Hard Anodic Coatings on Aluminum Alloys: Evaluation ... - infoHouse
Hard Anodic Coatings on Aluminum Alloys: Evaluation ... - infoHouse
Hard Anodic Coatings on Aluminum Alloys: Evaluation ... - infoHouse

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<str<strong>on</strong>g>Hard</str<strong>on</strong>g> <str<strong>on</strong>g>Anodic</str<strong>on</strong>g> <str<strong>on</strong>g>Coatings</str<strong>on</strong>g> <strong>on</strong> <strong>Aluminum</strong> <strong>Alloys</strong><br />
Evaluati<strong>on</strong> and C<strong>on</strong>trol of Porosity t.Df<br />
by Leah Markowitz<br />
HR Textr<strong>on</strong>, Los Angeles<br />
listered hard anodic coating has<br />
B been a recurring processing problem<br />
with aluminum hydraulic cylinders<br />
and pist<strong>on</strong>s. The blister's sharp<br />
edges result in excessive seal wear<br />
causing leakage and degrading the<br />
hydraulic actuator's performance. The<br />
pitlike blisters can always be traced to<br />
either the preanodizing surface preparati<strong>on</strong><br />
or the anodizing process itself.<br />
This study determined the effect of<br />
the following variables <strong>on</strong> the resultant<br />
hard anodized coating quality:<br />
Treatments introducing compressive<br />
stresses into the surface to be ano-<br />
dized (shot peening and roller bur-<br />
nishing)<br />
Coating thickness (in the 0.010 to<br />
0.035 in. range)<br />
F'rehard anodizing cleaning methods<br />
during the surface finishing stage<br />
Evaluati<strong>on</strong> was c<strong>on</strong>ducted based <strong>on</strong><br />
the following: Taber abrasi<strong>on</strong> resis-<br />
tance test, microscopic visual evalua-<br />
ti<strong>on</strong> of hard anodized cylinders' cross-<br />
secti<strong>on</strong>s, and quantitative image analy-<br />
sis of the latter. Results indicate that<br />
susceptibility to voids (blisters) in the<br />
hard anodic coating increases with the<br />
coating thickness. Abrasi<strong>on</strong> resistance<br />
deteriorates with increased blister c<strong>on</strong>-<br />
tent. Shot peening has no adverse<br />
effect <strong>on</strong> the hard anodic coating<br />
quality as compared with roller bur-<br />
nishing. provided all shot residue is<br />
removed.<br />
Etching prior to hard anodizing<br />
should be avoided. Mechanical clean-<br />
ing and chromated deoxidizers were<br />
found to be the best preanodizing<br />
cleaning practices.<br />
<str<strong>on</strong>g>Hard</str<strong>on</strong>g> anodizing is a comm<strong>on</strong> surface<br />
finish to provide wear-resistant coat-<br />
ings <strong>on</strong> hydraulic actuator intemal<br />
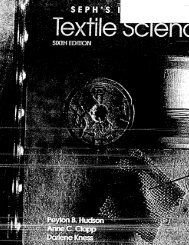
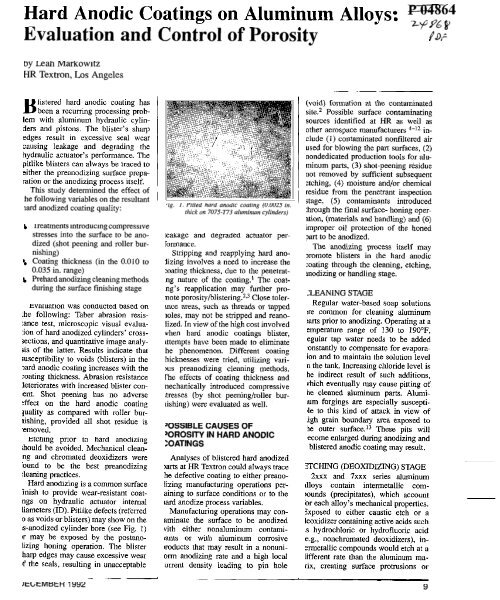
diameters (ID). Pitlike defects (referred<br />
to as voids or blisters) may show <strong>on</strong> the<br />
as-anodized cylinder bore (see Fig. 1)<br />
or may be exposed by the postano-<br />
dizing h<strong>on</strong>ing operati<strong>on</strong>. The blister<br />
sharp edges may cause excessive wear<br />
of the seals, resulting in unacceptable<br />
DECEMBER 1992<br />
Fig. 1. Pitfed hard anodic coating (0.0025 in.<br />
thick <strong>on</strong> 7075-T73 aluminum CylindersJ<br />
leakage and degraded actuator per-<br />
formance.<br />
Stripping and reapplying hard ano-<br />
dizing involves a need to increase the<br />
coating thickness, due to the penetrat-<br />
ing nature of the coating.' The coat-<br />
ing's reapplicati<strong>on</strong> may further pro-<br />
mote porosity/blistering.2.3 Close toler-<br />
ance areas, such as threads or tapped<br />
holes, may not be stripped and reano-<br />
dized. In view of the high cost involved<br />
when hard anodic coatings blister,<br />
attempts have been made to eliminate<br />
the phenomen<strong>on</strong>. Different coating<br />
thicknesses were tried, utilizing vari-<br />
ous preanodizing cleaning methods.<br />
The effects of coating thickness and<br />
mechanically introduced compressive<br />
stresses (by shot peeninglroller bur-<br />
nishing) were evaluated as well.<br />
POSSIBLE CAUSES OF<br />
POROSITY IN HARD ANODIC<br />
COATINGS<br />
Analyses of blistered hard anodized<br />
parts at HR Textr<strong>on</strong> could always trace<br />
