บ. สยาม เอ็นจีเค เทคโนเซรา จำกัด - LEAN
บ. สยาม เอ็นจีเค เทคโนเซรา จำกัด - LEAN
บ. สยาม เอ็นจีเค เทคโนเซรา จำกัด - LEAN

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>บ</strong>ริษัท <strong>สยาม</strong> <strong>เอ็นจีเค</strong> <strong>เทคโนเซรา</strong><br />
จํากัด<br />
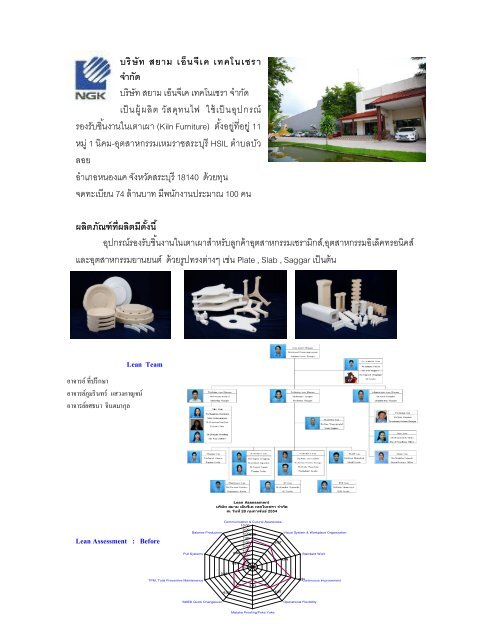
<strong>บ</strong>ริษัท <strong>สยาม</strong> <strong>เอ็นจีเค</strong> <strong>เทคโนเซรา</strong> จํากัด<br />
เป็ นผู ้ ผลิ ต วัสดุทนไฟ ใช้ เป็ นอุปกรณ์<br />
รองรั<strong>บ</strong>ชิ นงานในเตาเผา (Kiln Furniture) ตังอยู ่ทีอยู่<br />
11<br />
หมู่<br />
1 นิคม-อุตสาหกรรมเหมราชสระ<strong>บ</strong>ุรี HSIL ตํา<strong>บ</strong>ล<strong>บ</strong>ัว<br />
ลอย<br />
อําเภอหนองแค จังหวัดสระ<strong>บ</strong>ุรี 18140 ด้วยทุน<br />
จดทะเ<strong>บ</strong>ียน 74 ล้าน<strong>บ</strong>าท มีพนักงานประมาณ 100 คน<br />
ผลิตภัณฑ์ที ผลิตมีดังนี<br />
อุปกรณ์รองรั<strong>บ</strong>ชิ นงานในเตาเผาสําหรั<strong>บ</strong>ลูกค้าอุตสาหกรรมเซรามิกส์,อุตสาหกรรมอิเล็คทรอนิคส์<br />
และอุตสาหกรรมยานยนต์ ด้วยรูปทรงต่างๆ เช่น Plate , Slab , Saggar เป็ นต้น<br />
อาจารย์ ทีปรึกษา<br />
อาจารย์ภูมรินทร์ แสวงกาญจน์<br />
อาจารย์ยศธนา จินตมากุล<br />
Lean Team<br />
Lean Assessment : Before<br />
TPM, Total Preventive Maintenance<br />
Lean Assessment<br />
<strong>บ</strong>ริษัท <strong>สยาม</strong> <strong>เอ็นจีเค</strong> <strong>เทคโนเซรา</strong> จํากัด<br />
ณ วันที 28 กุมภาพ ันธ์ 2554<br />
Balance Production<br />
Communication & Cutural Awareness<br />
10.00<br />
9.00<br />
8.006.56<br />
7.00<br />
Visual System & Workplace Organization<br />
6.00<br />
5.00<br />
4.00<br />
6.07<br />
Pull Systems<br />
2.92<br />
3.00<br />
Standard Work<br />
2.00<br />
4.64<br />
1.67 1.00<br />
0.00<br />
SMED Quick Changeover<br />
3.93<br />
6.25<br />
3.21<br />
Mistake Proofing/Poka Yoke<br />
6.07<br />
8.21<br />
Continuous Improvement<br />
Operational Flexibility
VSM : Current state
VSM : Future State
ชื อเรื อง (Name Project) : 1.การลดการรอคอยอุปกรณ์และวัสดุในการ<strong>บ</strong>รรจุเนื องจากของขาด Stock (Reduce waiting time due to shortage of packing material)
BROWN PAPER ANALYSIS (Current) : Store Packing<br />
BROWN PAPER ANALYSIS (Future)
ชื อเรื อง (Name Project) : 2.การลดขันตอนและเวลาในการออกแ<strong>บ</strong><strong>บ</strong>ผลิตภัณฑ์ใหม่ (Reduce Procedure & Time for New Product)
BROWN PAPER ANALYSIS (Current)<br />
BROWN PAPER ANALYSIS (Future)<br />
BROWN PAPER ANALYSIS (Future)
การลดขันตอนและเวลาในการออกแ<strong>บ</strong><strong>บ</strong>ผลิตภัณฑ์ใหม่ (Reduce Procedure & Time for New<br />
Product)<br />
พ<strong>บ</strong>ว่าใช้เวลานานเนื องจากมีหลายขันตอน ในการพิจารณา และเอกสารมีการสูญหาย<br />
เนื องจากมีหลายแฟ้ม ซึ งพ<strong>บ</strong>ว่างานประเภท New Product มี 30 - 40 items/month ใช้เวลา ประมาณ<br />
11,958 Minutes/item Internal Process = 32 Step<br />
