Advanced Centrifugal Castings - Schmidt+Clemens
Advanced Centrifugal Castings - Schmidt+Clemens
Advanced Centrifugal Castings - Schmidt+Clemens

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Schmidt + Clemens<br />
HIGH PERFORMANCE ALLOYS<br />
<strong>Advanced</strong><br />
<strong>Centrifugal</strong> <strong>Castings</strong><br />
FOR DIRECT REDUCTION INDUSTRY
Schmidt + Clemens<br />
2<br />
1879<br />
foundation of a steel<br />
trading business in Frankfurt<br />
am Main on 1 st<br />
of May,<br />
1879 by Ludwig Schmidt and<br />
Wilhelm Clemens<br />
foundation of the<br />
Lindlar-Kaiserau location<br />
procurement of the<br />
first hydraulic<br />
hammers<br />
further development of<br />
the forging technology<br />
1900<br />
1950<br />
beginning of<br />
horizontal centrifugal<br />
casting<br />
beginning of<br />
vertical<br />
centrifugal casting<br />
1963<br />
1974<br />
foundation of<br />
CENTRACERO S.A.,<br />
Murieta/Navarra, Spain,<br />
centrifugal casting<br />
foundation of<br />
Schmidt & Clemens Inc.,<br />
Houston /<br />
Texas, USA<br />
1982<br />
1996<br />
semi-automatic<br />
horizontal<br />
centrifugal casting<br />
equipment<br />
in Lindlar-Kaiserau,<br />
Germany<br />
1997<br />
foundation of<br />
Schmidt + Clemens GmbH + Co<br />
India,<br />
Liaison Office,<br />
Mumbai (Bombay), India<br />
2000<br />
foundation of<br />
Schmidt + Clemens<br />
Brasil Ltda.,<br />
Jundiai/Sao Paulo,<br />
Brazil<br />
foundation of<br />
Schmidt + Clemens<br />
(Asia) Sdn. Bhd.<br />
Shah Alam / Selangor,<br />
Malaysia<br />
2001<br />
2004<br />
new layout at Lindlar-Kaiserau,<br />
Germany<br />
•<br />
extensive investment<br />
program for centrifugal<br />
casting in Germany and Spain<br />
•<br />
expansion of<br />
Schmidt + Clemens<br />
(Asia), Sdn. Bhd.,<br />
Malaysia<br />
•<br />
expansion of<br />
Schmidt + Clemens Brasil<br />
Ltda. at a new location in<br />
Jundiai,<br />
Sao Paulo
<strong>Advanced</strong> <strong>Centrifugal</strong><br />
Casting Alloys for DRI<br />
<strong>Schmidt+Clemens</strong> are the Market<br />
leaders for centrifugally cast tubes<br />
for DRI thanks to the trust of many<br />
customers around the world, which<br />
has allowed us to provide more than<br />
18,000 assemblies since 1986. Our<br />
leading position is the result of:<br />
High metallurgical product quality,<br />
ensured by our stringent quality<br />
systems, which constitutes the<br />
basis for achieving the required<br />
product performance and lifetime.<br />
S+C Bowers & Jones Ltd.<br />
Patrick Gregory Road<br />
Wednesfield<br />
Wolverhampton, WV11 3DU Great Britain<br />
Rolls<br />
Schmidt - Clemens Spain, S.A.U.<br />
Ctra. Estella-Vitoria, Km. 12<br />
31280 Murieta, Navarra, Spain<br />
Spuncasting<br />
Highly efficient manufacturing<br />
methods including unique melting,<br />
machining and welding techniques,<br />
as the result of a major ongoing<br />
investment programme in manufacturing<br />
development.<br />
Product improvement boosted by<br />
specialists in our R&D departments,<br />
who are responsible for developing<br />
new materials with the specific<br />
objective of meeting the most demanding<br />
operational requirements.<br />
• A new generation of Microalloys<br />
was introduced in the year 2001<br />
for Direct Reduction Reformer<br />
tubes with excellent performance<br />
regarding creep properties.<br />