the defective coating to either preano-<br />
dizing manufacturing operati<strong>on</strong>s per-<br />
taining to surface c<strong>on</strong>diti<strong>on</strong>s or to the<br />
hard anodize process variables.<br />
Manufacturing operati<strong>on</strong>s may c<strong>on</strong>-<br />
taminate the surface to be anodized<br />
with either n<strong>on</strong>aluminum c<strong>on</strong>tami-<br />
nants or with aluminum corrosive<br />
products that may result in a n<strong>on</strong>uni-<br />
form anodizing rate and a high local<br />
current density leading to pin hole<br />
RFK64<br />
2-pPLp<br />
(void) formati<strong>on</strong> at the c<strong>on</strong>taminated<br />
site.* Possible surface c<strong>on</strong>taminating<br />
sources identified at HR as well as<br />
other aerospace manufacturers 4-'2 in-<br />
clude (1) c<strong>on</strong>taminated n<strong>on</strong>filtered air<br />
used for blowing the part surfaces, (2)<br />
n<strong>on</strong>dedicated producti<strong>on</strong> tools for alu-<br />
minum parts, (3) shot-peening residue<br />
not removed by sufficient subsequent<br />
etching, (4) moisture and/or chemical<br />
residue from the penetrant inspecti<strong>on</strong><br />
stage, (5) c<strong>on</strong>taminants introduced<br />
through the final surface- h<strong>on</strong>ing oper-<br />
ati<strong>on</strong>, (materials and handling) and (6)<br />
improper oil protecti<strong>on</strong> of the h<strong>on</strong>ed<br />
part to be anodized.<br />
The anodizing process itself may<br />
promote blisters in the hard anodic<br />
coating through the cleaning, etching,<br />
anodizing or handling stage.<br />
CLEANING STAGE<br />
Regular water-based soap soluti<strong>on</strong>s<br />
are comm<strong>on</strong> for cleaning aluminum<br />
parts prior to anodizing. Operating at a<br />
temperature range of 130 to 190"F,<br />
regular tap water needs to he added<br />
c<strong>on</strong>stantly to compensate for evapora-<br />
ti<strong>on</strong> and to maintain the soluti<strong>on</strong> level<br />
in the tank. Increasing chloride Level is<br />
the indirect result of such additi<strong>on</strong>s,<br />
which eventually may cause pitting of<br />
the cleaned aluminum parts. Alumi-<br />
num forgings are especially suscepti-<br />
ble to this kind of attack in view of<br />
iigh grain boundary area exposed to<br />
:he outer surface.13 These pits will<br />
2ecome enlarged during anodizing and<br />
t blistered anodic coating may result.<br />
ETCHING (DEOXIDIZING) STAGE<br />
2xxx and 7xxx series aluminum<br />
alloys c<strong>on</strong>tain intermetallic com-<br />
pounds (precipitates), which account<br />
for each alloy's mechanical properties.<br />
Exposed to either caustic etch or a<br />
deoxidizer c<strong>on</strong>taining active acids such<br />
as hydrochloric or hydrofluoric acid<br />
(e&, n<strong>on</strong>chromated deoxidizers), in-<br />
termetallic compounds would etch at a<br />
different rate than the aluminum ma-<br />
trix, creating surface protrusi<strong>on</strong>s or<br />
19
Table 1. Processing Sequence for Test Cylinders<br />
Test Cylinder<br />
Pmcesing Group (I) Group (I/)<br />
Machining 16 microinch finish 16 microinch finish<br />
Compressively Roller burnishing<br />
stressed by:<br />
H<strong>on</strong>e ID to<br />
8 microinch finish<br />
Oil Using water displacement oil<br />
Penetrant inspect Yes<br />
Shot peening 170-230 cast ir<strong>on</strong> shot,<br />
0.008 to 0.011 Ahen intensity<br />
Etch inner diameter to remove shot residue<br />
per MIL-S-13165<br />
8 microinch finish<br />
Using water displacement oil<br />
Anodize Type I chromic (MIL-A-8625) <strong>on</strong> OD;<br />
Type I chromic (MIL-A-8625) <strong>on</strong> OD;<br />
Type 111 (hard anodize) <strong>on</strong> ID<br />
Type 111 (hard anodize) <strong>on</strong> ID<br />
Coating Thickness: Coaling Thickness:<br />
0,001 to 0.002 in. or 0.0025 to 0.0035 in.<br />
0.001 io 0.002 in. or 0.0025 io 0.0035 in.<br />
Preanodizing Cleaning: Preanodizing Cleaning:<br />
Mechanical, chromated deoxidizer or<br />
Mechanical, chromated deoxidizer or<br />
n<strong>on</strong>chromated deoxidizer. n<strong>on</strong>chromated deoxidizer.<br />
00 -0utsae Diameter: ID - inside Diameter<br />
