SQUARE SHOULDER - ThomasNet
SQUARE SHOULDER - ThomasNet
SQUARE SHOULDER - ThomasNet

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
NEW<br />
Speeds and<br />
Feeds for<br />
Dapra Square<br />
Shoulder<br />
Cutters<br />
TOUGHEST<br />
Shock Resistance<br />
LOWER TEMPS<br />
HIGHER TEMPS<br />
MEDIUM<br />
Shock & Wear<br />
LOWER TEMPS<br />
HIGHER TEMPS<br />
MEDIUM<br />
Shock & Wear<br />
LOWER TEMPS<br />
HIGHER TEMPS<br />
HARDEST<br />
Wear Resistance<br />
LOWER TEMPS<br />
HIGHER TEMPS<br />
RECOMMENDED<br />
GEOMETRY<br />
RECOMMENDED FPT –<br />
10mm<br />
RECOMMENDED FPT –<br />
12mm<br />
RECOMMENDED FPT –<br />
16mm<br />
Dapra 90˚ Square<br />
Shoulder products<br />
are made in the USA.<br />
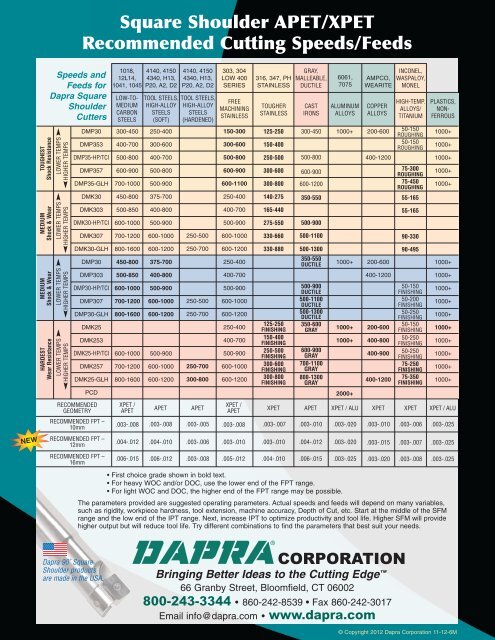
Square Shoulder APET/XPET<br />
Recommended Cutting Speeds/Feeds<br />
DMP30<br />
DMP353<br />
DMP35-HP/TCI<br />
DMP357<br />
DMP35-GLH<br />
DMK30<br />
DMK303<br />
DMK30-HP/TCI<br />
DMK307<br />
DMK30-GLH<br />
DMP30<br />
DMP303<br />
DMP30-HP/TCI<br />
DMP307<br />
DMP30-GLH<br />
DMK25<br />
DMK253<br />
DMK25-HP/TCI<br />
DMK257<br />
DMK25-GLH<br />
PCD<br />
1018,<br />
12L14,<br />
1041, 1045<br />
LOW-TO-<br />
MEDIUM<br />
CARBON<br />
STEELS<br />
300-450<br />
400-700<br />
500-800<br />
600-900<br />
700-1000<br />
450-800<br />
500-850<br />
600-1000<br />
700-1200<br />
800-1600<br />
450-800<br />
500-850<br />
600-1000<br />
700-1200<br />
800-1600<br />
600-1000<br />
700-1200<br />
800-1600<br />
XPET /<br />
APET<br />
.003-.008<br />
.004-.012<br />
.006-.015<br />
4140, 4150<br />
4340, H13,<br />
P20, A2, D2<br />
TOOL STEELS,<br />
HIGH-ALLOY<br />
STEELS<br />
(SOFT)<br />
250-400<br />
300-600<br />
400-700<br />
500-800<br />
500-900<br />
375-700<br />
400-800<br />
500-900<br />
600-1000<br />
600-1200<br />
375-700<br />
400-800<br />
500-900<br />
600-1000<br />
600-1200<br />
500-900<br />
600-1000<br />
600-1200<br />
APET<br />
.003-.008<br />
.004-.010<br />
.006-.012<br />
4140, 4150<br />
4340, H13,<br />
P20, A2, D2<br />
TOOL STEELS,<br />
HIGH-ALLOY<br />
STEELS<br />
(HARDENED)<br />
250-500<br />
250-700<br />
250-500<br />
250-700<br />
250-700<br />
300-800<br />
APET<br />
.003-.005<br />
.003-.006<br />
.003-.008<br />
303, 304<br />
LOW 400<br />
SERIES<br />
FREE<br />
MACHINING<br />
STAINLESS<br />
150-300<br />
300-600<br />
500-800<br />
600-900<br />
600-1100<br />
250-400<br />
400-700<br />
500-900<br />
600-1000<br />
600-1200<br />
250-400<br />
400-700<br />
500-900<br />
600-1000<br />
600-1200<br />
250-400<br />
400-700<br />
500-900<br />
600-1000<br />
600-1200<br />
XPET /<br />
APET<br />
.003-.008<br />
.003-.010<br />
.005-.012<br />
316, 347, PH<br />
STAINLESS<br />
TOUGHER<br />
STAINLESS<br />
125-250<br />
150-400<br />
250-500<br />