Schmidt + Clemens GmbH + Co. KG<br />
Edelstahlwerk<br />
S+C MÄRKER GmbH<br />
51789 Lindlar-Kaiserau, Germany<br />
Casting, Spuncasting, Machining, Research and<br />
Engineering, Management<br />
Schmidt + Clemens Brasil Ltda.<br />
Av. Beta, 351 - Jundiai - SP<br />
CEP 13213-070<br />
Brazil<br />
Spuncasting<br />
Tube elongation is drastically<br />
reduced while tube life will be<br />
extended because of increased<br />
creep rupture strength.<br />
• The new Centralloy® 60HTD<br />
was also developed in order to<br />
increase maximum operating<br />
temperatures to 1200° C and is<br />
proving very successful.<br />
Customer Service offered through<br />
our worldwide network of facilities.<br />
Our high quality products, innovative<br />
developements and our complete<br />
range of services are the basis for<br />
our company objectives: complete<br />
Customer satisfaction and confidence.<br />
S+C ALFANAMETAL k. s<br />
CZ-78357 Trisce ˘ c 126, Czech Republic<br />
Casting<br />
Schmidt + Clemens (Asia) Sdn. Bhd.<br />
No. 15 Jalan Pemaju U1/15, Section U1<br />
Hicom Glenmarie Industrial Park<br />
40000 Shah Alam, Malaysia<br />
Spuncasting<br />
3
Schmidt + Clemens<br />
Alloy Selection<br />
Features<br />
Chemical composition of alloys designed<br />
for DRI include<br />
0.40-0.50% carbon and nickel<br />
higher than 35 % for mechanical<br />
resistance and structural stability<br />
at high temperatures.<br />
Chromium contents higher than<br />
25% for necessary oxidation<br />
resistance.<br />
Aluminium, included in Centralloy ®<br />
60 HTD as a source for oxide layers<br />
build-up against carburization and<br />
metal dusting. Unique in the world of<br />
centricast products, our Centralloy ®<br />
4<br />
Description Chemical Composition<br />
No Trade Mark Designation according to Approximate values in % Mass<br />
Centralloy® ASTM Type DIN EN 10027 Part 1 C Si Mn Cr Ni Nb W Others<br />
1 4852 HP-Nb GX40NiCrSiNb35-25 0,40 1,50 1,50 25,00 35,00 1,50 - -<br />
2 4852Micro HP-Nb Ti GX45NiCrSiNbTi35-25 0,45 1,50 1,00 25,00 35,00 1,50 - +Add<br />
3 4879 NA 22H/HV G-NiCr28W 0,45 1,50 1,50 28,00 48,00 - 5,00 -<br />
4 4879Micro NA 22H/HV (MA) G-NiCrTi28W 0,50 1,00 0,75 28,00 48,00 - 5,00 +Add<br />
5 ET45Micro - GX45NiCrSiNb45-35 0,45 1,60 1,00 35,00 45,00 1,00 - +Add<br />
6 ET45LC - GX13NiCrNb45-35 0,13 0,80 1,50 35,00 45,00 0,80 - +Add<br />
7 60HTD - - 0,45 - - 27,00 Bal 0,70 - Fe, Al, +Add<br />
60 HTD constitutes the latest alloy<br />
development in our group of companies.<br />
Balanced compositions lead to material<br />
structures with optimised physical<br />
and mechanical properties.<br />
Carbon content leads to the formation<br />
of<br />
Primary M 7 C 3 -type carbides during<br />
casting, which are transformed into<br />
M 23 C 6 upon ageing,<br />
Secondary carbides of the M 23 C 6 -<br />
and M 6 C-type during ageing.<br />
High Temperature Mechanical Properties<br />
Primary and secondary niobium<br />
carbides.<br />
Fine carbides precipitation results in<br />
improved high temperature mechanical<br />
properties including creep strength.<br />
Further improvement is possible by<br />
the addition of strong carbide forming<br />
elements like titanium. Creep strength<br />
is increased by 15-20%. Because of<br />
the small amounts of carbide-forming<br />
elements used, such alloys are called<br />
micro-alloys.<br />
