared with a conventional<br />
structured <strong>polyurethane</strong> dispersant, long regarded as the<br />
industry standard for automotive and high quality industrial<br />
coatings, supplied at 30% solids.<br />
For a low VOC high solid system, pigment concentrates<br />
were prepared with a polyester grinding resin to assist in<br />
the wetting and stabilisation of pigments and helps minimising<br />
potential ‘shock’ effects during paint manufacturing.<br />
An acrylic/NCO 2K system was selected as let down.<br />
The mill base viscosities for three different organic pigments,<br />
stabilised either with DISPERBYK ® -2155 or with<br />
the conventional state-of-the-art <strong>polyurethane</strong> dispersant,<br />
are shown in figure 2.<br />
Low mill base viscosities are preferable due to better handling<br />
and the possibility of higher pigment loadings in the<br />
paste. Based on equal solids content, the mill base viscosities<br />
with these three organic pigments are in all cases far<br />
lower with the DISPERBYK ® -2155 than with the industry<br />
standard; thus enabling higher pigment loading in the concentrate<br />
with the new polymeric dispersing agent.<br />
Additionally, the mill base viscosities developed with<br />
Author:<br />
Dr Stefan Mößmer, Product Group Manager, Wetting and Dispersing Additives, BYK-Chemie GmbH, Abelstraße 45, 46483 Wesel, Germany<br />
Tel : +49 (0) 281 670-617 ; Fax : +49 (0) 281 65735 ; M +49 (0) 160 8198958; Stefan.Moessmer@altana.com; www.byk.com
Additives<br />
Fig 2. Mill base viscosities for PY 151 (25% dispersant s.o.p.), PR 254 (30% dispersant s.o.p.) and PG 36 (25%<br />
dispersant s.o.p.) (s.o.p. = solid on pigment)<br />
Fig 3. Transparencies of drawdowns for<br />
different pigments<br />
DISPERBYK ® -2155 show Newtonian flow behaviour,<br />
whereas the mill base viscosities obtained with the state-ofthe-art<br />
<strong>polyurethane</strong> dispersant exhibit strong thixotropic<br />
flow behaviour.<br />
After tinting the let down system with the pigment concentrates,<br />
the transparency of the draw downs after cure<br />
was judged visually, ranging from ‘1’, excellent transparency<br />
to ‘5’, very poor transparency. This is summarised<br />
in figure 3 for six different pigments; an organic<br />
yellow pigment (PY 151), two organic red pigments (PR<br />
178 and PR 254), a blue and a green phthalocyanine pigment<br />
(PB 15:2 and PG 36) and a High Colour Channel<br />
Carbon Black.<br />
‘Control’ means that the pigments were ground only with<br />
grinding resin without any dispersant. In this case, these<br />
organic pigments and carbon black were only marginally dispersed;<br />
therefore the transparency of the final paint after<br />
cure was very poor. Aside, these cured films show pigment<br />
flocculates on the paint surface. Where a dispersant was<br />
used with the polyester grinding resin, the pigments were<br />
effectively ground, resulting in highly transparent films after<br />
cure with no visible flocculates on the surface. The next <strong>generation</strong><br />
<strong>polyurethane</strong>-based dispersant, DISPERBYK ® -2155,<br />
matches in terms of transparency, the excellent perform-<br />
Fig 4. Transparency in a 2-pack Acrylic let down system, left: 25% s.o.p. industry standard additive; right: 25%<br />
s.o.p. DISPERBYK ® -2155<br />
24 PPCJ – September 2008 www.coatingsgroup.com<br />
ance of the industry standard for all pigments tested. High<br />
transparency means effective deflocculation and stabilisation<br />
of the pigments. Due to the greater amount of pigment<br />
anchoring groups, DISPERBYK ® -2155 forms a more<br />
durable adsorption layer on the surface of the organic pigments<br />
and the carbon black and is able to optimise the<br />
desired colouristic properties. For the phthalocyanine<br />
green pigment, the performance with the DISPERBYK ® -<br />
2155 is superior to the state-of-the-art dispersant. This can<br />
be seen on figure 4, where photographs were taken<br />
through the transparent drawdowns.<br />
The stabilisation properties of DISPERBYK ® -2155 for<br />
inorganic pigments were evaluated by making pigment<br />
concentrates with titanium dioxide (PW 6), bismuth vanadate<br />
(PY 184) and an iron oxide red pigment (PR 101) in<br />
a polyester grinding resin. The dosage was 2% solid on<br />