pits. These surface imperfecti<strong>on</strong>s<br />
would result in voids during the subse-<br />
quent hard anodizing.<br />
ANODlZING STAGE<br />
Anodizing c<strong>on</strong>diti<strong>on</strong>s, which gener-<br />
ate local electrical heating, would<br />
promote rapid dissoluti<strong>on</strong> and creati<strong>on</strong><br />
of void^.^,^^.'^ High sulfuric acid c<strong>on</strong>-<br />
centrati<strong>on</strong>, high anodizing temperature<br />
(more than 4OoF), poor agitati<strong>on</strong>, and<br />
n<strong>on</strong>gradual increase of current density<br />
from zero to operating range are exam-<br />
ples of such undesirable anodizing<br />
c<strong>on</strong>diti<strong>on</strong>s.<br />
HANDLING<br />
Parts undergoing two different ano-<br />
dizing processes <strong>on</strong> their outer and<br />
inner diameter go through masking<br />
operati<strong>on</strong>s. Poor planning may result in<br />
an unnecessarily l<strong>on</strong>g exposure of<br />
moiled aluminum surfaces to the ele-<br />
ments. A typical finish of less than 8<br />
microinches makes it highly suscepti-<br />
ble to corrosi<strong>on</strong> attack.'6 Corrosi<strong>on</strong><br />
products (pits) will result in voids<br />
during hard anodizing.<br />
HR Textr<strong>on</strong> has addressed the afore-<br />
menti<strong>on</strong>ed manufacturing operati<strong>on</strong>s<br />
to prevent c<strong>on</strong>taminati<strong>on</strong> of the surface<br />
to be anodized. Yet at times blistered<br />
hard anodic coatings were obtained.<br />
This study looked at three variables<br />
which seemed to affect the defective<br />
coating occurrence:<br />
Preanodizing cleaning methodr.<br />
Differences in hard anodize quality for<br />
20<br />
Yes<br />
the same pan@) were encountered<br />
when hard anodizing was performed at<br />
different anodizing facilities. While all<br />
shops observed the hard anodizing<br />
process variables in such a manner as<br />
to minimize or prevent local electric<br />
heating and did not use any caustic<br />
etch, different cleaning methods were<br />
applied to the aluminum parts. This<br />
study compared mechanical cleaning<br />
to chemical deoxidizing (chromated<br />
and n<strong>on</strong>chromated agents).<br />
Coating thickness. <str<strong>on</strong>g>Hard</str<strong>on</strong>g> anodic<br />
coating of 0.0005 to 0.001 in. thickness<br />
suffices to provide the sought-after<br />
abrasi<strong>on</strong> resistance and corrosi<strong>on</strong> pmtecti<strong>on</strong>.15<br />
However, for hydraulic comp<strong>on</strong>ents<br />
characterized by tight c<strong>on</strong>centricity<br />
and roundness tolerances (Le.,<br />
H.0005 in.), coating thickness of<br />
0.002-0.0035 in. is comm<strong>on</strong> to maintain<br />
tolerance al<strong>on</strong>g the bore's length.<br />
This study examined our ability to<br />
affect porosity in hard anodic coatings<br />
of various thicknesses using the aforementi<strong>on</strong>ed<br />
cleaning methods.<br />
Processes that introduce residual<br />
compressive stresses. Shot peening is a<br />
comm<strong>on</strong> practice to enhance fatigue<br />
performance of hard anodized<br />
The necessity to clean the shot residue<br />
prior to anodi~ing'9,~~ may c<strong>on</strong>tradict<br />
the prohibiti<strong>on</strong>z1 to remove more than<br />
ten percent of the Almen intensity,<br />
especially for high peening intensities<br />
when a fine surface finish (8 microinches)<br />
is called out. This study examined<br />
porosity occurrence when roller<br />
bumishing was substituted for shot<br />
peening.I7<br />
EXPERIMENTAL<br />
All experiments were c<strong>on</strong>ducted<br />
using 7075.T6 cylinders (5 in. l<strong>on</strong>g, 2<br />
in. outside diameter, 0.25 in. wall<br />
thickness), machined from bar stock.<br />
The cylinders were processed follow-<br />
ing comm<strong>on</strong> practices for hydraulic<br />
cylinders except for differences out-<br />
lined in Table I.<br />
H<strong>on</strong>ing removed 0.008 to 0.01 1 in.<br />
of roller-bumished cylinders and<br />
0.0010 to 0.0017 of shot-peened cylin-<br />
ders.<br />
Variati<strong>on</strong> in the amount of metal<br />