200°C 400°C 600°C 800°C 900°C 1000°C 1100°C<br />
No Trade Mark YS UTS e YS UTS e YS UTS e YS UTS e YS UTS e YS UTS e YS UTS e<br />
Centralloy ® MPa MPa % MPa MPa % MPa MPa % MPa MPa % MPa MPa % MPa MPa % MPa MPa %<br />
1 4852 290 475 11 280 470 12,5 230 400 17 150 240 26 100 150 33 70 80 41 56 58 52<br />
2 4852Micro 270 475 12 265 460 13 230 385 17 155 230 24 115 145 30 75 80 39 59 67 46<br />
3 4879 320 480 8 300 480 11,5 280 420 14,5 200 250 23 130 150 32 75 80 37 53 63 40<br />
4 4879Micro 335 520 7 310 510 8,5 285 445 11 210 290 15 140 210 21 85 120 29 63 85 43<br />
5 ET45Micro 250 450 7 196 401 9 179 391 10 140 260 26 105 155 39 70 85 45 63 78 52<br />
6 ET45LC 245 500 26,5 210 485 34 195 435 31 175 280 24 105 140 37 60 85 39 49 72 42<br />
7 60HTD 580 700 4 570 680 4 560 660 4 510 620 5 220 300 20 100 150 37 50 80 50<br />
YS = Yield Strength<br />
UTS = Ultimate Tensile Strength<br />
RT: Room Temperature
Minimum Mechanical<br />
Properties at RT<br />
Physical Properties<br />
YS UTS Elongation Density Thermal Conductivity Mean Coefficient of Thermal Expansion in 10 -6 /ºC Max Recommended<br />
MPa MPa % g/cm 3 W/(m K) 20-400ºC 20-800ºC 20-1000ºC Temperature ºC<br />
230 450 8 8,0 14,6 16,0 17,0 18,5 1100<br />
230 470 8 8,0 14,6 16,0 17,0 18,5 1130<br />
270 480 4 8,2 14,6 14,5 16,0 17,0 1150<br />
290 490 4 8,2 14,6 15,5 17,0 17,5 1175<br />
245 450 6 8,1 14,0 16,0 17,0 18,0 1150<br />
250 440 16 8,1 14,0 16,6 18,1 18,4 1100<br />
330 520 4 8,1 11,3 14,5 16,6 17,5 1200<br />
5
Schmidt + Clemens<br />
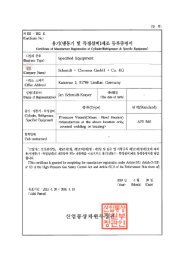
Creep Properties<br />
Decrease (%)<br />
6<br />
Stress (MPa)<br />
100<br />
10<br />
1<br />
Decrease in Minimum<br />
Creep Rate of<br />
Centralloy ® 4852Micro<br />
vs. Centralloy ® 4852<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
Average Stress to Rupture vs. Temperature<br />
800 850 900 950 1000 1050 1100<br />
Temperature (°C) Time to Rupture = 100.000 hours<br />
Decrease at 1000°C<br />
Decrease at 1050°C<br />
Decrease at 1100°C<br />
10 13<br />
Initial Stress (MPa)<br />
Creep Resistance<br />
Considerable efforts have been<br />
made in order to combat a major<br />
cause for life exhaustion, namely<br />
creep damage.<br />
Schmidt + Clemens supplies tailormade<br />
Micro Alloys for DRI, which<br />
have considerably improved material<br />
resistance against creep elongation<br />
and rupture.<br />
The increase in Creep strength<br />
allows higher operating temperatures<br />
or thinner tube walls, providing<br />
various advantages:<br />
Lower thermal gradients across<br />
tube walls resulting in:<br />
• Increased tube life due to lower<br />
stress concentration<br />
• Higher gas heating efficiency<br />
and therefore fuel cost savings<br />
• Increased resistance to thermal<br />
shock<br />
®<br />
®<br />
Centralloy 4852 Micro<br />
Centralloy 4852<br />
Increased catalyst volume resulting<br />
in higher output and/or efficiency<br />
LMP graphs indicate that the creep<br />
rupture strength of micro-alloys is<br />
increased up to 20% over standard<br />
HP-Nb and HV alloys.<br />
Creep elongation also decreases when<br />
micro-alloys are compared to nonmicro<br />
alloys.<br />
Graphs showing results from laboratory<br />
tests indicate that Centralloy ®<br />
4879 Micro -alloy designed for use<br />
as top section- elongates up to<br />
almost 67% less than the standard<br />
metallurgy Centralloy ® 4879, depending<br />