DRAWING DESIGN FLOW NEW PRODUCT FLOW<br />
มาตรการแก้ไข (Countermeasure)<br />
1.ลดขันตอนที ไม่จําเป็นออก (Reduce Process)<br />
1.1 ยกเลิกการทําใ<strong>บ</strong>แ<strong>บ</strong><strong>บ</strong>ฟอร์ม Drawing Request (FM-018) (Cancel Drawing Request Form) : เนื องจาก<br />
เป็นขันตอนที ซําซ้อน<br />
และ เป็น NVA Process<br />
1.2 ใช้เแ<strong>บ</strong><strong>บ</strong>ฟอร์มใหม่ (Used new form) ที รวมระหว่าง New Product Review (FM-019) และ Inquiry Sheet<br />
(FM-020)<br />
ทําให้ลดขันตอนและเวลาได้<br />
ยกเลิก<br />
Cancel<br />
ยกเลิก<br />
Cancel<br />
New Form
1.3 ปรั<strong>บ</strong>ขันตอนการ Flow ของเอกสาร (Adjust flow document)<br />
สรุปผลการปรั<strong>บ</strong>ปรุง<br />
จากตารางสรุปผลการปรั<strong>บ</strong>ปรุง ทังหมด 5 กิจกรรม ปรากฎว่าทัง 5 กิจกรรม<strong>บ</strong>รรลุเกินเป้าหมาย<br />
ที ได้กําหนดไว้ คือ เกิน 15% และสามารถประหยัดต้นทุนภายในช่วงระยะเวลาโครงการรวมทังสิ น<br />
1,249,118 <strong>บ</strong>าท และเมื อเทีย<strong>บ</strong>ต่อปีสามารถประหยัดต้นทุนได้ถึง 14,989,416 <strong>บ</strong>าทต่อปี<br />
แต่อย่างไรก็ตาม สิงที<br />
สําคัญที สุดคือ ความคงอยู่อย่างยั<br />
งยืนของแนวคิดพนักงานทุกระดั<strong>บ</strong>ที มี<br />
การปรั<strong>บ</strong>ปรุงเพื อพัฒนางานที ปฏิ<strong>บ</strong>ัติอยู่เป็นประจํา<br />
ดังนันจึงได้มีการกําหนดแผนที จะทําการปรั<strong>บ</strong>ปรุง ซึง<br />
เป็นการขยายผลให้มีความเป็นลีน ทัวทังองค์กร<br />
เรืองทีจะทําต่อในอนาคต
<strong>บ</strong>ทสรุปของผู ้<strong>บ</strong>ริหาร<br />
<strong>บ</strong>ริษัทฯ เข้าร่วมโครงการ Lean-I : Lean Manufacturing ปี 2552 ส่งผลดีต่อผลประกอ<strong>บ</strong>การ<br />
ของ<strong>บ</strong>ริษัทฯ เช่น เพิมผลผลิตได้ตามเป้าหมาย<br />
ช่วยลดและชลอการลงทุนมูลค่าหลายสิ<strong>บ</strong>ล้าน<strong>บ</strong>าท ลด<br />
ค่าใช้จ่ายจากการสูญเสีย ตลอดจนเพิมความพึงพอใจให้กั<strong>บ</strong>พนักงาน ดังเห็นได้จากจํานวน<br />
ข้อเสนอแนะ Kaizen เพิมขึนเป็น<br />
2 เท่าตัว เพิมความพึงพอใจให้กั<strong>บ</strong>ลูกค้า<br />
เช่น การส่งมอ<strong>บ</strong>ตรงเวลา<br />
และระยะเวลาส่งมอ<strong>บ</strong>สันลง คุณภาพสินค้าดีขึ น<br />
<strong>บ</strong>ริษัทฯ ได้ดําเนินการ Lean อย่างต่อเนื องในปี 2553 และในปี 2554 มีแผนการขาย 2,600<br />
tons (ปี 2552 2,200 ton) ทําให้พื นที ไม่เพียงพอ และ<strong>บ</strong>างเครื องจักรเต็มกําลังการผลิต<br />
<strong>บ</strong>ริษัทฯ จึงมีความสนใจเข้าร่วมโครงการ Lean-II ที กรมฯ ร่วมกั<strong>บ</strong> สสท. ทําให้<strong>บ</strong>ริษัทสามารถ<br />
ขยายการปฎิ<strong>บ</strong>ัติ จากเฉพาะ Line การผลิต สู่<br />
Office ช่วยให้การสื อสารในองค์กรเป็นภาษาเดียวกัน และ<br />
เข้าใจเป้าหมายเดียวกัน คาดว่า<strong>บ</strong>ริษัทฯ สามารถชลอการลงทุนกว่า 30 ล้าน<strong>บ</strong>าท ลดการสูญเสีย 10<br />
ล้าน<strong>บ</strong>าท/ปี และเพิมความพึงพอใจให้กั<strong>บ</strong>ลูกค้า ตังแต่การรั<strong>บ</strong> Order จนถึงการส่งมอ<strong>บ</strong>ที รวดเร็วและ<br />
ถูกต้องตรงเวลา.