removed by h<strong>on</strong>ing in any given group<br />
of cylinders (three for each coating<br />
thickness and preanodizing cleaning<br />
method) was 0.0002 to 0.0003 in.<br />
Each preanodizing cleaning method<br />
was performed at a different plating<br />
shop to be referred to as facility A, B, or<br />
C, corresp<strong>on</strong>ding to mechanical clean-<br />
ing, chromated deoxidizer and n<strong>on</strong>chro-<br />
mated deoxidizer, respectively.<br />
The test matrix is comprised of three<br />
test cylinders per cleaning method per<br />
coating thickness range for each group<br />
(I and 11).<br />
The quality of the resultant hard<br />
anodic coatings was evaluated using<br />
the following tests: (1) abrasi<strong>on</strong> resis-<br />
tance based <strong>on</strong> Taber test of (sheet)<br />
panels accompanying the anodized<br />
cylinders, (2) porosity evaluati<strong>on</strong><br />
based <strong>on</strong> qualitative optical micros-<br />
copy performed <strong>on</strong> cross-secti<strong>on</strong>ed<br />
METAL FINISHING
Table II. Taber Abrasi<strong>on</strong> Test Results<br />
Cleaning Method Weight Loss (mg)<br />
Mechanical (A) 9.0, 12.0, 13.0<br />
Chromated Deoxidizer (6) 14.8, 16.5, 11.4<br />
N<strong>on</strong>chromated Deoxidizer (C) 15.0, 27.0, 15.0<br />
CS-17 wheels, 1,000 grams load, 10.000 cycles, coating thickness 0.0025 in.<br />
hard anodized cylinders, and (3) poros-<br />
ity evaluati<strong>on</strong> of the samples in (2)<br />
using an image-analysis technique.<br />
The preanodizing cleaning methods<br />
were the following:<br />
Mechanical cleaning. Regular<br />
water-soap soluti<strong>on</strong> with Scotch-<br />
Bright cleaning as a substitute for a<br />
deoxidizer, followed by soap soluti<strong>on</strong><br />
rinse and dei<strong>on</strong>ized water rinse<br />
Chromated deoxidizer. Regular<br />
water-soap soluti<strong>on</strong> with chromated<br />
deoxidizer (c<strong>on</strong>taining nitric acid) fol-<br />
lowed by a regular water rinse<br />
N<strong>on</strong>chromated deoxidizer. Regular<br />
water-soap soluti<strong>on</strong> with n<strong>on</strong>chro-<br />
mated deoxidizer (c<strong>on</strong>taining nitric/<br />
hydrofluoric acid) followed by a dei<strong>on</strong>-<br />
ized water rinse.<br />
Caustic etch was not used in either<br />
facility. Facilities (A) and (B) do not<br />
m<strong>on</strong>itor chloride levels in the soap<br />
soluti<strong>on</strong>. Facility (C) limits the chlo-<br />
ride level to 300 ppm.<br />
RESULTS<br />
ABRASION RESISTANCE<br />
Abrasi<strong>on</strong> resistance of the hard ano-<br />
dized cylinders was evaluated using a<br />
Taber test. Flat aluminum sheet panels<br />
accompanying each of the cylinder<br />
subgroups were tested.23 The maxi-<br />
mum weight loss for 7075-T6 alumi-<br />
num should not exceed 15.0 milli-<br />
gramzz The panels were hard ano-<br />
dized in facilities (A), (B) and (C)<br />
without prior shot peening or roller<br />
burnishing and without a caustic etch.<br />
Any performance difference, therefore,<br />
would reflect different hard anodize<br />
quality due to different preanodize<br />
cleaning methods <strong>on</strong>ly (all other hard<br />
anodizing variables being equal). The<br />
results are presented in Table 11.<br />
A lower weight loss in the Taber test<br />
reflects better hard anodic coating<br />
quality. According to these results, the<br />
cleaning methods ranging from best to<br />
worst are: mechanical, chromated de-<br />
oxidizer, and n<strong>on</strong>chromated deoxi-<br />
dizer.<br />
QUALITATIVE COATING<br />
EVALUATION<br />
Metallographic samples of the hard<br />
anodized cylinders were inspected<br />
through an optical microscope at<br />
200 x magnificati<strong>on</strong>. Coating thick-<br />
ness could be accurately determined.<br />
The worst field in terms of porosity<br />
was photographed (see Figs. 2, 3, 4).<br />
Results are presented herein for each<br />
cleaning method (Le., for each anodiz-<br />
ing facility) separately, for the roller-<br />
bumished as well as shot-peened cylin-<br />
ders, and for thin (O.OOl4.OOl5 in.) as<br />
well as thick (0.00254.0035 in.) hard<br />
anodic coatings.<br />
Since similar results were obtained<br />