TiO2, 10% s.o.p. (solid on pigment) for both the inorganic<br />
yellow and inorganic red pigments. These pigment<br />
pastes were mixed with a high solids 2K acrylic/NCO let<br />
down system. Stabilised and deflocculated pigments<br />
always give low haze and high gloss values. After making<br />
draw downs on polyester foil, gloss values at 20° geometry<br />
were measured, again in comparison to the industry<br />
standard. For all inorganic pigments tested, the same high<br />
gloss values as for the state-of-the-art additive were<br />
achieved, proving the ability of this novel dispersant to<br />
also stabilise inorganic pigments very effectively. This is<br />
shown in Table 1.<br />
Table 1. Gloss values in a 2 pack Acrylic/NCO let down system<br />
Pigment Industry standard DISPERBYK ® -2155<br />
Gloss [20°]<br />
PW 6 84 86<br />
PY 184 92 91<br />
PR 101 88 88<br />
RESULTS IN WHITE REDUCTIONS<br />
Of great importance for a dispersant is its performance in<br />
terms of rub out stability. Sometimes, if stable coloured<br />
pigment concentrates are mixed with white paints, where<br />
none or the inappropriate wetting and dispersing additive<br />
is used to stabilise the TiO2, the system will flocculate.<br />
Additionally, if different wetting and dispersing additives<br />
are used to stabilise the titanium dioxide and the organic<br />
pigments in the pigment pastes, compatibility issues may<br />
occur when mixing the coloured pastes with the titanium<br />
dioxide paste in the base paint. To minimise possible compatibility<br />
problems, ideally the same dispersant should be<br />
used to deflocculate both the white pigment as well as the<br />
coloured pigments. For this study, another high solid system<br />
based on a 2K <strong>polyurethane</strong> was chosen as the let<br />
down. Three different white pigment pastes were prepared;<br />
in the first, no wetting and dispersing additive was<br />
used, in the second, the titanium dioxide was stabilised<br />
with the industry standard additive and in the third,<br />
DISPERBYK ® -2155 was used. The amount of dispersants<br />
on the TiO2 was in all cases 2% s.o.p. Then, the different<br />
coloured pigment concentrates, produced with<br />
DISPERBYK ® -2155, were mixed into the clear paint<br />
together with the white paste stabilised with DISPERBYK ® -<br />
2155. The same procedure was performed with the con-
Additives<br />
trol (no additive) and with the industry standard. The wellknown<br />
rub out test gives valuable information on how well<br />
the pigment dispersions are stabilised in the final paint.<br />
The colour differences (∆E) of the rub-outs performed<br />
with the different white-reductions were determined; the<br />
colour differences between the rubbed area and the nonrubbed<br />
area of the paint are shown in figure 5.<br />
In high quality applications, ∆E values below 0.5 are<br />
acceptable. In the case of the control, it is not surprising<br />
that the non-stabilised pigments result in dramatically high<br />
∆E values, indicating total flocculation of the system. The<br />
agglomerated pigment particles can actually be seen on<br />
the surface of the polyester foil. In the case of the stabilised<br />
pigments, here again the excellent performance of<br />
the low solids <strong>polyurethane</strong> dispersant is matched by the<br />
new 100% solids <strong>polyurethane</strong> dispersant DISPERBYK ® -<br />
2155 with its novel spherical structure. The coloured pigment<br />
concentrates and the white pigment concentrate are<br />
stabilised in such a way, that after mixing them together in<br />
the clear paint, excellent rub-out values are obtained; ∆E<br />
values below 0,5 for all pigments used, indicating no<br />
flooding or floating.<br />
Besides providing excellent stabilisation properties, a<br />
high performance dispersant is asked not to degrade the<br />
physical properties, such as hardness or adhesion of the<br />
final coatings, nor to negatively affect the curing of the<br />
coating in any way. Especially in 2K systems, some dispersants<br />
can reduce the pot-life in a very significant manner.<br />
With the next <strong>generation</strong> <strong>polyurethane</strong> dispersant<br />
DISPERBYK ® Fig. 5: ∆E values in white reductions<br />
-2155, no acceleration of curing was<br />