300-600<br />
300-800<br />
140-275<br />
165-440<br />
275-550<br />
330-660<br />
330-880<br />
125-250<br />
FINISHING<br />
150-400<br />
FINISHING<br />
250-500<br />
FINISHING<br />
300-600<br />
FINISHING<br />
300-800<br />
FINISHING<br />
XPET<br />
.003-.007<br />
.003-.010<br />
.004-.010<br />
GRAY,<br />
MALLEABLE,<br />
DUCTILE<br />
CAST<br />
IRONS<br />
300-450<br />
500-800<br />
600-900<br />
600-1200<br />
350-550<br />
500-900<br />
500-1100<br />
500-1300<br />
350-550<br />
DUCTILE<br />
500-900<br />
DUCTILE<br />
500-1100<br />
DUCTILE<br />
500-1300<br />
DUCTILE<br />
350-600<br />
GRAY<br />
600-900<br />
GRAY<br />
700-1100<br />
GRAY<br />
800-1300<br />
GRAY<br />
APET<br />
.003-.010<br />
.004-.012<br />
.006-.015<br />
• First choice grade shown in bold text.<br />
• For heavy WOC and/or DOC, use the lower end of the FPT range.<br />
• For light WOC and DOC, the higher end of the FPT range may be possible.<br />
6061,<br />
7075<br />
ALUMINUM<br />
ALLOYS<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
2000+<br />
XPET / ALU<br />
.003-.020<br />
.003-.020<br />
.003-.025<br />
AMPCO,<br />
WEARITE<br />
COPPER<br />
ALLOYS<br />
200-600<br />
400-1200<br />
200-600<br />
400-1200<br />
200-600<br />
400-800<br />
400-900<br />
400-1200<br />
XPET<br />
.003-.010<br />
.003-.015<br />
.003-.020<br />
Bringing Better Ideas to the Cutting Edge<br />
66 Granby Street, Bloomfield, CT 06002<br />
800-243-3344 • 860-242-8539 • Fax 860-242-3017<br />
Email info@dapra.com • www.dapra.com<br />
<br />
INCONEL,<br />
WASPALOY,<br />
MONEL<br />
HIGH-TEMP.<br />
ALLOYS/<br />
TITANIUM<br />
50-150<br />
ROUGHING<br />
50-150<br />
ROUGHING<br />
75-300<br />
ROUGHING<br />
75-450<br />
ROUGHING<br />
55-165<br />
55-165<br />
90-330<br />
90-495<br />
50-150<br />
FINISHING<br />
50-200<br />
FINISHING<br />
50-250<br />
FINISHING<br />
50-150<br />
FINISHING<br />
50-250<br />
FINISHING<br />
50-250<br />
FINISHING<br />
75-250<br />
FINISHING<br />
75-350<br />
FINISHING<br />
XPET<br />
.003-.006<br />
.003-.007<br />
.003-.008<br />
PLASTICS,<br />
NON-<br />
FERROUS<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
1000+<br />
XPET / ALU<br />
The parameters provided are suggested operating parameters. Actual speeds and feeds will depend on many variables,<br />
such as rigidity, workpiece hardness, tool extension, machine accuracy, Depth of Cut, etc. Start at the middle of the SFM<br />
range and the low end of the IPT range. Next, increase IPT to optimize productivity and tool life. Higher SFM will provide<br />
higher output but will reduce tool life. Try different combinations to find the parameters that best suit your needs.<br />
.003-.025<br />
.003-.025<br />
.003-.025<br />
© Copyright 2012 Dapra Corporation 11-12-6M