for each test group (three cylinders)<br />
corresp<strong>on</strong>ding to a given set of proc-<br />
essing c<strong>on</strong>diti<strong>on</strong>s, (i.e., surface prepa-<br />
rati<strong>on</strong>, preanodizing cleaning, coating<br />
thickness), <strong>on</strong>ly <strong>on</strong>e metallographic<br />
specimen is displayed. Each picture<br />
depicts the base aluminum (white<br />
z<strong>on</strong>e), the bard anodic coating <strong>on</strong> top<br />
A<br />
of it (gray z<strong>on</strong>e), and the epoxy resin<br />
@lack z<strong>on</strong>e) used for mounting the<br />
cross-secti<strong>on</strong>ed samples. Porosities or<br />
pits in the hard anodic coating show as<br />
black spots.<br />
Based <strong>on</strong> the metallographic sam-<br />
ples, several c<strong>on</strong>clusi<strong>on</strong>s were reached.<br />
Thinner coating (O.OOlC-O.OOl5 in.)<br />
is associated with less porosity: fewer<br />
pores (blisters) appear in the hard coat,<br />
and their size is smaller. Thicker<br />
coatings are associated with more<br />
blisters being of a larger size. This<br />
trend corroborates other report~.~,~J'J~<br />
The amount of metal removed dur-<br />
ing h<strong>on</strong>ing seems to have no effect <strong>on</strong><br />
the hard anodic coating quality.<br />
No marked difference could be<br />
noted between shot peening and roller<br />
burnishing in their effect <strong>on</strong> the poros-<br />
ity (frequency and size) in the hard<br />
anodic coating. This seems to be the<br />
case for each method of preanodizing<br />
cleaning.<br />
The preanodizing cleaning method<br />
seems to affect the amount of porosity<br />
and pore size for the thick hard anodic<br />
coating, other processing c<strong>on</strong>diti<strong>on</strong>s<br />
being equal. Mechanical cleaning (fa-<br />
cility A) appears to produce the best<br />
hard anodic coating. N<strong>on</strong>chromated<br />
deoxidizing (facility C) seems to pro-<br />
duce the worst hard anodic coating.<br />
Chromated deoxidizing (facility B)<br />
Fig. 2. Mechanically cleaned sampler from faciliry A (200 x ); (A). B (0.0017 in. rhick) roller<br />
burnished; (E), B (0.0017in. thick) shorpeened; (C). B 005 (0.0031 in. rhick) roller burnished:<br />
ID), R (0.0032in. thick), shorpeened.<br />
DECEMBER 1992 21
a B<br />
C<br />
Fig. 3. Chromafed deoxidizer cleaned samplesfrom facility B (200 x J; (A). B 007 (0.0015 in. thick)<br />
roller burni,vhed; (B), C (0.0016 in. thick), shot peened; (C), B 014 (0.0031 in. thick) roller<br />
burnished; (D), L (0.0027in. thick) shot peened.<br />
produces intermediate quality of hard<br />
anodize, in terms of blister size and<br />
c<strong>on</strong>tent.<br />
QUANTITATIVE MICROSCOPIC<br />
ANALYSIS<br />
An image analysis method was used<br />
to evaluate the two groups of samples<br />
for quality of the hard anodic coating<br />
(see Table I). This method involves<br />
digitizing an optical microscope field<br />
and analyzing a certain feature (or<br />
comp<strong>on</strong>ent) in terms of relative area. In<br />
this case, the total voidblister area<br />
divided by the total hard anodic coat-<br />
ing area yielded the porosity percent-<br />
age. About twenty optical fields of the<br />
coating (100 x magnifying power)<br />
were analyzed for each sample. The<br />
hard anodic coating boundaries were<br />
defined as the outer surface of the<br />
coating <strong>on</strong> <strong>on</strong>e side and its lowest edge<br />
including the aluminum bumps <strong>on</strong> the<br />
other side.<br />
The image analysis results are given<br />
in Table III. The samples analyzed<br />
were those examined through optical<br />
microscopy. Except for <strong>on</strong>e of the<br />
mechanically cleaned samples, which<br />
seems out of place, all other results<br />
point to some basic trends: (1) compa-<br />
rable coating quality for the two me-<br />
chanical surface treatments-shot<br />
D<br />
peening and roller burnishing; (2) an<br />
increase in the percentage porosity<br />
with increase of hard anodic coating<br />
thickness; and (3) higher susceptibility<br />
of thick anodic to the preanodizing<br />
cleaning method compared with the<br />
a B<br />
C<br />
thin anodic coating.<br />