observed in 2K systems. Similarly, there is no yellowing<br />
with this new wetting and dispersing additive in baking<br />
enamels. To evaluate resistance to overbake yellowing, a<br />
white pigmented alkyd/melamine paint was prepared and<br />
applied on to a metal panel. This panel was then put into<br />
an oven with different temperature zones (120°C, 140°C,<br />
160°C and 180°C) and baked for 30min. As controls, the<br />
industry standard dispersant was used, as well as another<br />
dispersant (dispersant 2), that is not designed for TiO2 Fig 6. Yellow index Y in an alkyd/melamine baking system<br />
26 PPCJ – September 2008 www.coatingsgroup.com<br />
stabilisation in baking enamels. The influence of the dispersant<br />
on the yellowing is evidenced by measuring the<br />
yellow index Y; shown in figure 6.<br />
The higher the Y value, the better the stability against yellowing.<br />
Independent of the baking temperature,<br />
DISPERBYK ® -2155 shows no yellowing tendency, whereas<br />
the dispersant 2 is highly sensitive to yellowing at increasing<br />
bake temperatures. The same behaviour holds true for<br />
a white pigmented acrylic/melamine baking enamel.<br />
In terms of stabilisation properties and influence on<br />
the final paint characteristics, the new DISPERBYK ® -2155<br />
shows the same excellent results as the industry standard<br />
but has the outstanding advantage, thanks to its 100%<br />
solids content, to be used in modern high solid systems,<br />
like 2K or high solid alkyd systems, as well as 100%<br />
solids UV coatings.<br />
DISPERBYK ® -2155 is not only an excellent additive for<br />
high solid systems but also due to its wide compatibility,<br />
is perfectly suitable for many other types of let-down systems,<br />
covering the whole polarity range from lower polarity<br />
long oil alkyd systems to highly polar 2K <strong>polyurethane</strong><br />
systems. Stable and highly filled pigment concentrates<br />
can be prepared with aldehyde, acrylic or short oil alkyd<br />
grinding resins, leading to excellent results in terms of<br />
high gloss, low haze, high transparency and excellent rub<br />
out stability, in tinting many common let-down systems<br />
used in general industrial or wood and furniture coatings,<br />
such as alkyds, baking enamels (acrylic/melamine,<br />
alkyd/melamine, polyester/melamine), 2K<br />
<strong>polyurethane</strong>s, thermoplastic acrylics, Nitrocellulose lacquers<br />
or acid curing systems.<br />
SUMMARY<br />
Due to its innovative sphere-like structure, DISPERBYK ® -<br />
2155 combines high molecular weight with high solids<br />
content, therefore opening up new horizons in the wetting<br />
and dispersing of pigments in high solid as well as in conventional<br />
coating systems. It displays outstanding deflocculation<br />
and stabilisation properties, effectively reducing<br />
mill base viscosity, is storage-stable and shows wide compatibility<br />
with many different types of resin systems.<br />
The next <strong>generation</strong> <strong>polyurethane</strong> wetting and dispersing<br />
additive DISPERBYK ® -2155 is designed to be used in<br />
pigment concentrates for automotive coatings, general<br />
industrial coatings, wood and furniture coatings, floor<br />
coatings (based on <strong>polyurethane</strong> and epoxy),<br />
<strong>polyurethane</strong> foams and thanks to its 100% solids content<br />
also for solvent-free UV systems. In addition, the additive<br />
has been successfully used in co-grinding systems.<br />
Acknowledgements:<br />
The author would like to thank Andrea Eßer and Dr Wolfgang<br />
Pritschins for the synthetic design of this innovative dispersant, Ralf<br />
Koch for performing the application tests as well as Frank Kother<br />
and Manfred Knospe for valuable discussions.<br />
The author:<br />
Dr Stefan Mößmer studied chemistry at the University of Ulm,<br />
Germany, where he completed his Ph.D thesis in 1999 in the field of<br />
macromolecular chemistry (Title of the thesis: Size Control of<br />
Metallic Nanoparticles and Surface Patterning by Self-Assembly of<br />
Diblock Copolymers). Since 2000 he has been working at BYK, initially<br />
in the R&D Department and, since 2006, as the person overseeing<br />
the product group of wetting and dispersing additives.