on temperature and stress conditions.<br />
A similar comparison for<br />
alloys designed for bottom sections<br />
indicates that Centralloy ® 4852 Micro
Stress (MPa)<br />
100<br />
10<br />
1<br />
900 950 1000 1050 1100 1150 1200<br />
elongates up to 70% less than the<br />
corresponding non-micro version.<br />
Higher resistance to creep elongation<br />
results in the following major<br />
advantages:<br />
Less tube elongation, therefore<br />
less empty space at the top of the<br />
reformer tube after the settle down<br />
of the catalyst - avoiding overheating<br />
of the catalyst-free tube section<br />
and frequent toppings.<br />
Less reduction of the tube wall thickness<br />
resulting in longer tube life<br />
Reduced detrimental effects on<br />
adjacent components like feed<br />
hoses and compensators<br />
All the above contribute towards<br />
extending the service life of reformer<br />
tubes made with S+C new<br />
generation of micro-alloys.<br />
Average Stress to Rupture vs. Temperature<br />
Time to Rupture (h)<br />
4000<br />
3500<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0<br />
Temperature (°C) Time to Rupture = 10.000 hours<br />
Time to<br />
Rupture Comparison<br />
at 1100°C<br />
Centralloy 4879<br />
Centralloy 4852 Micro<br />
Centralloy 60 HTD<br />
15,9 13,5<br />
Stress (MPa)<br />
Centralloy 60 HTD<br />
Centralloy 4879 Micro<br />
Centralloy 4879<br />
Decrease (%)<br />
Decrease in<br />
Minimum Creep Rate<br />
of Centralloy ® 4879Micro<br />
vs. Centralloy ® 4879<br />
68<br />
67<br />
66<br />
65<br />
64<br />
63<br />
62<br />
61<br />
Decrease at 1050°C<br />
Decrease at 1100°C<br />
Decrease at 1150°C<br />
10 15<br />
Initial Stress (MPa)<br />
7
Schmidt + Clemens<br />
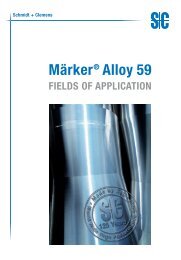
High Temperature Corrosion Properties<br />
Carburization Resistance<br />
Oxidation Resistance<br />
8<br />
Weight Change, mg/cm 2<br />
Weight Change, mg/cm 2<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
10<br />
5<br />
0<br />
-5<br />
-10<br />
ISOTHERMAL CARBURIZATION in CH / H Atmosphere<br />
4 2<br />
Centralloy ® 60 HTD<br />
Centralloy ® ET 45 Micro<br />
Centralloy ® 4852 Micro<br />
16 h, 1000°C 48 h, 1000°C 48 h, 1045°C<br />
CYCLIC OXIDATION<br />
at 1150°C in Air<br />
Cycle: 45 min at 1150°C/ 15 min at RT<br />
Centralloy ®<br />
60 HTD<br />
Centralloy ® ET 45 Micro<br />
Centralloy ® 4852 Micro<br />
0 50 100 150 200<br />
Number of Cycles
Metal Dusting Resistance<br />
Alloy Designation Incubation Time, hours<br />
800H 400<br />
25/35 Nb LC 1500<br />
Centralloy ® ET 45 Micro 6200 (*)<br />
Centralloy ® 60 HTD 2300 (*)<br />
Centralloy ® ET 45 Micro 300<br />
Centralloy ® 60 HTD 1200<br />
Resistance to High<br />
Temperature Corrosion<br />
S+C alloys rely on the formation of<br />
protective oxide layers as barriers<br />
against high temperature corrosion.<br />
While alloys with 25%Cr and silicon<br />
provide reasonably good protection<br />
in mild atmospheres, Centralloy ® ET<br />
45 Micro forms continuous Cr-Si,<br />
which is stable at higher temperatures<br />
and more aggressive environments.<br />
Furthermore, the combined effect of<br />
chromium and aluminium given by<br />
Centralloy ® 60 HTD outperforms the<br />
aforementioned oxide barriers with<br />
respect to stability against thermal<br />
cycling and also offers excellent protection<br />
