(ABB) .1913 161/1 SG Tower 322 ABB ISO 9001, ISO14001 ... - LEAN
(ABB) .1913 161/1 SG Tower 322 ABB ISO 9001, ISO14001 ... - LEAN
(ABB) .1913 161/1 SG Tower 322 ABB ISO 9001, ISO14001 ... - LEAN

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ประวัติความเป็ นมา<br />
บริษัท เอบีบี จํากัด<br />
บริษัท เอบีบี จํากัด (<strong>ABB</strong>) ในประเทศไทย ก่อตังขึ นเมื อปี คศ<strong>.1913</strong> โดยมี<br />
สํานักงานใหญ่ ตังอยู ่เลขที <strong>161</strong>/1 อาคาร <strong>SG</strong> <strong>Tower</strong> ถนนราชดําริ โรงงานตังอยู ่<br />
เลขที <strong>322</strong> นิคมอุตสาหกรรมบางปู และสํานักงานบริการอยู ่ในจังหวัดต่างๆ เช่น<br />
สระบุรี ระยอง และแหลมฉบัง ในปัจจุบัน <strong>ABB</strong> ดําเนินธุรกิจด้วยผลิตภัณฑ์ที มีความ<br />
หลากหลายที ได้รับการยอมรับในระดับสากล ด้วยมาตรฐานคุณภาพ <strong>ISO</strong> <strong>9001</strong>,<br />
<strong>ISO</strong>14001, IEC และ Type Tested จึงเป็นที ยอมรับของลูกค้ามาเป็นเวลายาวนาน<br />
กว่า 90 ปี อย่างต่อเนื อง<br />
เมื อต้นปี พ.ศ.2553 “<strong>ABB</strong> กลุ่มธุรกิจตู้ควบคุมระบบไฟฟ้าแรงดันตํ<br />
า” ได้มี<br />
โอกาสเข้าร่วมโครงการ การเพิ มประสิทธิภาพการผลิตด้วยเทคนิค Lean<br />
Manufacturing ทังนี บริษัทฯ ได้นําเครื องมือของ Lean มาประยุกต์ใช้ในการทํางาน<br />
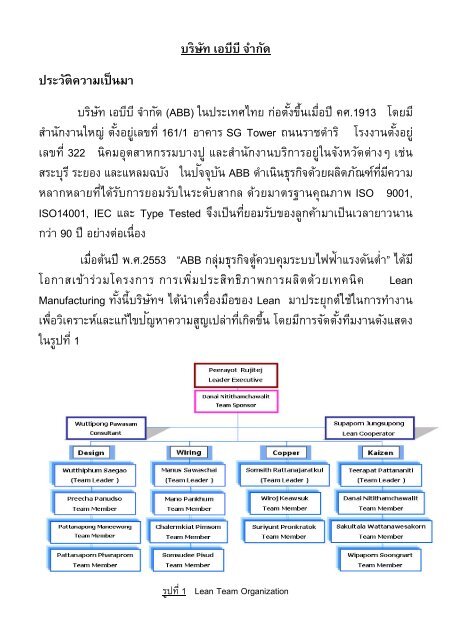
เพื อวิเคราะห์และแก้ไขปัญหาความสูญเปล่าที เกิดขึ น โดยมีการจัดตังทีมงานดังแสดง<br />
ในรูปที 1<br />
รูปที 1 Lean Team Organization
จากการศึกษาสายธารคุณค่า (Value Stream Map) ทางทีมงานได้ทําการ<br />
วิเคราะห์การไหลของวัตถุดิบในกระบวนการที มีทังหมด 7 กระบวนการโดยเริมจาก<br />
การรับวัตถุดิบนําเข้าสู ่กระบวนการเตรียมโครงสร้าง การประกอบอุปกรณ์ การต่อ<br />
วงจรไฟฟ้า พร้อมทังทําการทดสอบเบื องต้น และการทดสอบครังสุดท้าย ก่อนที จะ<br />
เชิญลูกค้าเพื อมาทําการตรวจสอบยอมรับร่วมกันตามลําดับ จนได้ผลิตภัณฑ์ตามที <br />
ลูกค้าต้องการพร้อมนําส่งลูกค้า จากการวิเคราะห์จุดที ทําให้การไหลของผลิตภัณฑ์<br />
ไม่ต่อเนื องหรือจุดคอขวดของกระบวนการ พบว่าในกระบวนการต่อวงจรไฟฟ้าเกิด<br />
