

DocLib_42_0-4905 ArcMaster 400MST CE.pdf - Victor Technologies ...
DocLib_42_0-4905 ArcMaster 400MST CE.pdf - Victor Technologies ...
DocLib_42_0-4905 ArcMaster 400MST CE.pdf - Victor Technologies ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
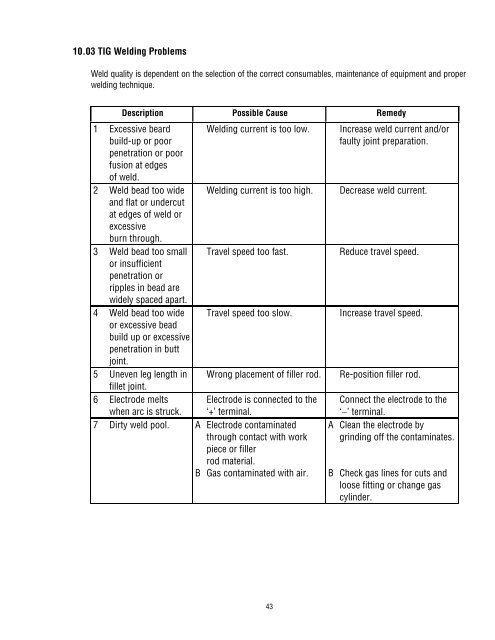
10.03 TIG Welding Problems<br />
Weld quality is dependent on the selection of the correct consumables, maintenance of equipment and proper<br />
welding technique.<br />
Description Possible Cause Remedy<br />
1 Excessive beard<br />
build-up or poor<br />
penetration or poor<br />
fusion at edges<br />
of weld.<br />
2 Weld bead too wide<br />
and flat or undercut<br />
at edges of weld or<br />
excessive<br />
burn through.<br />
3 Weld bead too small<br />
or insufficient<br />
penetration or<br />
ripples in bead are<br />
widely spaced apart.<br />
4 Weld bead too wide<br />
or excessive bead<br />
build up or excessive<br />
penetration in butt<br />
joint.<br />
5 Uneven leg length in<br />
fillet joint.<br />
6 Electrode melts<br />
when arc is struck.<br />
Welding current is too low. Increase weld current and/or<br />
faulty joint preparation.<br />
Welding current is too high. Decrease weld current.<br />
Travel speed too fast. Reduce travel speed.<br />
Travel speed too slow. Increase travel speed.<br />
Wrong placement of filler rod. Re-position filler rod.<br />
Electrode is connected to the Connect the electrode to the<br />
‘+’ terminal.<br />
‘−’ terminal.<br />
7 Dirty weld pool. A Electrode contaminated A Clean the electrode by<br />
through contact with work<br />
piece or filler<br />
rod material.<br />
grinding off the contaminates.<br />
B Gas contaminated with air. B Check gas lines for cuts and<br />
loose fitting or change gas<br />
cylinder.<br />
43