against coking, carburization<br />
and metal dusting.<br />
Exposure to Gas Mixture 1<br />
Exposure to Gas Mixture 2<br />
(*) Samples were not attacked after indicated exposure<br />
Gas 1 Gas 2<br />
H 2 (%) 74 60<br />
CO (%) 24 31<br />
CO 2 (%) 3,5<br />
H 2O (%) 2 5,5<br />
P (bar) 1,5 20<br />
T (°C) 600 600<br />
Carbon activity 76 290<br />
Metal Dusting Attack in High Ni/Cr Alloy<br />
9
Schmidt + Clemens<br />
Customer Service<br />
Many years of experience in centrifugal casting led<br />
S+C to develop a specific Customer Service Policy,<br />
which is continuously evolving to better meet our<br />
customers latest expectations and needs.<br />
Schmidt-Clemens is keen to offer technical assistance,<br />
and the resulting knowledge of our Customers<br />
needs, determines the direction for the development<br />
and improvement of our materials performance.<br />
In such respect, Schmidt + Clemens provides:<br />
Reformer Tube Inspections.<br />
Plant Data Collection and Evaluation.<br />
Reformer tubes performance evaluation, as<br />
described in our specification for reformer tube<br />
assemblies monitoring SCS-MON-001.<br />
Technical assistance during major shutdowns.<br />
Material selection consultancy.<br />
All of the above follows the purpose of acting as your<br />
Problem-Solving Partner.<br />
10
Complete package supplier<br />
S+C supplies complete reformer tube<br />
assemblies. Accessories provided as part<br />
of tube assemblies may include:<br />
Tee pieces<br />
Ceramic fibres<br />
Refractory castable concrete<br />
Flanges and cones<br />
Top and bottom canister assemblies<br />
Compensators<br />
Backing rings<br />
Static casting fittings<br />
11
Schmidt + Clemens<br />
<strong>Centrifugal</strong> Casting Division<br />
Production Plants and Sales Companies<br />
Schmidt + Clemens GmbH + Co. KG<br />
Edelstahlwerk Kaiserau<br />
51789 Lindlar, Germany<br />
Phone: +49 22 66 92 258<br />
Fax: +49 22 66 92 369<br />
E-Mail: spuncasting@schmidt-clemens.de<br />
P.O. Box 1140, 51779 Lindlar, Germany<br />
Schmidt - Clemens Spain, S.A.U.<br />
Ctra. Estella-Vitoria, Km. 12<br />
31280 Murieta, Navarra, Spain<br />
Phone: +34 948 53 4646<br />
Fax: +34 948 53 4684<br />
E-Mail: sales-es@schmidt-clemens.com<br />
P.O. Box 67, 31200 Estella, Spain<br />
Schmidt + Clemens Brasil Ltda.<br />
Av. Beta, 351 - Jundiai - SP,<br />
CEP 13213-070, Brazil<br />
Phone: +55 11 4815 3900 200<br />
Fax: +55 11 4582 9888<br />
E-Mail: a.cortines@schmidt-clemens.com.br<br />
P.O. Box 20, 13201-973<br />
Schmidt + Clemens (Asia) Sdn. Bhd.<br />
No. 15, Jalan Pemaju U1/15, Seksyen U1<br />
Hicom-Glenmarie Industrial Park<br />
40150 Shah Alam, Selangor Darul Ehsan, Malaysia<br />
Phone: +603 55691945 / +603 55692241<br />
Fax: +603 55691425<br />
E-Mail: scasia@schmidt-clemens.com<br />
Schmidt & Clemens, Inc.<br />
9618 Green Valley Lane<br />
USA-Houston, Texas 77064<br />
Phone: +1 281 807 5880<br />
Fax: +1 281 807 5889<br />
E-Mail: sales-us@schmidt-clemens.com<br />
Schmidt + Clemens GmbH + Co. KG<br />
India Liaison Office<br />
A 214 Mahindra Gardens, S.V. Road<br />
Goregaon (W)<br />
Mumbai 400 062, India<br />
Phone: +91 22 28 74 84 45<br />
Fax: +91 22 28 79 13 36<br />
E-Mail: scindia@vsnl.net<br />
Contact us:<br />
Schmidt - Clemens Spain, S.A.U. • Phone: +34 948 53 4646 • Fax: +34 948 53 4684<br />
E-Mail: sales-es@schmidt-clemens.com • www.schmidt-clemens.com