In order to better compare the three<br />
preanodizing cleaning methods, the<br />
void distributi<strong>on</strong> and relative size were<br />
compared. In other words, which pre-<br />
anodizing treatment leads to the largest<br />
blisters and what is the most frequent<br />
void size? Results are given in Table<br />
IVB for the same samples presented in<br />
Table 111.<br />
Based <strong>on</strong> these results, the following<br />
c<strong>on</strong>clusi<strong>on</strong>s can he made:<br />
For thin hard anodize (up to 0.002<br />
in.), the three preanodizing cleaning<br />
procedures seem to produce compara-<br />
ble quality of hard anodic coating.<br />
For thick hard anodize (0.002 to<br />
0.0035 in.), the mechanical cleaning<br />
and chromated deoxidizer produce<br />
comparable hard anodize while the<br />
n<strong>on</strong>chromated deoxidizer seems to<br />
have an adverse effect <strong>on</strong> the coating<br />
quality.<br />
Evidence of the above is the de-<br />
crease in percentage of the small size,<br />
the most frequent void, accompanied<br />
by an increase in the mean void size<br />
and appearance of larger blisters. A<br />
possible explanati<strong>on</strong> for this detrimen-<br />
tal effect is the active acid (hy-<br />
drofluoric) present in the n<strong>on</strong>chro-<br />
mated deoxidizer.= (Hydrochloric acid<br />
may also be present in some n<strong>on</strong>chro-<br />
mated deoxidizers.) The detrimental<br />
Fig. 4. N<strong>on</strong>chromateddeoxidiiercleanedsamplesfromfncility C (200 x 1; (A), B 008 (0.0009in. thick)<br />
roller burnished; (E), E (0.0008 in. thick), shot peened; (C). B 006 (0.0028 in. thick) roller<br />
burnished; (D). Q (0.0027in. thick) shot peened.<br />
22 METAL FINISHING
.. ’<br />
Table 111. image Analysis of <str<strong>on</strong>g>Hard</str<strong>on</strong>g> <str<strong>on</strong>g>Anodic</str<strong>on</strong>g> Coating Samples<br />
Sample-Mechanical <str<strong>on</strong>g>Hard</str<strong>on</strong>g> Anodize Total Porosity<br />
Preanodzing Cleaning Treatment Thickness (in.) Remarks<br />
Mechanical Shot peened 0.0021 0.432 Thin hard anodize<br />
Roller burnished 0.0017 0.2590<br />
Chromated Deoxidizer Shot peened<br />
RO ler ournisned<br />
Shot peened 0.0031 1.0676 Thick hard anodize<br />
Roller burnished 0.0032 3.5656”<br />
Shot peened<br />
Roller burnished<br />
0.0013<br />
0.0015<br />
0.0033<br />
0.0025<br />
0.6849<br />
1.5626<br />
1.481 7<br />
1.0769<br />
Thin hard anodize<br />
Thick hard anodize<br />
Nanchromated Deoxidizer Shot peened 0.0008 0.7530 Thin hard anodize<br />
Roller burnished o.oot0 1.3232<br />
*Except for this measurement, all other results fallow a basic trend<br />
etching of the preanodized surface by<br />
that acid may account for the large<br />
voids and their relative high c<strong>on</strong>tent in<br />
the hard anodic coating.<br />
CONCLUSIONS<br />
Thin hard anodic coatings (0.0010 to<br />
0.0020 in.) are less susceptible to voids<br />
(blisters, pores). Blister occurrence and<br />
size become more pr<strong>on</strong>ounced in thick<br />
hard anodic coatings (0.0025 to 0.0035<br />
in.), resulting in lower abrasi<strong>on</strong> resis-<br />
tance.<br />
There is no apparent difference<br />
am<strong>on</strong>g the effects of preanodizing,<br />
shot peening, and roller burnishing (as<br />
methods to introduce compressive<br />
Shot peened 0.0027 4.3843 Thick hard anodize<br />
Roller burnished 0.0029 8.5498<br />
stresses) <strong>on</strong> the hard anodic coating<br />
quality, provided all shot c<strong>on</strong>taminati<strong>on</strong><br />
is removed by thorough etching<br />
prior to anodizing. In view of these<br />
findings, the better-c<strong>on</strong>trolled shotpeening<br />
process is preferred for improving<br />
fatigue performance of hard<br />
anodized parts. Blisters or porosity in<br />
thick hard anodic coatings may he<br />
minimized by using mechanical preanodize<br />
cleaning in lieu of chemical<br />
deoxidizing. Thin hard anodic coating<br />
is less sensitive to the nature of the<br />
preanodize cleaning. MF<br />
* * * * *<br />
The author wishes to thank Stuart<br />
Myr<strong>on</strong> and Marietta Molina of the<br />
Metallurgical Lab at HR for their<br />