ปัญหาอันเนื องมาจากการต่อวงจรไฟฟ้าไม่ถูกต้อง โดยก่อนปรับปรุงอัตราความ<br />
ถูกต้องในการต่อวงจรไฟฟ้า (Wiring) มีค่าเท่ากับ 86% จึงทําให้เกิดมีการทํางาน<br />
ซํ าซ้อน (Rework) เกิดการเสียเวลาโดยเปล่าประโยชน์และเพิ มค่าใช้จ่ายในส่วนของ<br />
วัตถุดิบ และค่าแรงงานของพนักงาน จึงได้ตังดัชนีชี วัดความสําเร็จของโครงการ คือ<br />
เพิมอัตราความถูกต้องในการต่อวงจรไฟฟ้า<br />
(Wiring) ขึ นอีก 10%<br />
โดยมีรายละเอียดขันตอนในการวิเคราะห์หาสาเหตุ และแก้ไขปัญหาที <br />
เกิดขึ น ดังต่อไปนี <br />
1. การจัดตังทีมงาน และศึกษาข้อมูลก่อนปรับปรุง<br />
2. การระดมสมอง และจัดทํา Action Plan<br />
รูปที 2 การระดมสมอง และวางแผนของกลุ่ม<br />
Lean
3. การใช้ Visual Control ในพื นที การทํางาน<br />
รูปที 3 Visual Control แสดงความสามารถในการทํางาน<br />
4. จัดทําวิธีการทํางานให้เป็น Standardize และทําการอบรมให้พนักงาน<br />
รูปที 4 เอกสารวิธีการทํางาน รูปที 5 การงานสัมมนาเรื อง Lean<br />
ผลที ได้รับจากการปรับปรุง พบว่าสามารถเพิมอัตราความถูกต้องในการต่อ<br />
วงจรไฟฟ้าจากเดิมก่อนปรับปรุง 86% เพิมขึ<br />
นได้เป็น 93% หลังการปรับปรุง ซึ งคิด<br />
เป็นจํานวนเงิน 2,115,854 บาทต่อปี
A3 Process Management
สรุปผลการดําเนินงาน<br />
จากผลการดําเนินงานในโครงการนี ทําให้ทางบริษัทสามารถเพิ มอัตราใน<br />
การต่อวงจรไฟฟ้า (Wiring) ให้มีความถูกต้องมากยิงขึ<br />
น ส่งผลให้สามารถลดเวลาที <br />
เกิดจากการทํางานซํ าซ้อน และค่าใช้จ่ายที เกิดขึ นจากค่าวัตถุดิบและค่าแรงงาน<br />
นอกจากนี ยังช่วยลดปริมาณเศษวัตถุดิบในกระบวนการแปรรูปทองแดง และเพิม<br />
อัตราการส่งแบบการผลิตที ทันเวลาในกระบวนการออกแบบ และการจัดการดําเนิน<br />
กิจกรรม KAIZEN คิดเป็นจํานวนเงินทังหมดที สามารถลดค่าใช้จ่ายการดําเนินการ<br />
ของบริษัทได้ 2,874,737 บาทต่อปี ซึ งได้แสดงรายละเอียดไว้ในตารางที 1<br />
ตารางที<br />
1 Actual & Cost Saving ผลทีได้จากการปรับปรุง<br />
1<br />
2<br />
3<br />
เรือง<br />
Base Line Actual<br />
เพิมอัตราความถูกต้องในการต่อ<br />
วงจรไฟฟ้า (Wiring)<br />
ลดปริมาณเศษวัตถุดิบ ใน<br />
กระบวนการแปรรูปทองแดง<br />
เพิมอัตราการส่งแบบการผลิตที<br />
<br />
ทันเวลา<br />
Cost Saving<br />
(บาทต่อปี )<br />
86% 93% 2,115,854<br />
1.33% 0.89% 134,210<br />
78% 79% -<br />
4 KAIZEN 42 เรื อง 624,672
แผนการดําเนินงานในอนาคต<br />
• จัดทําระบบ Supermarket ระหว่าง คลังสินค้าและกระบวนการเตรียม<br />
วัตถุดิบ รวมทังกระบวนการประกอบบัสบาร์และประกอบอุปกรณ์ในตู้<br />
• ลดเวลาการประกอบบัสบาร์เข้ากับโครง กระบวนการต่อวงจรไฟฟ้า (Wiring)<br />
และ กระบวนการตรวจสอบขันสุดท้าย (Final Test)<br />
• สนับสนุนให้มีการนําเสนอผลงาน Kaizen อย่างต่อเนื อง อย่างน้อย ปีละ 1<br />
เรื องต่อคนต่อปี (One Operator One Kaizen)<br />
• มีการอบรมและทบทวนเรื องลีน อย่างสมํ าเสมอ (ปีละ 2 ครัง)<br />
ผลการประเมินโครงการ Lean<br />
รูปที 6 แสดงผลการประเมินองค์กรด้านลีน<br />
ภาพรวมจากการประเมินก่อนและหลังการเข้าร่วมโครงการที ได้แสดงในรูปที <br />
6 พบว่า องค์กรมีการพัฒนาการอยู ่ในระดับดีในหลายๆ ด้านโดยปัจจุบันอยู ่ในสภาวะ<br />
ของการเปลี ยนผ่านองค์กรเป็นองค์กรแบบลีน (Lean Transition) โดยมีพัฒนาการ
ด้านการปรับปรุงอย่างต่อเนื อง (Kaizen) และ5ส การจัดการด้วยการมองเห็น (Visual<br />
Control, 5S) สูงที สุด ถือเป็นเครื องมือส่งเสริมในการปรับปรุงองค์กรให้เป็นลีนใน<br />
อนาคต<br />
ความคิดเห็นผู ้บริหาร<br />
เนื องจากสภาวะเศรษฐกิจในปัจจุบันมีการแข่งขันสูงทังในและต่างประเทศ<br />
ในปีนี ทาง <strong>ABB</strong> Global จึงได้มีนโยบายมุ่งเน้นในเรื<br />
องของการปฏิบัติการชันเลิศ<br />
(Operation Excellent) เพื อให้เกิด Cost Saving ทําให้ทางผู้บริหารของทาง <strong>ABB</strong><br />
ประเทศไทยมีความสนใจที จะเข้าร่วมโครงการนี เนื องจากต้องการขจัดความสูญเปล่า<br />
ในกระบวนการผลิต โดยได้นําเทคนิค “ลีน” เข้ามาประยุกต์ใช้ในองค์กร ซึ งเน้นการมี<br />
ส่วนร่วมของพนักงานทุกคนในองค์กร ดังจะเห็นได้จากการดําเนินกิจกรรม KAIZEN<br />
และกิจกรรมกลุ่มย่อย<br />
และได้ผลลัพท์เป็นรูปธรรมที ชัดเจน<br />
อย่างไรก็ดีการดําเนินการตามแนวคิดแบบลีนจะไม่หยุดเพียงเท่านี แต่เราจะ<br />
ยังคงดําเนินการปรับปรุงอย่างต่อเนื องต่อไป สุดท้ายต้องขอขอบคุณทีมที ปรึกษาและ<br />
พนักงานทุกท่านที ดําเนินงานโครงการมาจนประสบความสําเร็จเป็นอย่างดี