Table IV. Void Distributi<strong>on</strong> in the <str<strong>on</strong>g>Hard</str<strong>on</strong>g> <str<strong>on</strong>g>Anodic</str<strong>on</strong>g> Coating*<br />
support in the microscopic analysis of<br />
the anodized samples.<br />
Also the author wishes to thank Bernie<br />
Kooper, Anaplex Corp., Paramount,<br />
for his assistance regarding the me-<br />
chanical cleaning approach.<br />
Biography<br />
Leah Markowitz is a graduate of<br />
the Chemistry Faculty of the Israel<br />
Institute of Technology (I.I.T.) and<br />
holds a Ph.D. from the Materials<br />
Department of I.I.T.<br />
She is currently a senior materials<br />
engineer at HR Textr<strong>on</strong>, Los Angeles,<br />
where she is involved in research and<br />
development of advanced materials<br />
and provides support to manufactunng<br />
Sample-Mechanical Mean Void Size“ Most Frequent Void Size RangeC Largest Void Size Rangec<br />
Preanodizino Cieanino Treatment /umlz+ SM Dnv lump lump<br />
Mechanical Cleaning Shot peened 10.1 -t 23.3<br />
Roller burnished 7.4 f 7.5<br />
1 .o to 2.0 (31 .O%)<br />
2.0 to 4.0 (41.4%)<br />
128 to 256 (I=)<br />
32 to 64 (1 .E%)<br />
Shot peened 34.8 f 69.4 2.0 to 4.0 (18.3%) 128 to 256 (4.7%)<br />
Roller burnished 65.5f191.4 8.0 to 16.0 (18.4%) 51210 1024(1.8%)<br />
Chromated Deoxidizer Shot peened 7.2-tt0.4 2.0 to 4.0 (30.0%) 32 to 64 (2.9%)<br />
Roller burnished 10.2-tZO.7 1 .O to 2.0 (30.8%) 64 to 128 (3.1%)<br />
Shot peened 38.7 f 80.9 4.0 to 8.0 (20.3%) 256 lo 512 (3.9%)<br />
Roller burnished 19.1 -t 38.1 4.0 to 8.0 (24.5%) 128to256(3.1%)<br />
N<strong>on</strong>chromated Deoxidizer Shot peened 14.0 -t 20.6 4.0 to 8.0 (22.4%) 64 to 128 (3.4%)<br />
Roller burnished 9.8-tt9.0 1 .o to 2.0 (38.9%) 64 to 128 (1.6%)<br />
Shot Peened 98.3 -t 220.4 2.0 to 4.0 (15.4%) 1024 to 2048 (1.4%)<br />
Roller burnished 175.6 -t 475.2 2.0 to 4.0 (20.4%) 2048t04096 (1.1%)<br />
‘The first two entries for each cleaning method represent thin anodic coatings, followed by the two comparable values for thick anodic coatings.<br />
b($m)2 =square micrometers.<br />
OThe percsnlage in parentheses indicates the percentage of this area range of the total hard anodized inspected area.<br />
DECEMBER 1992 23
and maintenance of flight c<strong>on</strong>trol ser-<br />
voactuators.<br />
References<br />
1. Gillig, P.G., “Study of <str<strong>on</strong>g>Hard</str<strong>on</strong>g> Coating for<br />
<strong>Aluminum</strong> <strong>Alloys</strong>,” Wright Air Development<br />
Center, Technical Report, 53-151:12,<br />
May 1953<br />
2. Boeing Document No. D6-48636-1, “Pit<br />
Free <str<strong>on</strong>g>Hard</str<strong>on</strong>g> Anodizing of <strong>Aluminum</strong>,” Baeing<br />
Commercial Airplane Co., May 1979<br />
3. Pattenden, ‘I, “Study of Thick <str<strong>on</strong>g>Hard</str<strong>on</strong>g> Anadize<br />
Coating for <strong>Aluminum</strong> Actuator Housing,”<br />
HR Document No. 73600281, Jan.<br />
1988<br />
4. Maier, F.J., “<str<strong>on</strong>g>Hard</str<strong>on</strong>g> Anodize Pmblcm-<br />
Presentati<strong>on</strong> of History and Basic Facts,”<br />
HR Textr<strong>on</strong> Seminar, May 1988<br />
5. HR Specificati<strong>on</strong> ESS 001, “<str<strong>on</strong>g>Hard</str<strong>on</strong>g> Anodize<br />
Coating for <strong>Aluminum</strong> <strong>Alloys</strong>,” April 1986<br />
6. Baeing Specificati<strong>on</strong> BAC 5821, “<str<strong>on</strong>g>Hard</str<strong>on</strong>g><br />
Anodizing”<br />
7. Baeing Document D6-30304, “Design C<strong>on</strong>trol<br />
of <str<strong>on</strong>g>Hard</str<strong>on</strong>g> Anodized <strong>Aluminum</strong> Hydraulic<br />
Comp<strong>on</strong>ents,” Oct. 1968<br />
8. Raym<strong>on</strong>d, L.,“Pitting <strong>on</strong> Anodized Surfaces<br />
of Berleea PIN 71311,” Failure Analysis<br />
Rep<strong>on</strong> prepared for Benea Corp., May 1976<br />
9. McKnight, L., “Metallurgical Evaluati<strong>on</strong> of<br />
Pit Like Defecu in the Anodized Layer of<br />
PIN 1103-044-1 I,” Failure Analysis Repan<br />
prepared for R<strong>on</strong>s<strong>on</strong> Hydraulics, 1979<br />
10. Land, J., “<str<strong>on</strong>g>Hard</str<strong>on</strong>g> Anodized 1080-10 ‘T‘<br />
Bodies,” Failure Analysis Repan by MTC<br />
Lab for R<strong>on</strong>s<strong>on</strong> Hydraulics, June 1978<br />
11. Myr<strong>on</strong>, S., “Investigati<strong>on</strong> of Pitting in <str<strong>on</strong>g>Hard</str<strong>on</strong>g><br />
Anodized Surface PIN 3001416,” HR Dacument<br />
MLRW271, May 1984<br />
12. Markowilz. L., “Porosity Problems in <str<strong>on</strong>g>Hard</str<strong>on</strong>g><br />
<str<strong>on</strong>g>Anodic</str<strong>on</strong>g> Coating of <strong>Aluminum</strong> <strong>Alloys</strong>,” HR<br />
Report MLR #1363. Jan. 1988<br />
13. Nels<strong>on</strong>, L., H<strong>on</strong>eywell Training and C<strong>on</strong>trol<br />
Systems Operati<strong>on</strong>s, pers<strong>on</strong>al communica-<br />
ti<strong>on</strong>, 1988<br />
14. Wernick, S., R. Pinner, and P.G. Sheasby,<br />
“Anodizing of <strong>Aluminum</strong>.” In The Surface<br />
Treatment and Fini.yhing of <strong>Aluminum</strong> and<br />
lis <strong>Alloys</strong>, ASM Internati<strong>on</strong>al, Materials<br />
Park, Ohio; 1987<br />
15. Wemick, S., R. Pinner, and P.G. Sheasby,<br />
“<str<strong>on</strong>g>Hard</str<strong>on</strong>g> Anodizing.” In The Surface Trent-<br />
men1 and Finishing of <strong>Aluminum</strong> and Its<br />
<strong>Alloys</strong>, ASM Internati<strong>on</strong>al, Materials Park,<br />
Ohio; 1987<br />
16. Grunberg, L., Properries of Mclallic Sur-<br />
faces, p. 299; Institute of Metal Finishing,<br />
Birmingham, England: 1953<br />
17. Campbell, J.E., “Shot Peening for Improved<br />
Fatigue Properties and Stress Corrosi<strong>on</strong><br />
Cracking,” MCIC Rep<strong>on</strong> 71-02; Dec. 1971<br />
18. Pen<strong>on</strong>, N.L., “Effect of Shot Peening<br />
Variables <strong>on</strong> Fatigue of <strong>Aluminum</strong> Forg-<br />
ing,” Metal Progress, 120(2):33-35: 1981<br />
19. MIL-P-81985 “Peening of Metals,” para-<br />
graphs 3.5.2, 3.5.2.1; No”. 1984<br />
20. MIL-S-13165, “Shot Peening of Metal<br />
Parts,” paragraphs 3.3.10.1, 3.3.10.2 21;<br />
1989<br />
21. MIL-S-13165, “Shot Peening of Metal<br />
Parts,” paragraph 4.3.2.2; 1989<br />
22. MIL-A-8625, “<str<strong>on</strong>g>Anodic</str<strong>on</strong>g> <str<strong>on</strong>g>Coatings</str<strong>on</strong>g> for Alumi-<br />
num and <strong>Aluminum</strong> <strong>Alloys</strong>,” Nav. 1989<br />
23. Fed. Std. 141, Method 6192, Taber Abrasi<strong>on</strong><br />
Test<br />
24. Detailed Image Analysis results available<br />
from the author up<strong>on</strong> request<br />
25. N<strong>on</strong>chromated deoxidizer4Aite LNC<br />
was applied in this study<br />
Innovative Manufacturer of Flexible Lining Systems<br />
to recycle or prol<strong>on</strong>g the life of your tanks.<br />
“High Temp” PVC Drop-in Liners<br />
Easy Installati<strong>on</strong> Highest Quality Savings<br />
B] 1 -<br />
Write or Call for Informati<strong>on</strong>: P o BOX 3908 . Shawnee, OK 74802.3908<br />
In OK (405) 275-4600 . FAX (405) 275-4625<br />
1-800-633-4603 Ext. 400<br />
Circle 034 <strong>on</strong> reader informati<strong>on</strong> card<br />
Depositi<strong>on</strong><br />
Technologies for<br />
Films and <str<strong>on</strong>g>Coatings</str<strong>on</strong>g><br />
by R.E Bunshah<br />
585 pages $79.00<br />
Eleven specialists pooled their<br />
efforts to produce this excellent<br />
compilati<strong>on</strong> based <strong>on</strong> a course <strong>on</strong><br />
depositi<strong>on</strong> methods. Subjects range<br />
from discharge to the various types<br />
of vacuum coating, such as evapora-<br />
ti<strong>on</strong>, sputtering and i<strong>on</strong> plating.<br />
Depositi<strong>on</strong> from aqueous baths is<br />
also c<strong>on</strong>sidered.<br />
Three University Plaza<br />
Hackensack, NJ07601<br />
For faster service, call (201) 487-<br />
3700 or FAX your order to (201)<br />
487-3705<br />
All book orders must be prepaid.<br />
NY, NJ and MA residents add<br />
appropriate sales tax. Please include<br />
$5.00 shipping and handling for<br />
delivery of each book via UPS to<br />
addresses in the US.; $8.00 for Air<br />
Parcel Post shipment to Canada; and<br />
$20.00 for Air Parcel Post shipment<br />
to all other couptries.<br />
24 METAL FINISHING